TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024119358
公報種別
公開特許公報(A)
公開日
2024-09-03
出願番号
2023026202
出願日
2023-02-22
発明の名称
研削砥石のツルーイング装置及び方法
出願人
株式会社東京精密
代理人
スプリング弁理士法人
主分類
B24B
53/00 20060101AFI20240827BHJP(研削;研磨)
要約
【課題】研削砥石の形状を高精度、高品質に行うのみならず、形状変更にも容易に対応できる研削砥石のツルーイング方法及びそれに用いられる装置を提供する。
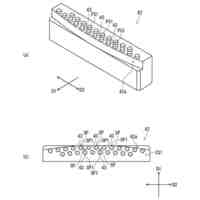
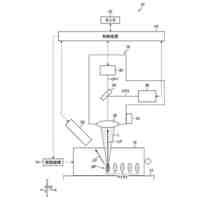
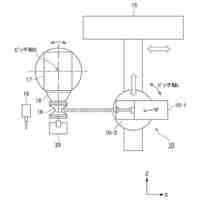
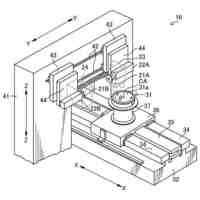
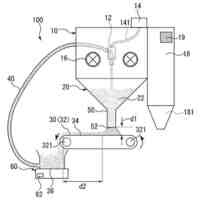
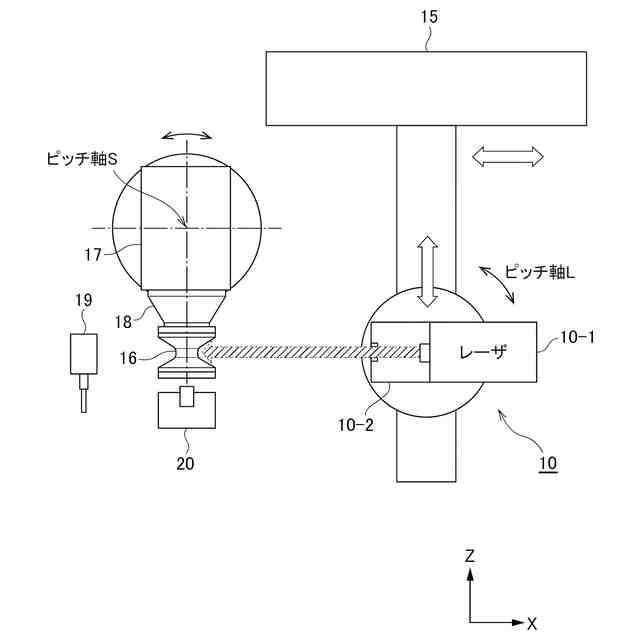
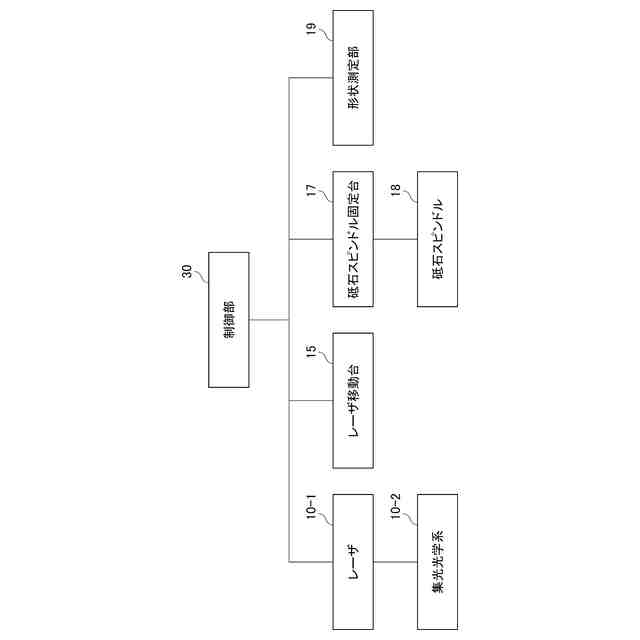
【解決手段】研削砥石16のツルーイング装置において、研削砥石16を回転可能として保持する砥石スピンドル18と、砥石スピンドル18を保持し、ピッチ軸Sが可変とされる砥石スピンドル固定台17と、レーザ装置10を保持し、X軸、Z軸、ピッチ軸Lが可変とされるレーザ移動台15と、研削砥石16の形状、砥粒16-1の状態を観察及び/又は計測する形状測定部と19、研削砥石16と離脱可能とされてツルーイング後の研削砥石16へ超音波振動を与える超音波発生部20と、レーザ装置10の照射条件を決定し、レーザ移動台15、砥石スピンドル固定台17、形状測定部19、超音波発生部20の移動を制御する制御部と30、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
板状被加工材の面取り装置に使用される溝形状を有する研削砥石のツルーイング装置において、
ワークとなる前記研削砥石を回転可能として保持する砥石スピンドルと、
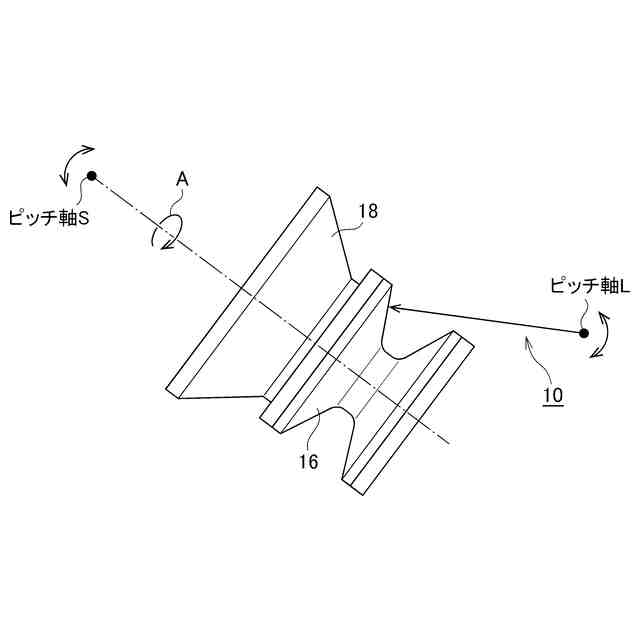
前記砥石スピンドルを保持し、少なくとも第1ピッチ軸周りに回転可能な砥石スピンドル固定台と、
前記研削砥石へレーザ光を照射するレーザ装置を保持し、少なくともX軸及びZ軸に沿う各方向に移動可能であり、且つ第2ピッチ軸の周りに回転可能なレーザ移動台と、
前記研削砥石の形状、砥粒の状態を観察及び/又は計測する形状測定部と、
前記研削砥石と離脱可能とされて前記研削砥石へ超音波振動を与える超音波発生部と、
