TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024110715
公報種別
公開特許公報(A)
公開日
2024-08-16
出願番号
2023015463
出願日
2023-02-03
発明の名称
独立した2つ以上の送風口を備える高炉用送風羽口
出願人
後藤合金株式会社
代理人
個人
主分類
C21B
7/16 20060101AFI20240808BHJP(鉄冶金)
要約
【課題】従来の羽口の構造を大きく変更させることなく複数の流路が形成され、還元材を吹き込むことが可能な高炉用羽口を提供する。
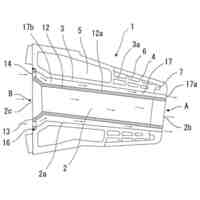
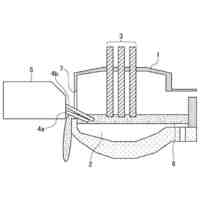
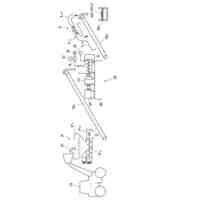
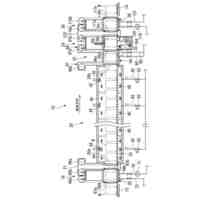
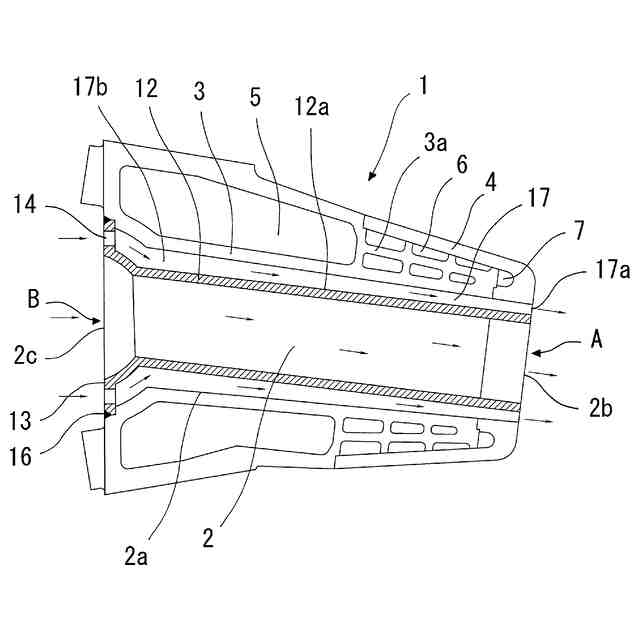
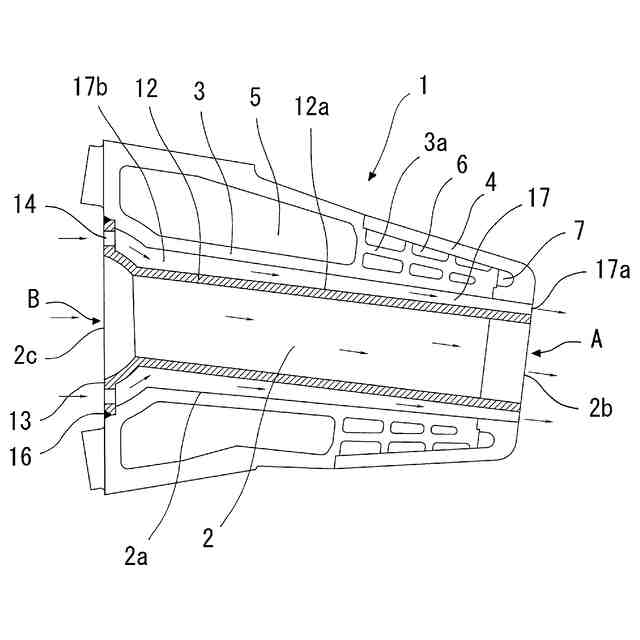
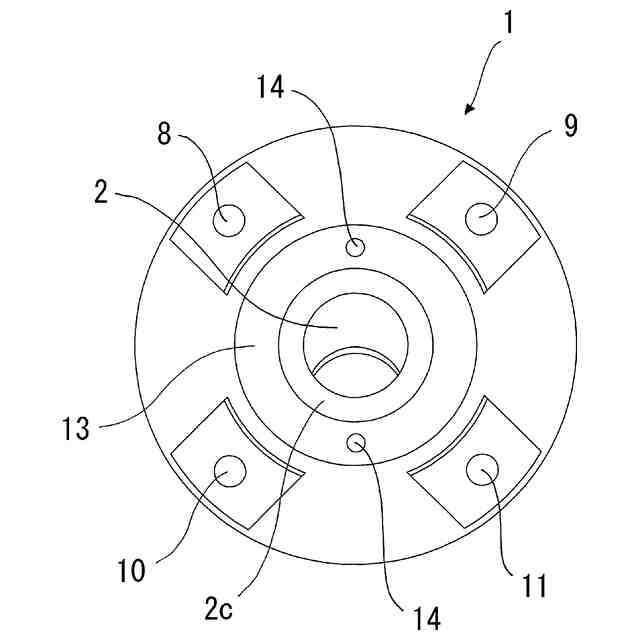
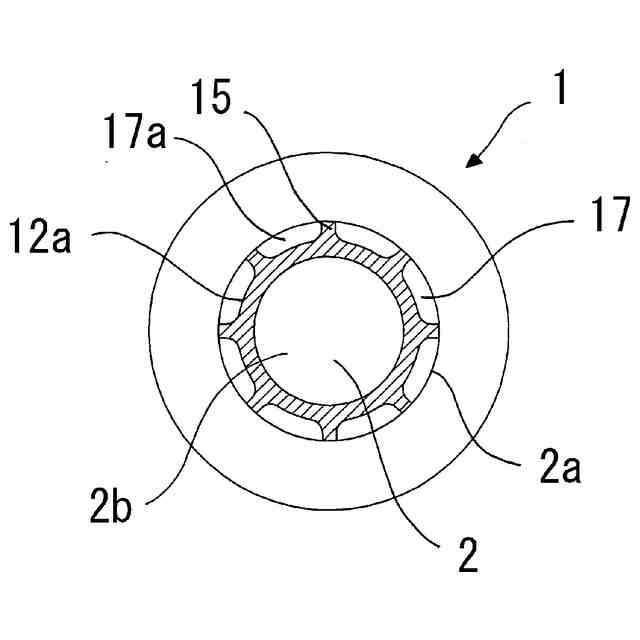
【解決手段】還元材用の流入孔14が形成された環状のフランジ部13が後端部に形成されると共に長手方向に延びる直線状のリブ部が外周壁12aに形成されたスリーブ12を、主流通孔2内に装着し、主流通孔2の内周壁2aとスリーブ2の外周壁12a間に、リブ部により仕切られた還元材流入孔14から還元材吹込み口17aへ続く還元材流入路17が形成された高炉用羽口1を得る。
【選択図】図1
特許請求の範囲
【請求項1】
高炉内部に熱風を吹き込む主流通孔の内側に略円筒状のスリーブを装着してなる高炉用羽口であって、
前記スリーブの外周壁の後端には径方向外方に突出した環状のフランジ部が形成され、前記フランジ部には還元材流入孔が形成され、前記フランジ部の径は前記主流通孔の後端側の径と略同一であること、
前記スリーブの外周壁には径方向外方に突出しながら長手方向に延びた直線状のリブ部が形成されていること、
前記リブ部は前記主流通孔の内周壁に当接し、前記主流通孔の内周壁と前記スリーブの外周壁間に前記リブ部により仕切られた前記還元材流入孔から続く還元材流路が形成されていること、
を特徴とする高炉用羽口。
続きを表示(約 1,100 文字)
【請求項2】
高炉内部に熱風を吹き込む主流通孔の内側に略円筒状のスリーブを装着してなる高炉用羽口であって、
