TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024117793
公報種別
公開特許公報(A)
公開日
2024-08-29
出願番号
2024096626,2019216162
出願日
2024-06-14,2019-11-29
発明の名称
ワーク加工装置及びワーク加工装置の制御方法
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
B24B
27/06 20060101AFI20240822BHJP(研削;研磨)
要約
【課題】白色干渉計を用いたワークの被加工部の加工品質の測定を短時間で実行可能なワーク加工装置及びワーク加工装置の制御方法を提供する。
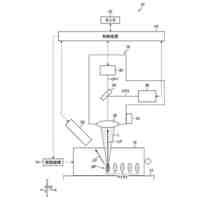
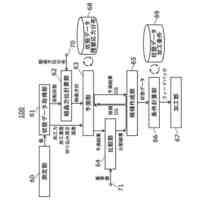
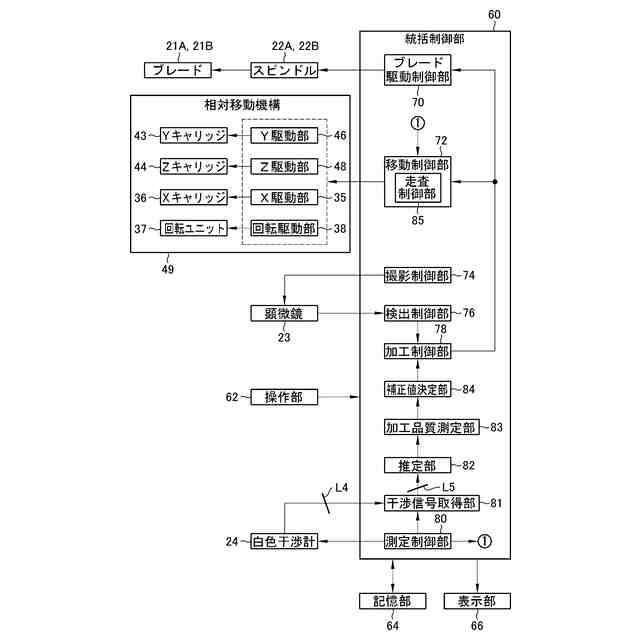
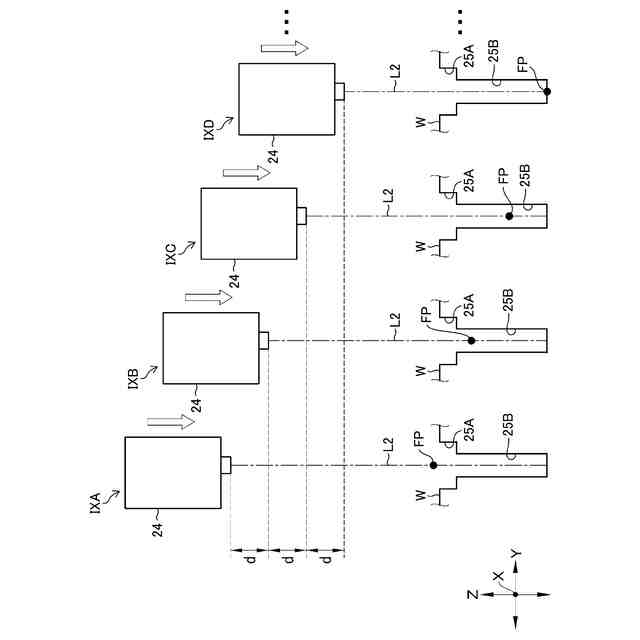
【解決手段】加工ヘッド(ブレード22A,22B)及び相対移動機構49を駆動してワークWに被加工部を形成する加工制御部78と、加工ヘッド及び白色干渉計24を一体にテーブルに対して垂直な方向に相対的にステップ走査させる走査制御部85と、白色干渉計24から干渉信号を取得する干渉信号取得部81と、干渉信号の強度がピークとなる白色干渉計24の位置を推定する推定部82と、推定部82の推定結果に基づき、被加工部の加工位置及び加工形状の少なくとも一方を測定する加工品質測定部83と、を備え、加工制御部78が、第1溝を形成する第1加工処理と、第1溝の底部に第2溝を形成する第2加工処理とを実行する。
【選択図】図9
特許請求の範囲
【請求項1】
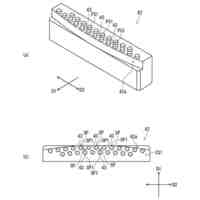
平板状のワークを保持するテーブルと、
前記テーブルに保持された前記ワークの加工を行う加工ヘッドと、
前記テーブルに対して前記加工ヘッドを相対移動させる相対移動機構と、
前記加工ヘッド及び前記相対移動機構を駆動して、前記加工ヘッドにより前記ワークに被加工部を形成する加工制御部と、
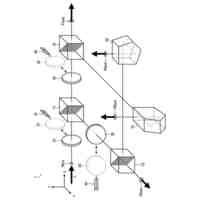
