TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024112113
公報種別
公開特許公報(A)
公開日
2024-08-20
出願番号
2023016987
出願日
2023-02-07
発明の名称
レーザ加工装置及びレーザ加工方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
26/00 20140101AFI20240813BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被加工物に対するレーザ加工の加工状態をリアルタイムで評価可能なレーザ加工装置及びレーザ加工方法を提供する。
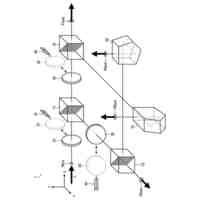
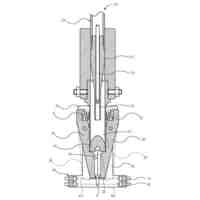
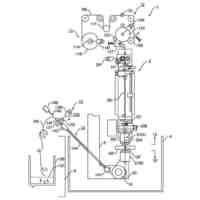
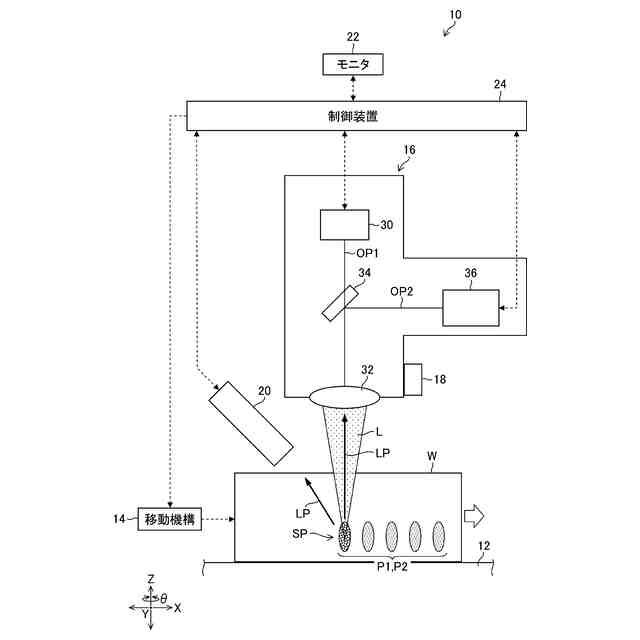
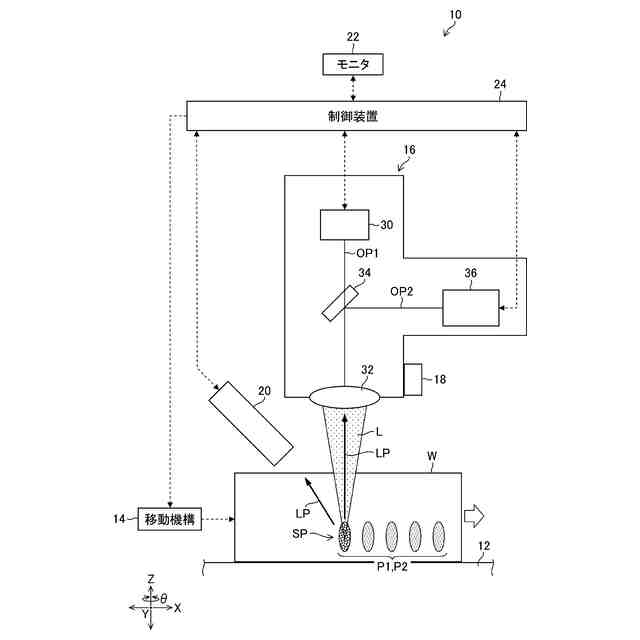
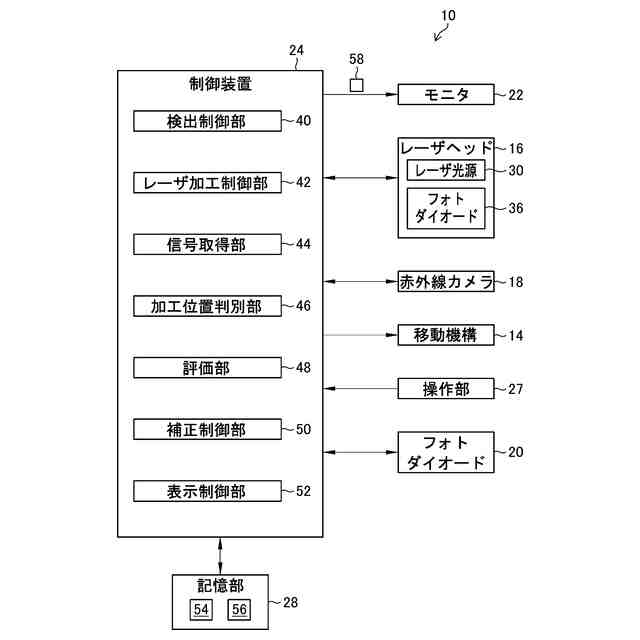
【解決手段】被加工物(ウェーハW)に対してレーザヘッド16を相対移動させつつレーザヘッド16から被加工物の内部に集光点を合わせてレーザ光を被加工物に照射して、被加工物のストリートに沿って被加工物の内部にレーザ加工領域SP1,SP2を形成するレーザ加工を実行するレーザ加工装置10において、レーザ加工中に、レーザヘッドにより被加工物の内部に集光されるレーザ光の加工点で発生するプラズマ光を検出する検出センサ(フォトダイオード20,36)と、レーザ加工中に、検出センサの検出信号に基づいてレーザ加工領域の加工状態を評価する評価部48と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
被加工物に対してレーザヘッドを相対移動させつつ前記レーザヘッドから前記被加工物の内部に集光点を合わせてレーザ光を前記被加工物に照射して、前記被加工物のストリートに沿って前記被加工物の内部にレーザ加工領域を形成するレーザ加工を実行するレーザ加工装置において、
前記レーザ加工中に、前記レーザヘッドにより前記被加工物の内部に集光される前記レーザ光の加工点で発生するプラズマ光を検出する検出センサと、
前記レーザ加工中に、前記検出センサの検出信号に基づいて前記レーザ加工領域の加工状態を評価する評価部と、
を備えるレーザ加工装置。
続きを表示(約 2,200 文字)
【請求項2】
前記検出センサが、前記レーザヘッドとは別体で設けられている請求項1に記載のレーザ加工装置。
【請求項3】
前記レーザヘッドが、
前記レーザ光を出射する光源と、
前記光源から出射された前記レーザ光を前記被加工物の内部に集光する対物レンズと、
