TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024121691
公報種別
公開特許公報(A)
公開日
2024-09-06
出願番号
2023028923
出願日
2023-02-27
発明の名称
表面被覆切削工具
出願人
三菱マテリアル株式会社
代理人
個人
主分類
B23B
27/14 20060101AFI20240830BHJP(工作機械;他に分類されない金属加工)
要約
【課題】Ti基合金等の難削材の切削加工でも優れた耐久性を有する被覆工具の提供
【解決手段】被覆層はA層とB層が交互に各2層以上積層した層を含み、A層は、Al
a
Cr
1-a-b
Si
b
N(0.30≦a≦0.70、0.00≦b≦0.10)で、B層は、Al
c
Cr
1-c-d
Si
d
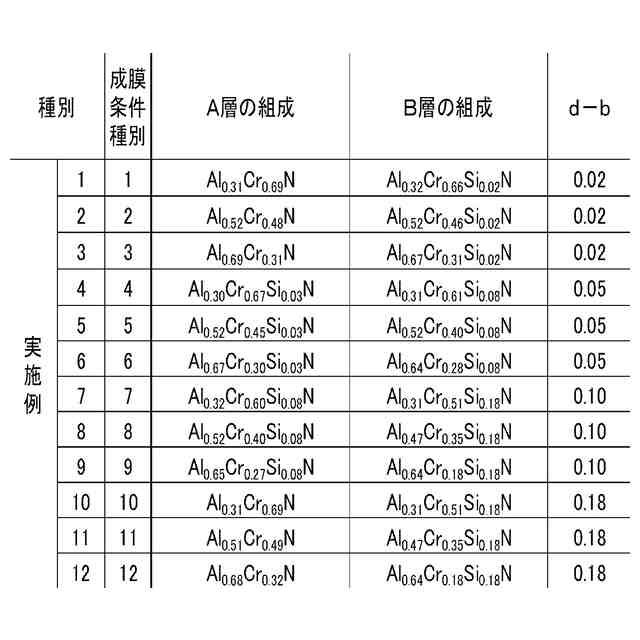
N(0.30≦c≦0.70、0.02≦d≦0.20)で、d-b≧0.02であり、基材の側からi番目の位置のAi層(1≦i≦n、nは積層数)とし、Ai層の平均層厚をαi(nm)としたとき、α1からαnへの変化を最小二乗法によって直線近似すると負の勾配の直線となり、基材の側からj番目の位置のBj層(1≦j≦m、mは積層数)とし、Bj層の平均層厚をβj(nm)としたときβ1からβmへの変化を最小二乗法によって直線近似すると正の勾配の直線となることを特徴とする表面被覆切削工具
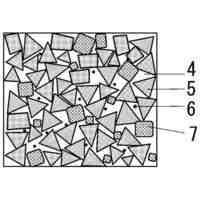
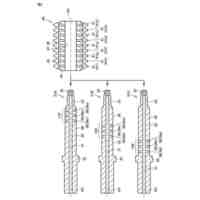
【選択図】図1
特許請求の範囲
【請求項1】
基材と該基材上の被覆層を有する表面被覆切削工具であって、
1)前記被覆層はA層とB層が交互に各2層以上積層した交互積層を含み、
2)前記A層は、Al
a
Cr
1-a-b
Si
b
N(0.30≦a≦0.70、0.00≦b≦0.10)であり、
3)前記B層は、Al
c
Cr
1-c-d
Si
d
N(0.30≦c≦0.70、0.02≦d≦0.20)であり、
4)d-b≧0.02であり、
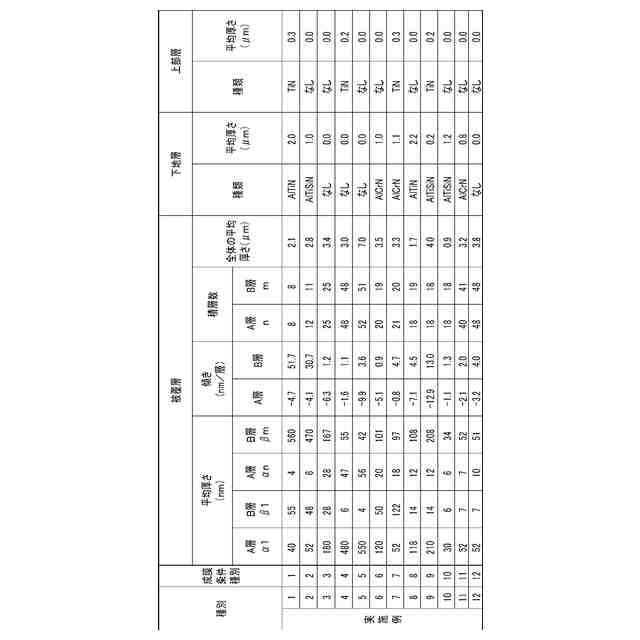
5)前記基材の側からi番目の位置にある前記A層をAi層(1≦i≦n、nは積層数)とし、前記Ai層の平均層厚をαi(nm)としたとき、α1からαnへの変化を最小二乗法によって直線近似すると負の勾配を有する直線となり、前記基材の側からj番目の位置にある前記B層をBj層(1≦j≦m、mは積層数)とし、前記Bj層の平均層厚をβj(nm)としたときβ1からβmへの変化を最小二乗法によって直線近似すると正の勾配を有する直線となること
を特徴とする表面被覆切削工具。
続きを表示(約 140 文字)
【請求項2】
