TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024123060
公報種別
公開特許公報(A)
公開日
2024-09-10
出願番号
2024094796,2020025738
出願日
2024-06-12,2020-02-18
発明の名称
加工システム及び方法
出願人
株式会社東京精密
代理人
個人
主分類
B24B
49/02 20060101AFI20240903BHJP(研削;研磨)
要約
【課題】加工システムの加工効率を損なうことなく、加工の適否を判定可能な加工システム及び方法を提供する。
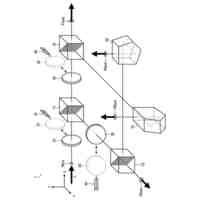
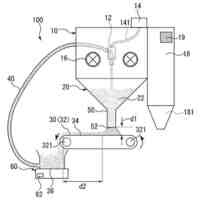
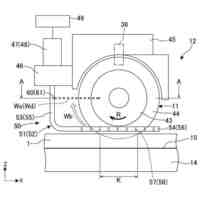
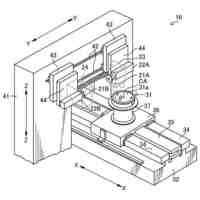
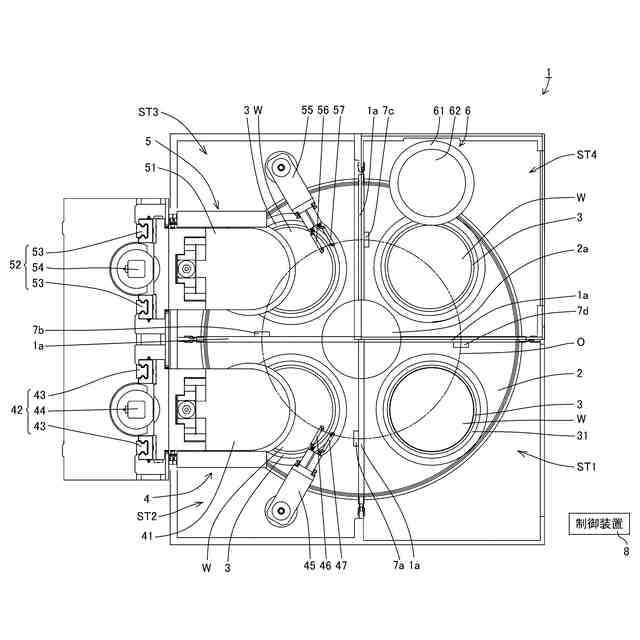
【解決手段】加工システム1は、ワークWを回転可能に吸着保持するチャックテーブル3と、チャックテーブル3を回転軸2a周りに回転移動させるインデックステーブル2と、チャックテーブル3の回転中心の回転軌道O上のプラットフォームステージST1と研磨ステージST4との間において、研磨ステージST4からプラットフォームステージST1に向かって回転しながら通過する研磨後のワークWの膜厚を非接触で測定する測定装置7dと、測定装置7dの測定結果から算出されるワークWの予想形状と研磨後のワークWの目標形状とに基づいて加工の適否を判定する制御装置8と、を備えている。
【選択図】図1
特許請求の範囲
【請求項1】
ワークを回転可能に吸着保持するチャックと、
所定加工位置で前記ワークを加工するために所定軌道で前記チャックを移動させるインデックステーブルと、
前記軌道上の前の加工位置と次の加工位置との間において、前記前の加工位置から前記次の加工位置に向かって回転しながら通過する加工後の前記ワークの膜厚を非接触で測定する測定装置と、
前記測定装置の測定結果から算出される前記ワークの予想形状と前記ワークの目標形状とに基づいて加工の適否を判定する制御装置と、
を備えていることを特徴とする加工システム。
続きを表示(約 360 文字)
【請求項2】
前記加工が適切でないと前記制御装置が判定した場合、前記軌道上で前記チャックを戻し、前記ワークを再び加工することを特徴とする請求項1記載の加工システム。
【請求項3】
ワークを回転可能に吸着保持するチャックと、所定加工位置で前記ワークを加工するために所定軌道で前記チャックを移動させるインデックステーブルと、を備えている加工システムに適用される加工方法であって、
前記軌道上の前の加工位置と次の加工位置との間において、前記前の加工位置から前記次の加工位置に向かって回転しながら通過する加工後の前記ワークの膜厚を非接触で測定を実行し、
前記測定による測定結果から算出される前記ワークの予想形状と前記ワークの目標形状とに基づいて加工の適否を判定する、ことを特徴とする加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを薄く加工する加工システム及び方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
半導体製造分野では、シリコンウェハ等の半導体ウェハ(以下、「ワーク」という)を薄く平坦に研削するものとして、回転する研削砥石の研削面をワークに押し当て、ワークの研削を行う研削装置が知られている。
【0003】
特許文献1には、粗研削加工及び精研削加工の順にワークを加工し、保護テープ及びワーク裏面の洗浄を行った後に、静電容量センサによってワークの厚みを測定する装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2009-117648号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ワークの加工効率が向上するにしたがって、ワーク洗浄後のワーク厚み測定に要する時間がスループットに悪影響を及ぼすという問題があった。また、ワークがチャックテーブルから移送された後に厚み測定を行うため、ワーク厚が目標厚みより厚い場合であっても、ワークの再加工を行うことはできなかった。