前記対物レンズに入射する前記レーザ光の光路に配置され、前記被加工物から前記対物レンズに入射した前記プラズマ光の一部を前記光路から分岐させる光分岐素子と、
を備え、
前記検出センサが、前記レーザヘッドに設けられており、前記光分岐素子により分岐された前記プラズマ光を検出する請求項1に記載のレーザ加工装置。
【請求項4】
前記レーザヘッドが、
前記レーザ光を出射する光源と、
前記光源から出射された前記レーザ光を前記被加工物の内部に集光する対物レンズと、
前記対物レンズに入射する前記レーザ光の光路に配置され、前記被加工物から前記対物レンズに入射した前記プラズマ光の一部を前記光路から分岐させる光分岐素子と、
を備え、
前記検出センサが、
前記レーザヘッドとは別体で設けられた第1検出センサと、
前記レーザヘッドに設けられており、前記光分岐素子により分岐された前記プラズマ光を検出する第2検出センサと、
を含む請求項1に記載のレーザ加工装置。
【請求項5】
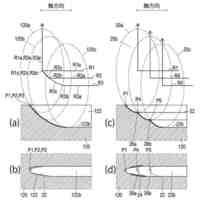
前記被加工物には複数の第1ストリートと複数の第2ストリートとが互いに交差して格子状に形成されており、
前記レーザ加工が、前記第1ストリートごとに前記第1ストリートに沿って前記被加工物の内部に前記レーザ加工領域を形成する第1レーザ加工と、前記第1レーザ加工の完了後に前記第2ストリートごとに前記第2ストリートに沿って前記被加工物の内部に前記レーザ加工領域を形成する第2レーザ加工と、を含み、
前記評価部が、前記第2レーザ加工中に前記第1ストリートと前記第2ストリートとの交点では、前記加工状態として、前記第2レーザ加工による前記レーザ加工領域の形成の有無を評価する請求項1に記載のレーザ加工装置。
【請求項6】
前記レーザ光がパルスレーザ光であり、
前記評価部が、前記検出センサの前記検出信号から前記プラズマ光の発光周期、発光強度、発光タイミング、及び発光時間の少なくともいずれか1つを検出した結果に基づいて、前記加工状態の評価を実行する請求項1から5のいずれか1項に記載のレーザ加工装置。
【請求項7】
前記レーザ加工中に前記検出センサの検出信号に基づいて、前記レーザヘッドから出射される前記レーザ光の出射条件を補正して、前記加工点で発生する前記プラズマ光の発光状態を一定に保つ補正制御部を備える請求項1から5のいずれか1項に記載のレーザ加工装置。
【請求項8】
被加工物に対してレーザヘッドを相対移動させつつ前記レーザヘッドから前記被加工物の内部に集光点を合わせてレーザ光を前記被加工物に照射して、前記被加工物のストリートに沿って前記被加工物の内部にレーザ加工領域を形成するレーザ加工を実行するレーザ加工装置において、
前記レーザ加工中に、前記レーザヘッドにより前記被加工物の内部に集光される前記レーザ光の加工点で発生するプラズマ光を検出する検出センサと、
前記レーザ加工中に、前記検出センサの検出信号に基づいて前記レーザ加工領域の加工状態を評価する評価部と、