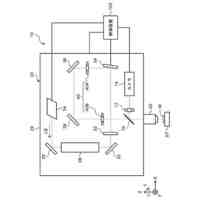
前記加工ヘッドと一体に設けられた白色干渉計であって、前記ワークに形成されている前記被加工部に向けて白色光を出射し且つ前記被加工部で反射された前記白色光と参照面で反射された前記白色光との干渉信号を画素ごとに検出する白色干渉計と、
前記相対移動機構を駆動して、前記加工ヘッド及び前記白色干渉計を一体に前記テーブルに対して垂直な方向に相対的に走査させて、前記被加工部で反射される前記白色光の光路長を変化させる走査制御部と、
前記被加工部に対して前記白色光を照射可能な位置で前記白色干渉計及び前記走査制御部を作動させる測定制御部と、
前記走査中に間欠的に前記白色干渉計から前記画素ごとの前記干渉信号を取得する干渉信号取得部と、
前記干渉信号取得部が取得した前記画素ごとの前記干渉信号に基づき、前記干渉信号の強度がピークとなる前記白色干渉計の位置を前記画素ごとに推定する推定部と、
前記推定部の推定結果に基づき、前記被加工部の加工品質として、前記被加工部の加工位置及び加工形状の少なくともいずれか一方を測定する加工品質測定部と、
を備え、
前記加工ヘッドとして第1加工ヘッド及び第2加工ヘッドを有し、
前記加工制御部が、
前記相対移動機構及び前記第1加工ヘッドを駆動して、前記被加工部として第1溝を前記ワークに形成する第1加工処理と、
前記相対移動機構及び前記第2加工ヘッドを駆動して、前記被加工部として前記第1溝の底部に第2溝を形成して前記ワークを切断する第2加工処理と、
を実行するワーク加工装置。
続きを表示(約 1,200 文字)
【請求項2】
前記測定制御部が、前記加工ヘッドにより形成された前記被加工部の既知の位置に基づき、前記相対移動機構を駆動して前記被加工部に前記白色光を照射可能な位置に前記白色干渉計を相対移動させる請求項1に記載のワーク加工装置。
【請求項3】
前記加工品質測定部の測定結果に基づき、前記被加工部の前記加工位置及び前記加工形状の少なくともいずれか一方を補正する補正値を決定する補正値決定部を備え、
前記加工制御部が、前記補正値決定部が決定した前記補正値に基づき、前記加工ヘッド及び前記相対移動機構を駆動して前記ワークに前記被加工部を形成する請求項1又は2に記載のワーク加工装置。
【請求項4】
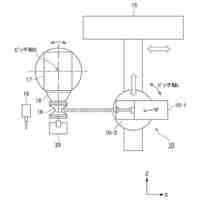
前記加工ヘッドが、回転する円盤状のブレードにより前記ワークを切削加工する請求項1から3のいずれか1項に記載のワーク加工装置。