前記高炉用羽口は背面部に還元材流入孔を有し、前記主流通孔の後部に還元材流出孔を有し、前記還元材流入孔と前記還元材流出孔間に配置された還元材パイプを有すること、
前記還元材パイプは一部が前記還元材流出孔から前記主流通孔内に突出しており、その還元材パイプ突出部には還元材吐出孔が形成されていること、
前記スリーブの外周壁の後端には径方向外方に突出した環状のフランジ部が形成され、前記フランジ部の径は前記主流通孔の径と略同一であること、
前記スリーブの外周壁には径方向外方に突出しながら長手方向に延びた直線状のリブ部が形成されていること、
前記リブ部は前記還元材パイプ突出部を避けながら前記主流通孔の内周壁に当接し、前記主流通孔の内周壁と前記スリーブの外周壁間に前記リブ部により仕切られた前記還元材流入孔から続く還元材流路が形成されていること、
を特徴とする高炉用羽口。
【請求項3】
高炉内部に熱風を吹き込む主流通孔の内側に略円筒状のスリーブを装着してなる高炉用羽口であって、
前記スリーブの外周壁の後端には径方向外方に突出した環状のフランジ部が形成され、前記フランジ部には還元材流入孔が形成されると共に、冷却水路と繋がる給水孔及び排水孔が形成され、前記フランジ部の径は前記主流通孔の後端側の径と略同一であること、
前記スリーブの外周壁には径方向外方に突出しながら長手方向に延びた直線状のリブ部が形成されていること、
前記リブ部は前記主流通孔の内周壁に当接し、前記主流通孔の内周壁と前記スリーブの外周壁間に前記リブ部により仕切られた前記還元材流入孔から続く還元材流路が形成されていること、
を特徴とする高炉用羽口。
【請求項4】
前記還元材流入孔は複数形成されていること、を特徴とする請求項1乃至3のいずれか1項に記載の高炉用羽口。
【請求項5】
前記リブ部は複数形成されていること、を特徴とする請求項1乃至4のいずれか1項に記載の高炉用羽口。
【請求項6】
前記リブ部の長さは前記スリーブの前端から後端までの長さと略同一であること、を特徴とする請求項1乃至5のいずれか1項に記載の高炉用羽口。
【請求項7】
前記リブ部は前記スリーブの前端から前記フランジ部の手前まで延びていること、を特徴とする請求項1乃至6のいずれか1項に記載の高炉用羽口。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高炉内に熱風を送り込むための高炉用送風羽口、詳しくは、羽口が有する主流通孔の内側にスリーブを装着して二つ以上の送風流路を形成した高炉用送風羽口に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