前記レーザ加工中に前記検出センサの検出信号に基づいて、前記レーザヘッドから出射される前記レーザ光の出射条件を補正して、前記加工点で発生する前記プラズマ光の発光状態を一定に保つ補正制御部と、
を備えるレーザ加工装置。
【請求項9】
被加工物に対してレーザヘッドを相対移動させつつ前記レーザヘッドから前記被加工物の内部に集光点を合わせてレーザ光を前記被加工物に照射して、前記被加工物のストリートに沿って前記被加工物の内部にレーザ加工領域を形成するレーザ加工を実行するレーザ加工方法において、
前記レーザ加工中に、前記レーザヘッドにより前記被加工物の内部に集光される前記レーザ光の加工点で発生するプラズマ光を検出する検出工程と、
前記レーザ加工中に、前記検出工程で検出した検出信号に基づいて前記レーザ加工領域の加工状態を評価する評価工程と、
を有するレーザ加工方法。
【請求項10】
被加工物に対してレーザヘッドを相対移動させつつ前記レーザヘッドから前記被加工物の内部に集光点を合わせてレーザ光を前記被加工物に照射して、前記被加工物のストリートに沿って前記被加工物の内部にレーザ加工領域を形成するレーザ加工を実行するレーザ加工方法において、
前記レーザ加工中に、前記レーザヘッドにより前記被加工物の内部に集光される前記レーザ光の加工点で発生するプラズマ光を検出する検出工程と、
前記レーザ加工中に、前記検出工程で検出した検出信号に基づいて、前記レーザヘッドから出射される前記レーザ光の出射条件を補正して、前記加工点で発生する前記プラズマ光の発光状態を一定に保つ補正制御工程と、
を有するレーザ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物のストリートに沿って被加工物の内部にレーザ加工領域を形成するレーザ加工装置及びレーザ加工方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
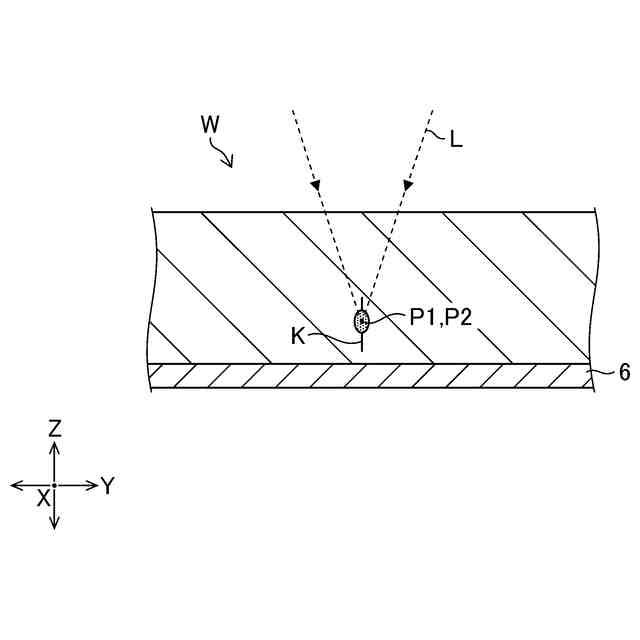
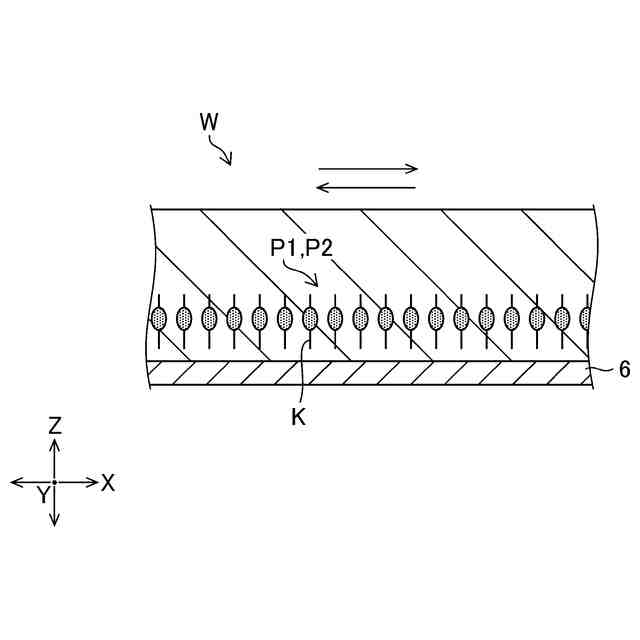
被加工物であるシリコンウェーハ(以下、ウェーハと略す)は、複数のデバイスが格子状のストリート(加工ライン、切断予定ラインともいう)によって格子状に区画されており、ウェーハをストリートに沿って割断(分割)することにより個々のデバイスが製造される。ウェーハを複数のデバイス(チップ)に割断する前工程として、レーザ加工装置によるウェーハのレーザ加工が実行される。
【0003】
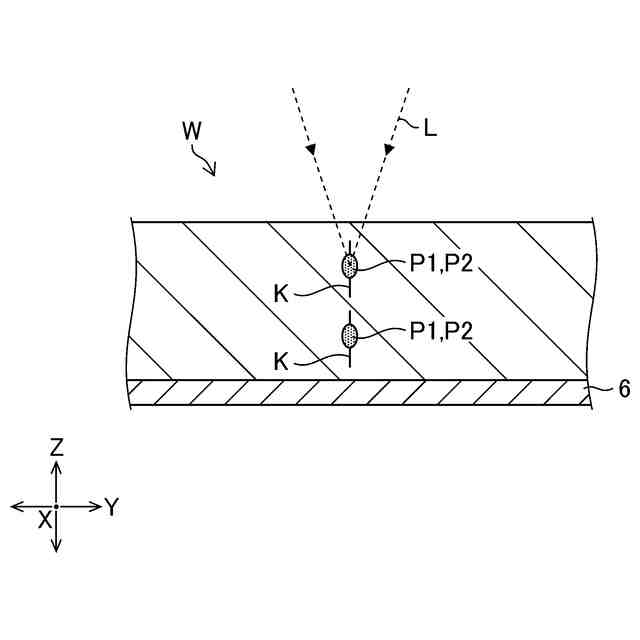
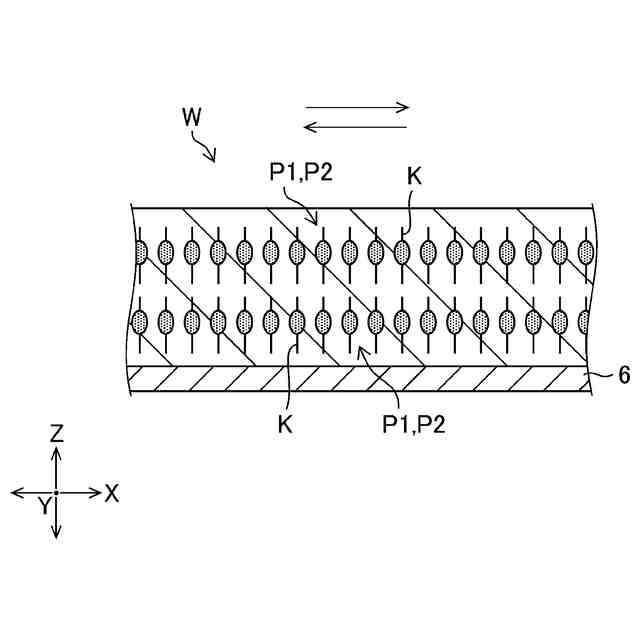