【請求項5】
前記加工ヘッドが、回転する円盤状のブレードにより前記ワークを切削加工し、
前記加工品質測定部が、前記加工品質として、前記被加工部の断面形状を測定し、
前記加工品質測定部による前記断面形状の測定結果に基づき、前記ブレードの先端形状を測定するブレード形状測定部を備える請求項1から3のいずれか1項に記載のワーク加工装置。
【請求項6】
テーブルに保持された平板状のワークの加工を行う加工ヘッドと、前記テーブルに対して前記加工ヘッドを相対移動させる相対移動機構とを駆動して、前記加工ヘッドにより前記ワークに被加工部を形成する加工制御工程と、
前記被加工部に向けて白色光を出射し且つ前記被加工部で反射された前記白色光と参照面で反射された前記白色光との干渉信号を画素ごとに検出する白色干渉計を、前記加工ヘッドと一体に前記テーブルに対して垂直な方向に沿って相対的に走査させて、前記被加工部で反射される前記白色光の光路長を変化させる走査制御工程と、
前記走査中に間欠的に前記白色干渉計から前記画素ごとの前記干渉信号を取得する干渉信号取得工程と、
前記干渉信号取得工程で取得した前記画素ごとの前記干渉信号に基づき、前記干渉信号の強度がピークとなる前記白色干渉計の位置を前記画素ごとに推定する推定工程と、
前記推定工程での推定結果に基づき、前記被加工部の加工品質として、前記被加工部の加工位置及び加工形状の少なくともいずれか一方を測定する加工品質測定工程と、
を有し、
前記加工ヘッドとして第1加工ヘッド及び第2加工ヘッドを有する場合に、前記加工制御工程では、
前記相対移動機構及び前記第1加工ヘッドを駆動して、前記被加工部として第1溝を前記ワークに形成する第1加工処理と、
前記相対移動機構及び前記第2加工ヘッドを駆動して、前記被加工部として前記第1溝の底部に第2溝を形成して前記ワークを切断する第2加工処理と、
を実行するワーク加工装置の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークの加工を行うワーク加工装置及びワーク加工装置の制御方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
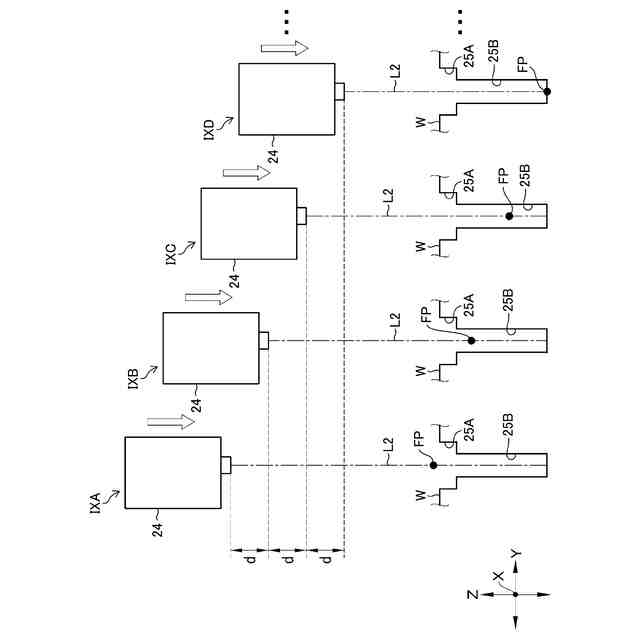
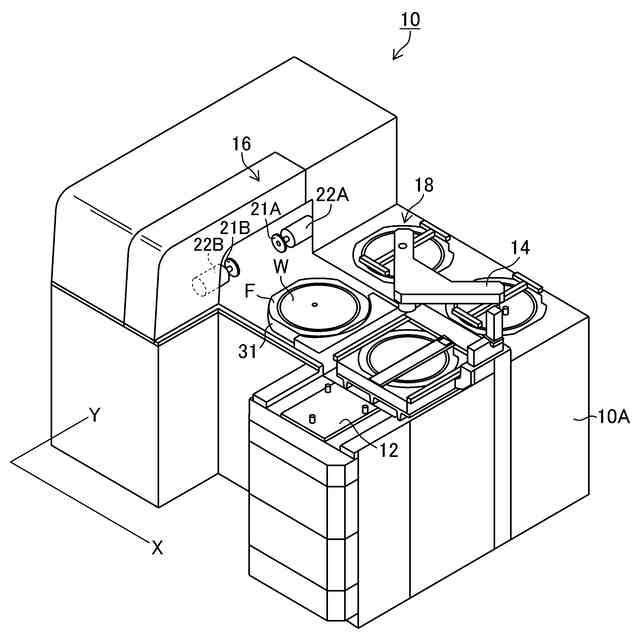