【0006】
そこで、ワークの加工効率を損なうことなく短時間で加工の適否を判定するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本発明に係る加工システムは、ワークを回転可能に吸着保持するチャックと、所定加工位置で前記ワークを加工するために所定軌道で前記チャックを移動させるインデックステーブルと、前記軌道上の前の加工位置と次の加工位置との間において、前記前の加工位置から前記次の加工位置に向かって回転しながら通過する加工後の前記ワークの膜厚を非接触で測定する測定装置と、前記測定装置の測定結果から算出される前記ワークの予想形状と前記ワークの目標形状とに基づいて加工の適否を判定する制御装置と、を備えている。
【0008】
また、本発明に係る加工システムは、前記加工が適切でないと前記制御装置が判定した場合、前記軌道上で前記チャックを戻し、前記ワークを再び加工することが好ましい。
【0009】
また、上記目的を達成するために、本発明に係る加工方法は、ワークを回転可能に吸着保持するチャックと、所定加工位置で前記ワークを加工するために所定軌道で前記チャックを移動させるインデックステーブルと、を備えている加工システムに適用される加工方法であって、前記軌道上の前の加工位置と次の加工位置との間において、前記前の加工位置から前記次の加工位置に向かって回転しながら通過する加工後の前記ワークの膜厚を非接触で測定を実行し、前記測定による測定結果から算出される前記ワークの予想形状と前記ワークの目標形状とに基づいて加工の適否を判定する。
【発明の効果】
【0010】
本発明は、加工システムの加工効率を損なうことなく、加工の適否を判定することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
収容ボックス
25日前
株式会社東京精密
シート剥離装置
15日前
株式会社東京精密
光路切替装置及び測定装置
5日前
株式会社東京精密
亀裂検出装置及びその診断方法
11日前
株式会社東京精密
研削砥石のツルーイング装置及び方法
8日前
株式会社東京精密
研削砥石のツルーイング装置及び方法
14日前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
20日前
株式会社東京精密
加工装置、方法、及び、学習済みモデルの生成方法
14日前
株式会社東京精密
加工システム及び方法
7日前
株式会社東京精密
亀裂検出装置及び方法
14日前
株式会社東京精密
ワーク加工装置及びワーク加工装置の制御方法
19日前
株式会社東京精密
ワーク加工装置、ワーク加工装置の制御方法、及びサーバ
19日前
個人
回転ヤスリ
15日前
UHT株式会社
駆動工具
8日前
個人
カッター
12日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
29日前
三菱マテリアル株式会社
バレル研磨用容器
5日前
株式会社カルテックス
ブラスト装置
20日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
4日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
AGC株式会社
研磨装置およびガラス基板
27日前
ノリタケ株式会社
砥石及びその製造方法
25日前
株式会社ディスコ
加工方法
25日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
切削装置
1か月前
株式会社チップトン
遠心バレル研磨機
14日前
株式会社マキタ
携帯用加工機
20日前
株式会社ディスコ
加工装置
1か月前
株式会社ジェイテクト
研削装置
25日前
株式会社シギヤ精機製作所
円筒研削盤のワーク保持センタ
1か月前
株式会社ディスコ
保持面修正方法
8日前
株式会社ディスコ
研削装置
29日前
株式会社ディスコ
切削装置
1か月前
株式会社ディスコ
加工装置
18日前
東日本旅客鉄道株式会社
鉄柱の研磨装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