を備えたことを特徴とする研削砥石のツルーイング装置。
続きを表示(約 830 文字)
【請求項2】
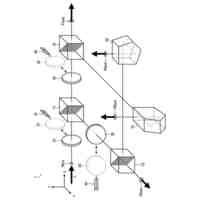
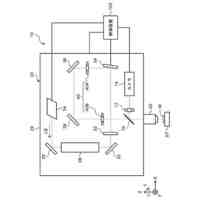
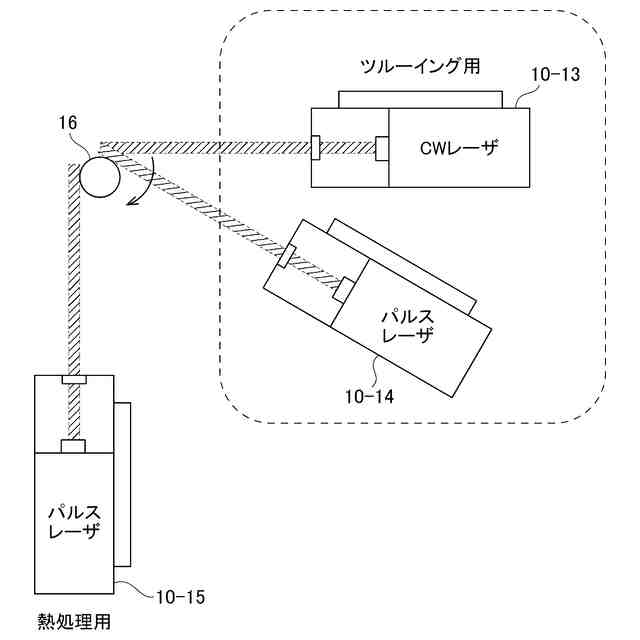
前記レーザ装置は、CW(連続波)レーザを出射するCWレーザ装置とパルスレーザを出射するパルスレーザ装置とを併用したものであることを特徴とする請求項1に記載の研削砥石のツルーイング装置。
【請求項3】
ツルーイング後に前記研削砥石の接線方向へ熱処理用パルスレーザを照射して熱処理を行う熱処理用パルスレーザ装置を有することを特徴とする請求項1に記載の研削砥石のツルーイング装置。
【請求項4】
前記熱処理は、前記熱処理用パルスレーザをフェムト秒レーザとし、前記CW(連続波)レーザと併用されて行われることを特徴とする請求項3に記載の研削砥石のツルーイング装置。
【請求項5】
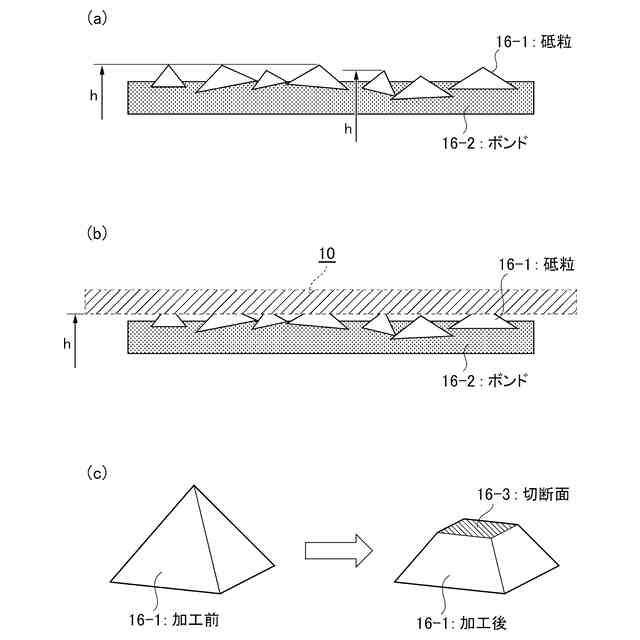
前記熱処理は、前記研削砥石の砥粒の刃先高さが一様で平らになるように切断することを特徴とする請求項3に記載の研削砥石のツルーイング装置。
【請求項6】
前記形状測定部は、前記熱処理の後に前記超音波発生部で前記研削砥石を揺動して砥粒の立体形状を画像で観察及び/又は計測することを特徴とする請求項3から5のいずれか1項に記載の研削砥石のツルーイング装置。
【請求項7】
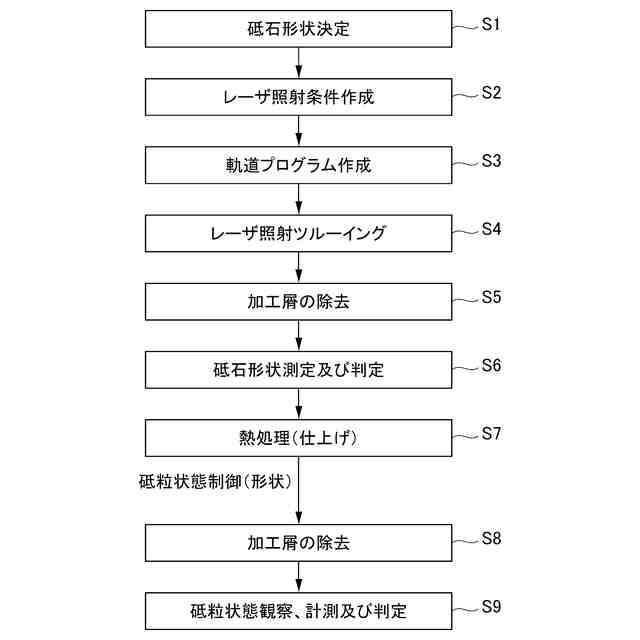
板状被加工材の面取り装置に使用される研削砥石のツルーイング方法であって、
ワークとなる前記研削砥石を回転可能として保持し、
CW(連続波)レーザとパルスレーザとを併用して照射し、前記研削砥石のツルーイングを行い、
前記ツルーイング後、前記研削砥石の接線方向へ熱処理用パルスレーザを照射し、
前記研削砥石の砥粒の刃先高さが平らになるように切断することを特徴とする研削砥石のツルーイング方法。
【請求項8】
前記熱処理用パルスレーザを照射した後、超音波発生部で前記研削砥石を揺動して砥粒の立体形状を画像で観察及び/又は計測することを特徴とする請求項7に記載の研削砥石のツルーイング方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、半導体ウェーハ、ガラスパネル等の板状被加工材の端面における面取り装置に使用される溝形状を有する研削砥石のツルーイング装置及び方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、半導体ウェーハ等は多品種少量生産が進められている。ウェーハの面取り加工において使用される溝形状を有する研削砥石は、多品種少量生産、ウェーハの品質向上、歩留まり向上などを目的として、形状の高速かつ高精度な形成のみならず、形状変更の要求が高まっている。