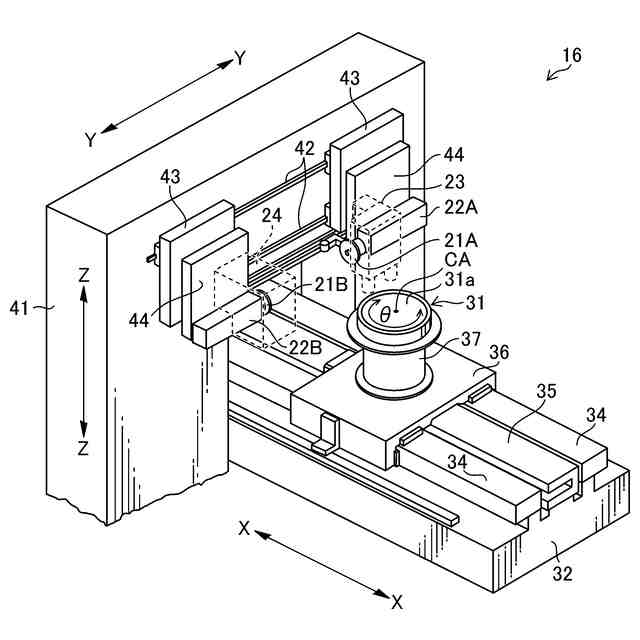
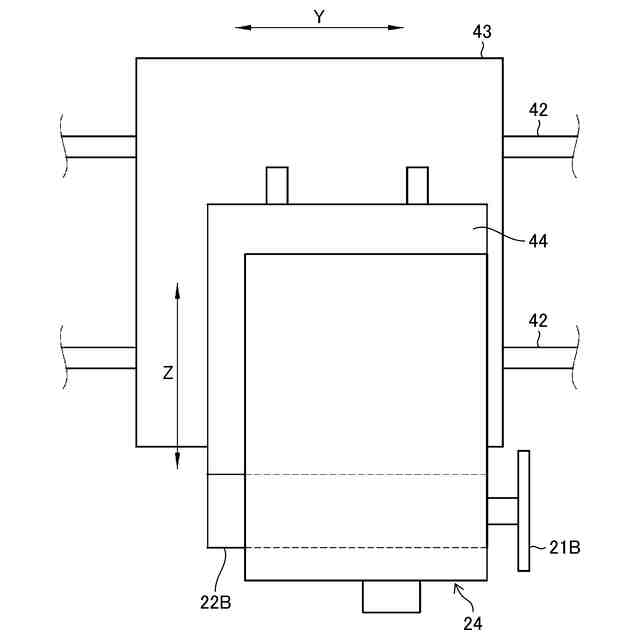
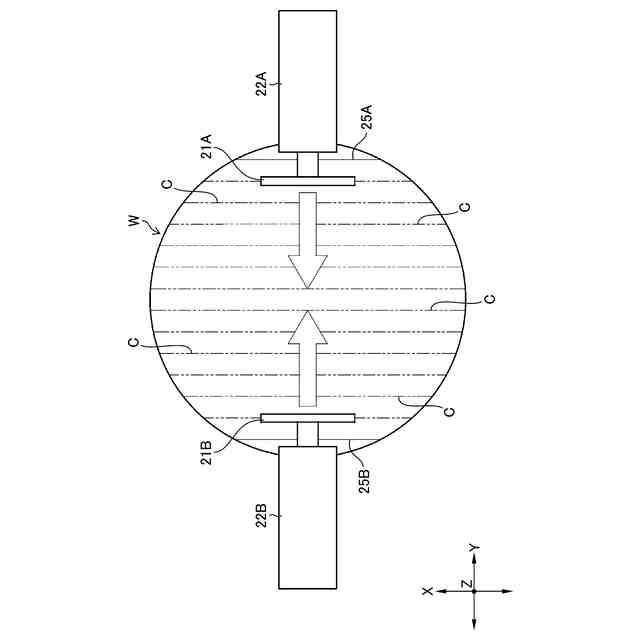
スピンドルによって高速に回転される円盤状のブレードによってウェーハ等のワークを切削加工するダイシング装置(ワーク加工装置)が知られている。また、ダイシング装置として、ブレードが装着されるスピンドルを2本備えたツインスピンドルダイサが知られている。そして、このツインスピンドルダイサによりワークを切削又は切断する方式としてミーティング切削方式とステップカット方式とが知られている。
【0003】
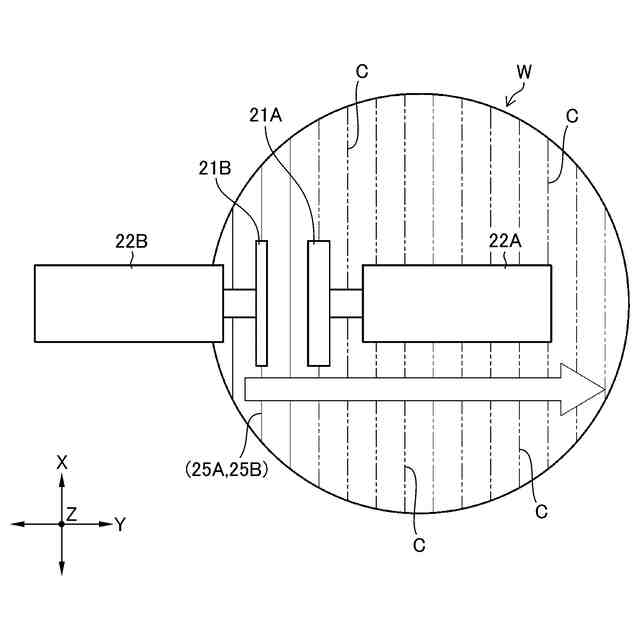
ミーティング切削方式は、2枚のブレードによって一度に2本のストリートを切断する方式である。また、ステップカット方式は、第1ブレードでストリートに沿って所定深さの溝を切削し、その後、第2ブレードでその第溝の底部を切削することにより、ウェーハをストリートに沿って切断する方式である。
【0004】
このようなダイシング装置のブレードは使用により磨耗するため、ブレードによるワークの切断面にチッピングが生じる場合がある。また、ブレードの熱変形の影響を受けて、ブレードによりワークに形成された溝(カーフ)の位置がストリートの中心からずれる場合がある。このためダイシング装置では、予め設定されたタイミングでブレードのカーフチェックを実施している。
【0005】
例えば、特許文献1及び特許文献2に記載のダイシング装置では、ブレードによりワークに形成された溝をカメラ(アライメント用の顕微鏡等)で撮影し、このカメラの撮影画像に基づき溝のカーフ位置、カーフ幅、及びチッピングの有無等を測定している。
【0006】
また、特許文献3及び特許文献4に記載のレーザ加工機は、ワークに形成されている被加工部に向けて白色光を出射し且つ被加工部で反射された白色光と参照面で反射された白色光との干渉信号を検出する白色干渉計を備える。このレーザ加工機は、白色干渉計をZ軸方向に垂直走査し、Z軸方向の各位置で白色干渉計の各画素(干渉信号を撮像する撮像素子の画素)から出力される干渉信号を取得する。そして、このレーザ加工機は、干渉信号の強度がピークとなる白色干渉計のZ軸方向位置を画素ごとに検出した検出結果に基づき、ワークの3次元画像を生成することで、被加工部の加工状態を検証している。
