TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024115292
公報種別
公開特許公報(A)
公開日
2024-08-26
出願番号
2023020909
出願日
2023-02-14
発明の名称
接着剤付与装置、及び鋼板接着方法
出願人
大垣精工株式会社
代理人
個人
主分類
B05C
5/00 20060101AFI20240819BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】使用する接着剤の特性に応じて付与量を調整可能な接着剤付与装置、及び鋼板接着方法を提供することにある。
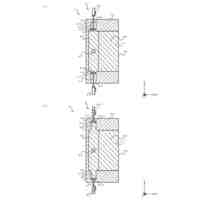
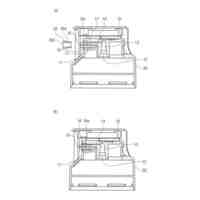
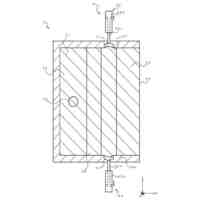
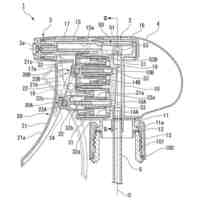
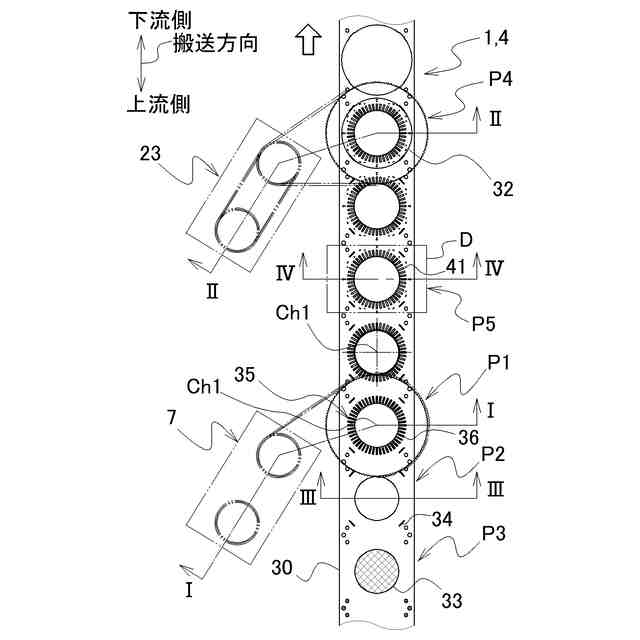
【解決手段】接着剤付与装置40は、上金型2及び下金型3の少なくとも一方に備えられ、鋼板素材30に接着剤41を付与する装置である。接着剤付与装置40は、鋼板素材30に接着剤41を付与するノズルユニット42と、接着剤41を貯留する接着剤貯留部と、接着剤貯留部からノズルユニット42へ接着剤41を供給する供給管44を備える。さらに、ノズルユニット42に形成され、接着剤41を鋼板素材30に付与するノズル先端部45と、ノズル先端部45が鋼板素材30に最も近接するときの鋼板素材30との間隔agを調整可能なノズル間隔調整装置を備える。
【選択図】図22
特許請求の範囲
【請求項1】
鋼板素材を打ち抜くため、対となる上金型と下金型が鉛直方向に沿って相対的に移動可能な金型を備え、前記鋼板素材から所定の形状に打抜き形成する鋼板を積層して、積層鋼板を製造する製造装置に組み込まれる接着剤付与装置であって、
前記上金型及び前記下金型の少なくとも一方に備えられ、
前記鋼板素材に接着剤を付与するノズルユニットと、
前記接着剤を貯留する接着剤貯留部と、
前記接着剤貯留部から前記ノズルユニットへ前記接着剤を供給する供給管と、
前記ノズルユニットに形成され、前記接着剤を前記鋼板素材に付与するノズル先端部と、
前記ノズル先端部が前記鋼板素材に最も近接するときの前記鋼板素材との間隔を調整するノズル間隔調整装置を備える接着剤付与装置。
続きを表示(約 1,700 文字)
【請求項2】
前記ノズル間隔調整装置は、
間隔調整カムと、
前記間隔調整カムに接触可能であり、該間隔調整カムによって前記ノズルユニットの移動方向へ移動可能な間隔調整ブロックを備える請求項1に記載の接着剤付与装置。
【請求項3】
前記ノズル間隔調整装置と前記ノズルユニットに挟まれて配置され、前記ノズルユニットが前記鋼板素材に前記接着剤を付与する状態と付与しない状態とを切り替え可能なノズル切替装置を備え、
前記ノズル切替装置は、切替作動カムと切替受動カムと保持部材を備え、
前記切替作動カムは、前記上金型の移動に伴って前記ノズルユニットが移動する方向に対して垂直方向に可動し、
前記切替受動カムは、前記切替作動カムの作動によって、前記上金型の移動に伴って前記ノズルユニットが移動する方向に沿って可動し、
前記保持部材は、前記上金型の移動に伴って前記ノズルユニットが移動する方向において、前記切替作動カム又は/及び前記切替受動カムを保持する請求項1に記載の接着剤付与装置。
【請求項4】
前記ノズルユニットと直接的に又は間接的に接触し、該ノズルユニットが前記鋼板素材から離間する方向へ移動するよう、弾性力によって押圧力を付与するキラーピンを備え、
前記ノズルユニットは、直接的に又は間接的に前記ノズル間隔調整装置と接触する状態が維持される請求項1に記載の接着剤付与装置。
【請求項5】
前記鋼板素材を挟んで、前記上金型と前記下金型に備えられ、
前記上金型と前記下金型とが近接する方向へ移動すると、
前記鋼板素材の第一面及び該第一面の裏面である第二面に前記接着剤が付与される請求項1に記載の接着剤付与装置。