前記基材に最も近い前記A層の平均厚さα1と前記基材に最も近い前記B層の平均厚さβ1が、α1>β1であり、前記基材から最も離れた前記A層の厚さαnと前記基材から最も離れた前記B層のβmとの関係が、αn<βmであることを特徴とする請求項1に記載の表面被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は表面被覆切削工具(以下、被覆工具ということがある)に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、切削工具の寿命を向上させるために、炭化タングステン(以下、WCという)基超硬合金等の基材の表面に、被覆層を形成した被覆工具が知られている。
そして、被覆工具のより一層の切削性能を向上させるために、被覆層の組成や構造について、種々の提案がなされている。
【0003】
例えば、特許文献1には、基材表面にCrおよびAlと、C、N、O、Bから選択される少なくとも1種以上の元素とから構成される被覆層を1層以上被覆し、該被覆層の少なくとも1層はSiを含有し、該Siを含む被覆層は固溶体相で結晶構造はfccである被覆工具が記載され、前記被覆層はナノ粒子の分散強化により耐酸化性に優れ高温強度が高いため、前記被覆工具は耐アブレッシブ摩耗性に優れるとされている。
【先行技術文献】
【特許文献】
【0004】
特開2004-106183号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
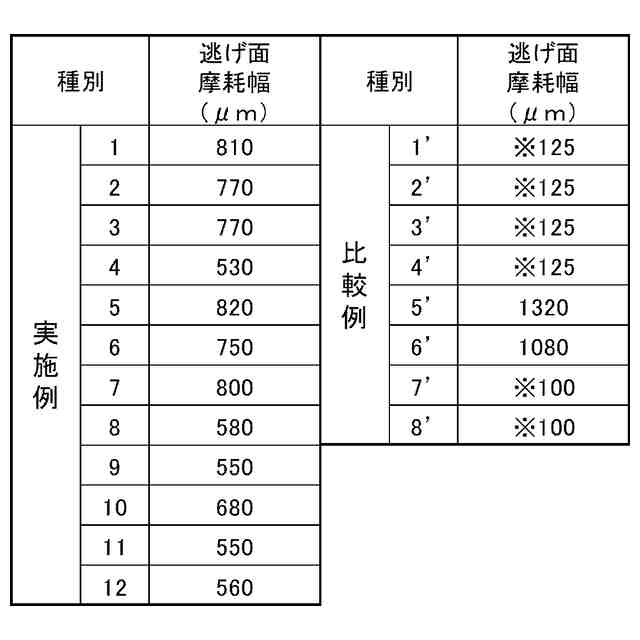
本発明は、前記事情や前記提案を鑑みてなされたものであって、Ti基合金、オーステナイト系ステンレス鋼、Ni基合金等の難削材の切削加工であっても、優れた耐久性を有する被覆工具を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の実施形態に係る表面被覆切削工具は、
基材と該基材上の被覆層を有し、
1)前記被覆層はA層とB層が交互に各2層以上積層した交互積層を含み、
2)前記A層は、Al
a
Cr
1-a-b
Si
b
N(0.30≦a≦0.70、0.00≦b≦0.10)であり、
3)前記B層は、Al
c
Cr
1-c-d
Si
d
N(0.30≦c≦0.70、0.02≦d≦0.20)であり、
4)d-b≧0.02であり、
5)前記基材の側からi番目の位置にある前記A層をAi層(1≦i≦n、nは積層数)とし、前記Ai層の平均層厚をαi(nm)としたとき、α1からαnへの変化を最小二乗法によって直線近似すると負の勾配を有する直線となり、前記基材の側からj番目の位置にある前記B層をBj層(1≦j≦m、mは積層数)とし、前記Bj層の平均層厚をβj(nm)としたときβ1からβmへの変化を最小二乗法によって直線近似すると正の勾配を有する直線である。
【0007】