【先行技術文献】
【特許文献】
【0007】
特開2011-165826号公報
特開2001-129822号公報
特開2015-099026号公報
特開2015-38438号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、上記特許文献1及び特許文献2のダイシング装置では、顕微鏡により溝を撮影しているが、この溝の撮影画像は溝をワークの上面側から見た2次元画像であるので、溝の撮影画像に基づき溝の深さ及び断面形状等を検出することができない。また、このダイシング装置で既述のステップカット方式の切削加工を行った場合には、第2ブレードにより形成された溝が第1ブレードにより形成された溝と重なる。このため、顕微鏡の撮影画像に基づき第2ブレードにより形成された溝の加工品質(カーフ位置及びカーフ幅等)を確認することが困難である。
【0009】
そこで、ワークの未切削箇所を第1ブレードによって切削加工すると共に、ワークの別の未切削箇所を第2ブレードによって切削加工し、各ブレードにより形成された2本の溝をカメラでそれぞれ撮影した撮影画像に基づき、各ブレードのカーフチェックを行うステップカーフチェックが知られている(上記特許文献2参照)。この場合には、顕微鏡の撮影画像に基づき第2ブレードにより形成された溝の加工品質を確認可能である。
【0010】
しかしながら、この方法では第2ブレードでワークの未切削箇所を切削加工する必要があるが、第2ブレードは第1ブレードよりも厚みが薄いので第2ブレードで未切削箇所を切削加工すると、この第2ブレードへの負荷が大きくなる。また、ステップカット時とカーフチェック時とにおいて第2ブレードによるワークの加工条件が異なるため、例えばカーフチェック時には第2ブレードがよれることでステップカット時とは異なる位置に溝が形成される可能性がある。すなわち、ステップカット時とカーフチェック時とにおいて同一位置に溝が形成されない可能性があり、その結果、ステップカット時の溝の加工品質を正確に測定することができない可能性がある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
収容ボックス
25日前
株式会社東京精密
ワーク吸着装置
29日前
株式会社東京精密
シート剥離装置
15日前
株式会社東京精密
シート剥離装置