【0003】
また、炭素(C)とシリコン(Si)との化合物であるSiC(炭化ケイ素)を始め、バンドギヤツプ(UWBG)が大きく、結晶を構成する原子間の結合が強い壊れにくい材料、例えばGaN(窒化ガリウム)、酸化ガリウム、AlGaN、ダイヤモンドを利用した半導体は、シリコン半導体より小型、低消費電力、高効率のパワー素子、高周波素子、耐放射線性に優れた半導体材料として期待され、実用化が進んでいる。しかし、4H-SiC等のUWBG材料は、難加工材であるため研削砥石の溝形状の高精度化、品質向上がより強く求められている。
【0004】
特許文献1は、ツルアーを用いて溝の形成を行うツルーイングにおいて、転写率、加工性を向上すると共に、ツルアーによって形成される溝の精度を向上するため、研削砥石に形成する溝の上部あるいは下部をツルアーで加工する。そして、その後は、ツルアーを研削砥石に対して相対的に厚さ方向に下降あるいは上昇させることを繰り返すことが記載されている。
【0005】
また、特許文献2は、砥石成形において、熱的損傷の少ない鋭利な切刃を得るためにフェムト秒レーザ等の超短パルスレーザが用いられるが、砥石の表面のみならず、砥石の内部を加工してしまうことが記載されている。そして、内部への熱影響が少なく高い加工精度を得るため、ツルーイング用の第一レーザ光及びドレッシング用の第二レーザ光を被成形工具の表面の接面に対して角度を有する方向から照射することが記載されている。
【0006】
また、特許文献3は、未成形のダイヤモンドロール(ダイヤモンド円形工具)を高精度に成形するため、レーザを用いた砥石のツルーイングとして、ダイヤモンドロールの接線方向よりその接点にレーザ光を照射し、ダイヤモンド粒の余剰部分を燃焼除去して所望の形状寸法にツルーイングする技術が記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2022-325号公報
特開2015-98041号公報
特開昭48-6391号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記従来技術において、特許文献1に記載のものは、面取り加工を行う研削砥石のツルーイングを行う上でツルアーの移動等に熟練した専任の担当者による調整が不可欠であり、加工を繰り返すことによる時間を要するものであった。また、難加工材であるSiC等では、加工に時間が掛かり、所望の形状を形成するのが困難であり、砥石の消耗も激しく研削加工のコストの低減が十分できるものとは言い難かった。
【0009】
また、特許文献2に記載のものは、単に、熱的損傷の少ない鋭利な砥粒の切刃を得るためには良いが、溝形状を有するような砥石全体の形状を高精度化することは、考慮されていなかった。