さらに、前記実施形態に係る表面被覆切削工具は、以下の事項(1)を満足してもよい。
【0008】
(1)前記基材に最も近い前記A層の平均厚さα1と前記基材に最も近い前記B層の平均厚さβ1が、α1>β1であり、前記基材から最も離れた前記A層の厚さαnと前記基材から最も離れた前記B層のβmとの関係が、αn<βmである。
【発明の効果】
【0009】
前記表面被覆切削工具は、Ti基合金、オーステナイト系ステンレス鋼、Ni基合金等の難削材の切削加工であっても、優れた耐久性を有する。
【図面の簡単な説明】
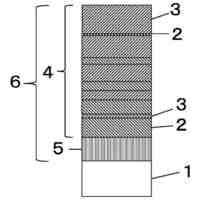
【0010】
本発明の実施形態に係る表面被覆切削工具の縦断面の一例を示す模式図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
6日前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
ブラザー工業株式会社
工作機械
9日前
株式会社MOLDINO
ドリル
19日前
株式会社ダイヘン
くびれ検出制御方法
1か月前
ブラザー工業株式会社
工作機械
9日前
福井県
マルチマテリアルの点接合構造
1か月前
津根精機株式会社
鉄筋切断装置
29日前
株式会社不二越
エンドミル
12日前
個人
交換式給油ブラシの切削油の給油器
26日前
株式会社向洋技研
スポットネジ及び電極
1か月前
株式会社進和
肉盛加工ノズル
1か月前
コントレイル合同会社
レーザ加工装置
23日前
トヨタ自動車株式会社
レーザ加工方法
1か月前
ブラザー工業株式会社
工作機械
9日前
村田機械株式会社
診断装置及び診断方法
20日前
キタムラ機械株式会社
マシニングセンタ
19日前
トヨタ自動車株式会社
刃具自動組付装置
1か月前
日産自動車株式会社
板材の継手構造
27日前
三菱マテリアル株式会社
表面被覆切削工具
12日前
村田機械株式会社
ローダ装置及び制御方法
6日前
三菱マテリアル株式会社
表面被覆切削工具
6日前
第一高周波工業株式会社
皮膜剥離具
5日前
株式会社ダイヘン
2重シールドティグ溶接トーチ
13日前
株式会社アマダ
レーザ加工機
1か月前
トヨタ自動車株式会社
加工条件設定システム
1か月前
カヤバ株式会社
回転軸及び回転軸の製造方法
28日前
株式会社SUBARU
治具配置システム
1か月前
NTN株式会社
機械加工の良否判定方法
22日前
株式会社FUJI
ワーク加工装置
23日前
株式会社ダイヘン
アークレーザハイブリッド溶接方法
1か月前
フタバ産業株式会社
溶接部材
1か月前
株式会社不二越
フィルムラップ加工装置
5日前
株式会社タンガロイ
切削工具
15日前
株式会社タンガロイ
切削工具
1か月前
DMG森精機株式会社
工具
19日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