25日前
株式会社東京精密
光路切替装置及び測定装置
5日前
株式会社東京精密
制御装置及び測定システム
26日前
株式会社東京精密
亀裂検出装置及びその診断方法
11日前
株式会社KELK
温度調節装置
25日前
株式会社東京精密
温度制御システム及び温度制御方法
28日前
株式会社東京精密
レーザ加工装置及びレーザ加工方法
28日前
株式会社東京精密
研削砥石のツルーイング装置及び方法
8日前
株式会社東京精密
研削砥石のツルーイング装置及び方法
14日前
株式会社東京精密
光学性能測定方法及びレーザ加工装置
25日前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
20日前
株式会社東京精密
加工装置、方法、及び、学習済みモデルの生成方法
14日前
株式会社東京精密
ダイシングテープの張力異常検知装置及び方法並びにダイシングテープ
25日前
株式会社東京精密
溝形状測定方法、溝形状測定装置、加工装置の制御方法、及び加工装置
25日前
株式会社東京精密
加工システム及び方法
7日前
株式会社東京精密
亀裂検出装置及び方法
14日前
株式会社東京精密
ウェーハ剥離洗浄装置
1か月前
株式会社東京精密
温度制御システム及び温度制御方法
28日前
株式会社東京精密
ワーク加工装置及びワーク加工装置の制御方法
19日前
株式会社東京精密
ワーク加工装置、ワーク加工装置の制御方法、及びサーバ
19日前
株式会社東京精密
幾何要素判別装置、幾何要素判別方法、プログラム及び三次元測定機
27日前
個人
回転ヤスリ
15日前
UHT株式会社
駆動工具
8日前
個人
カッター
12日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
29日前
株式会社カルテックス
ブラスト装置
20日前
三菱マテリアル株式会社
バレル研磨用容器
5日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
4日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
株式会社荏原製作所
処理装置
2か月前
株式会社荏原製作所
研磨装置
2か月前
AGC株式会社
研磨装置およびガラス基板
27日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