【0010】
さらに、特許文献3に記載のものは、砥粒形状までは考慮されてなく、ダイヤモンドロールの最外周の余分なダイヤモンド粒を除去する程度であり、鋭利な切れ刃を生成すると共に、形状精度の向上に適した砥粒形状、砥粒の状態にするには十分とは言い難かった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
収容ボックス
25日前
株式会社東京精密
シート剥離装置
25日前
株式会社東京精密
シート剥離装置
15日前
株式会社東京精密
ワーク吸着装置
29日前
株式会社東京精密
制御装置及び測定システム
26日前
株式会社東京精密
光路切替装置及び測定装置
5日前
株式会社東京精密
亀裂検出装置及びその診断方法
11日前
株式会社KELK
温度調節装置
25日前
株式会社東京精密
温度制御システム及び温度制御方法
28日前
株式会社東京精密
レーザ加工装置及びレーザ加工方法
28日前
株式会社東京精密
光学性能測定方法及びレーザ加工装置
25日前
株式会社東京精密
研削砥石のツルーイング装置及び方法
8日前
株式会社東京精密
研削砥石のツルーイング装置及び方法
14日前
株式会社東京精密
研磨終点検出装置及び方法並びにCMP装置
20日前
株式会社東京精密
加工装置、方法、及び、学習済みモデルの生成方法
14日前
株式会社東京精密
プローバ
1か月前
株式会社東京精密
ウエハ搬送方法
1か月前
株式会社東京精密
溝形状測定方法、溝形状測定装置、加工装置の制御方法、及び加工装置
25日前
株式会社東京精密
加工システム及び方法
7日前
株式会社東京精密
ダイシングテープの張力異常検知装置及び方法並びにダイシングテープ
25日前
株式会社東京精密
亀裂検出装置及び方法
14日前
株式会社東京精密
ウェーハ剥離洗浄装置
1か月前
株式会社東京精密
温度制御システム及び温度制御方法
28日前
株式会社東京精密
ワーク加工装置及びワーク加工装置の制御方法
19日前
株式会社東京精密
ワーク加工装置、ワーク加工装置の制御方法、及びサーバ
19日前
株式会社東京精密
幾何要素判別装置、幾何要素判別方法、プログラム及び三次元測定機
27日前
個人
回転ヤスリ
15日前
UHT株式会社
駆動工具
8日前
個人
カッター
12日前
日東工器株式会社
ベルト式研削工具
1か月前
株式会社クオルテック
研磨装置および研磨方法
29日前
株式会社カルテックス
ブラスト装置
20日前
三菱マテリアル株式会社
バレル研磨用容器
5日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
4日前
有限会社竹内快速鋸
庖丁及び鋏研ぎ器
1か月前
AGC株式会社
研磨装置およびガラス基板
27日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