例えば特許文献1及び特許文献2に記載のレーザ加工装置は、ウェーハの内部に集光点を合わせた状態でレーザ光をストリートに沿って照射して、ストリートに沿ってウェーハの内部に切断の起点となるレーザ加工領域を形成するレーザ加工(内部集光加工ともいう)を実行する。これにより、レーザ加工領域からウェーハの厚さ方向に亀裂(クラックともいう)が伸展するので、後工程の割断工程においてウェーハが各デバイス(チップ)に割断される。
【先行技術文献】
【特許文献】
【0004】
特開2016-107334号公報
特開2016-21519号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
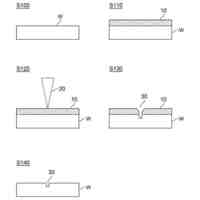
上記特許文献1及び特許文献2に記載のレーザ加工装置によるレーザ加工によってウェーハの内部にレーザ加工領域を形成した場合に、このレーザ加工領域から伸展する亀裂の伸展状態(長さ等)が適正であれば、後工程の割断工程においてウェーハが各デバイス(チップ)に適正に割断される。一方、レーザ加工の条件出しが不十分であると、レーザ加工領域からの亀裂の伸展が弱まり、割断後のカットラインが蛇行したり、或いはチッピングが発生したりする。特に格子状のストリートの交点では、先のレーザ加工により形成されたレーザ加工領域から伸展した亀裂によって後のレーザ加工時にレーザ光が散乱等されることで、レーザ加工領域からの亀裂の伸展が弱まり易い。また、レーザ光の強度が強すぎると、レーザ加工で発生した残渣がレーザヘッドの対物レンズに付着してレンズ汚れが発生する虞がある。
【0006】
そこで、亀裂の伸展状態が適正になるようにレーザ加工の条件出しを実行する必要がある。この際に従来では、サンプルウェーハに対してレーザ加工を実行して、このサンプルウェーハを割断して断面の亀裂を実際に確認する必要があった。或いは従来では、ウェーハの割断後に各デバイスを画像検査装置で検査することで、レーザ加工の加工状態(亀裂伸展状態)の異常の有無を確認していた。このように従来では、製品ウェーハのレーザ加工中にその加工状態の変化をリアルタイムで検出することができなかった。
【0007】
また、レーザ加工装置で多数のウェーハのレーザ加工を実行する際に、ウェーハの厚み異常及びレーザ加工装置によるレーザ加工の加工高さ制御異常などが原因でレーザ加工の加工不良が発生することがある。このような加工不良がレーザ加工時に発生すると、レーザ光の焦点がウェーハ内部から外れることでウェーハ内部にレーザ加工領域が生成されない場合ある。この場合には、後工程においてウェーハを分断して個片化することができず(ウェーハの未分断)、デバイスを破棄していたのでデバイス量産加工の歩留まりが低下してしまう。このため、製品ウェーハのレーザ加工中にその加工状態(ウェーハ内部にレーザ加工領域が形成されているか否か)をリアルタイムで検出することが求められている。
【0008】