【請求項6】
前記接着剤は、主剤と副剤の二種類の液剤からなり、
前記上金型及び前記下金型のいずれか一方の前記接着剤は前記主剤であり、他方の前記接着剤は前記副剤である請求項5に記載の接着剤付与装置。
【請求項7】
請求項1から6のいずれかに記載の接着剤付与装置を利用し、前記鋼板を積層接着する方法であって、
前記ノズル間隔調整装置によって、前記ノズル先端部が前記鋼板素材に最も近接するときの前記鋼板素材との間隔を調整する第一工程と、
前記第一工程の後、前記鋼板素材に前記接着剤を付与する第二工程と、
前記第二工程の後、打ち抜かれた前記鋼板を積層接着する第三工程を備える鋼板接着方法。
【請求項8】
請求項5に記載の接着剤付与装置を利用し、前記鋼板を積層接着する方法であって、
前記上金型に備えられた前記ノズル間隔調整装置によって、前記ノズル先端部が前記鋼板素材の前記第一面に最も近接するときの前記鋼板素材との第一間隔を調整する第一工程と、
前記下金型に備えられた前記ノズル間隔調整装置によって、前記ノズル先端部が前記鋼板素材の前記第二面に最も近接するときの前記鋼板素材との第二間隔を調整する第二工程と、
前記第一工程及び前記第二工程の後、前記鋼板素材に前記接着剤を付与する第三工程と、
前記第三工程の後、外形が打ち抜かれた前記鋼板を積層接着する第四工程を備える鋼板接着方法。
【請求項9】
請求項6に記載の接着剤付与装置を利用し、前記鋼板を積層接着する方法であって、
前記上金型に備えられた前記ノズル間隔調整装置によって、前記ノズル先端部が前記鋼板素材の前記第一面に最も近接するときの前記鋼板素材との第一間隔を調整する第一工程と、
前記下金型に備えられた前記ノズル間隔調整装置によって、前記ノズル先端部が前記鋼板素材の前記第二面に最も近接するときの前記鋼板素材との第二間隔を調整する第二工程と、
前記接着剤付与装置によって、前記第一面に前記主剤を付与する第三工程と、
前記主剤が付与された位置に対応し、前記第二面に前記副剤を付与する第四工程と、
前記第四工程の後、外形が打ち抜かれた前記鋼板を積層接着する第五工程を備える鋼板接着方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層鋼板製造装置に搭載する接着剤付与装置、及び鋼板を接着して積層する鋼板接着方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、回転電機装置の電機子を構成する積層鋼板を製造する装置において、接着剤塗布装置について種々の提案があった。例えば、特許文献1による概要を説明すると以下のようである。積層鋼板の製造装置が、上金型と下金型により、間欠移送するフープ材から鋼板を打抜く順送り金型装置を備える。下金型内に設けられ、フープ材下面の対応部位に接着剤を塗布する接着剤塗布装置を備える。接着剤塗布装置は、接着剤塗布面に向けて接着剤を吐出する吐出孔を有する接着剤吐出部と、接着剤吐出部に対して常時所定圧力で接着剤を供給する接着剤供給部とを有する。上金型が降下してストリッパープレートでフープ材を下型上面へ当接させたときに接着剤をフープ材に転写させる構成である。さらに、吐出孔の先端は、上金型が降下してストリッパープレートにより帯状薄鋼板を下金型上面へと当接させた際に、帯状薄鋼板から離間している構成とすることができる、と記載されている。
【0003】
これによれば、接着剤塗布装置は、常時所定圧力で接着剤を供給する接着剤供給部を有し、上金型が降下するときに接着剤をフープ材に転写させるので、接着剤によって鋼板を接着した積層鋼板を製造することができる、と記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2009-124828号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の接着剤塗布装置は、接着剤吐出部から常時所定圧力で接着剤が供給される。接着剤塗布装置が、フープ材或いは鋼板に接触すると接着剤が塗布される。すなわち、上金型が降下してフープ材或いは鋼板に接触すると接着剤が塗布されてしまい、接着剤を塗布するタイミングのコントロールが難しいという課題がある。特に、上金型が降下してストリッパープレートにより帯状薄鋼板を下金型上面へと当接させた際、吐出孔の先端と帯状薄鋼板との隙間は一定であり、調整することができない。すなわち、接着剤の塗布量を調整することが難しいという課題がある。