本発明はこのような事情に鑑みてなされたものであり、被加工物に対するレーザ加工の加工状態をリアルタイムで評価可能なレーザ加工装置及びレーザ加工方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の目的を達成するためのレーザ加工装置は、被加工物に対してレーザヘッドを相対移動させつつレーザヘッドから被加工物の内部に集光点を合わせてレーザ光を被加工物に照射して、被加工物のストリートに沿って被加工物の内部にレーザ加工領域を形成するレーザ加工を実行するレーザ加工装置において、レーザ加工中に、レーザヘッドにより被加工物の内部に集光されるレーザ光の加工点で発生するプラズマ光を検出する検出センサと、レーザ加工中に、検出センサの検出信号に基づいてレーザ加工領域の加工状態を評価する評価部と、を備える。
【0010】
このレーザ加工装置によれば、レーザ加工中にレーザ加工領域の加工状態をリアルタイムで評価可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
光路切替装置及び測定装置
5日前
株式会社東京精密
研削砥石のツルーイング装置及び方法
8日前
株式会社東京精密
加工システム及び方法
7日前
個人
面取り装置
5日前
個人
電気抵抗溶接用電極
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ろう付け装置
2か月前
株式会社FUJI
工作機械
1か月前
菅機械産業株式会社
測長装置
2か月前
日東精工株式会社
チャックユニット
3か月前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
チャックユニット
2か月前
津根精機株式会社
鉄筋切断装置
28日前
ブラザー工業株式会社
工作機械
8日前
ダイハツ工業株式会社
冷却構造
3か月前
株式会社ダイヘン
くびれ検出制御方法
1か月前
ブラザー工業株式会社
工作機械
8日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
福井県
マルチマテリアルの点接合構造
1か月前
株式会社ダイヘン
回転アーク溶接方法
1か月前
株式会社MOLDINO
ドリル
18日前
国立大学法人 東京大学
加工方法
3か月前
株式会社向洋技研
スポットネジ及び電極
1か月前
株式会社不二越
エンドミル
11日前
ビアメカニクス株式会社
レーザ加工装置
3か月前
個人
交換式給油ブラシの切削油の給油器
25日前
株式会社ソディック
ワイヤ放電加工装置
4か月前
株式会社不二越
歯車製造装置
3か月前
トヨタ自動車株式会社
積層造形方法
3か月前
株式会社進和
肉盛加工ノズル
29日前
第一システム株式会社
切粉検査装置
2か月前
白光株式会社
ツイーザー装置
3か月前
コントレイル合同会社
レーザ加工装置
22日前
ブラザー工業株式会社
工作機械
8日前
トヨタ自動車株式会社
レーザ加工方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