【0006】
本発明の目的は、使用する接着剤の特性に応じて付与量を調整可能な接着剤付与装置を提供することにある。
【0007】
本発明の目的は、使用する接着剤の特性に応じて付与量を調整可能な接着剤付与装置を提供することにある。
【課題を解決するための手段】
【0008】
本発明の第一の態様に係る接着剤付与装置は、鋼板素材を打ち抜くため、対となる上金型と下金型が鉛直方向に沿って相対的に移動可能な金型を備え、前記鋼板素材から所定の形状に打抜き形成する鋼板を積層して、積層鋼板を製造する製造装置に組み込まれる接着剤付与装置であって、前記上金型及び前記下金型の少なくとも一方に備えられ、前記鋼板素材に接着剤を付与するノズルユニットと、前記接着剤を貯留する接着剤貯留部と、前記接着剤貯留部から前記ノズルユニットへ前記接着剤を供給する供給管と、前記ノズルユニットに形成され、前記接着剤を前記鋼板素材に付与するノズル先端部と、前記ノズル先端部が前記鋼板素材に最も近接するときの前記鋼板素材との間隔を調整するノズル間隔調整装置を備える。
【0009】
この場合、接着剤付与装置は、ノズル間隔調整装置を備えるので、ノズル先端部が鋼板素材に最も近接するときの間隔を調整することができる。よって、ノズル先端部が鋼板素材と接触して損傷することを防止し、かつ鋼板素材に対して適量の接着剤を付与することができる。
【0010】
また、前記接着剤付与装置の前記ノズル間隔調整装置は、間隔調整カムと、前記間隔調整カムに接触可能であり、該間隔調整カムによって前記ノズルユニットの移動方向へ移動可能な間隔調整ブロックを備えてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
大垣精工株式会社
積層鋼板製造装置、及び積層鋼板製造方法
3か月前
ベック株式会社
塗膜処理方法
1か月前
中国電力株式会社
塗装工具
1か月前
中外炉工業株式会社
塗布装置
22日前
東レエンジニアリング株式会社
塗布装置
1か月前
トリニティ工業株式会社
塗装設備
1か月前
株式会社丸一
エアゾール製品の噴口構造
1か月前
大日本塗料株式会社
複層塗膜の形成方法
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
理想科学工業株式会社
液体吐出装置
1か月前
株式会社ワークス
高圧散水機
20日前
大日本塗料株式会社
塗装方法および塗料セット
今日
株式会社吉野工業所
泡吐出器
22日前
ベステラ株式会社
PCB含有塗膜の無害化システム
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
1か月前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
1か月前
株式会社吉野工業所
吐出器
20日前
三菱重工業株式会社
保護層形成装置
1か月前
株式会社レゾナック
複合材料の製造方法
20日前
ブラザー工業株式会社
処理液塗布装置
1か月前
株式会社マキタ
噴霧装置
1か月前
有限会社バベッジ
液状物供給装置及び液状物供給方法
6日前
株式会社いけうち
ノズル
20日前
ダイハツ工業株式会社
塗装方法
1か月前
マクセル株式会社
透明導電性膜の製造方法
1か月前
旭サナック株式会社
塗料吐出量判定システム
今日
旭サナック株式会社
塗料吐出量測定システム
今日
株式会社SUBARU
塗布剤整形装置及び塗布剤整形方法
今日
兵神装備株式会社
吐出装置、塗布システム、及び塗布方法
1か月前
MMCリョウテック株式会社
塗布工具
1か月前
旭化成株式会社
ノズルおよびノズル装置
28日前
株式会社リコー
塗装装置、塗装方法およびプログラム
1か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