通常、羽口は、ブローパイプ(送風管)から送られた熱風を高炉内に吹き込むための主流通孔を備えた構造になっている。
また、羽口は、高炉内に突き出すように設置され、高炉内の熱に晒されることから、その内部に冷却水路を形成し、この水路内に冷却水を高速で循環させ、羽口本体を冷却することで溶損を防止している。
【0003】
近年、様々な分野でCO2等削減によるカーボンニュートラルの実現に向けた取り組みが行われているが、高炉操業においては、羽口内を流れる熱風と共に還元材を高炉内に吹き込む方法が主流になると考えられる。
そして、上述した構造の羽口において、還元材の吹き出し位置を羽口の先端(吹出し口)付近に設定した場合、外部から供給された還元材を高炉内に吹き込むための還元材用吹込みパイプは、羽口本体内を貫通させながらその吹出し口を羽口の先端に設置する必要がある。
【0004】
例えば、特開2018-16849号には、羽口本体の通路内または羽口本体につながるブローパイプの通路内に、羽口本体またはブローパイプを貫通させた吹き込み還元材吹き込み用ランスの先端部を位置させ、この還元材吹き込み用ランスを通して吹き込み還元材を高炉内へ吹き込む構成が示されている。
【0005】
しかし、従来の羽口にこのような還元材用吹込みパイプを追加した構造にすると、還元材用吹込みパイプとの接触を回避するために冷却水路の構造が複雑になり製作コストが高くなる、また高流速冷却水路を構成することが困難になり冷却性能が満たされずに羽口の寿命が短くなる、という問題がある。
【0006】
また、パイプの径によっては、主流通孔に接続されたブローパイプと還元材流入孔に接続された還元材送出パイプが羽口付近で干渉してしまう、という問題がある。
【先行技術文献】
【特許文献】
【0007】
特開2018-16849号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、叙上の理由により提案されるものであって、低コストでありながら、従来の羽口の構造を大きく変更させることなく複数の流路が形成され、還元材を吹き込むことが可能な高炉用羽口を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するため、請求項1に記載の発明は、高炉内部に熱風を吹き込む主流通孔の内側に略円筒状のスリーブを装着してなる高炉用羽口であって、前記スリーブの外周壁の後端には径方向外方に突出した環状のフランジ部が形成され、前記フランジ部には還元材流入孔が形成され、前記フランジ部の径は前記主流通孔の後端側の径と略同一であること、前記スリーブの外周壁には径方向外方に突出しながら長手方向に延びた直線状のリブ部が形成されていること、前記リブ部は前記主流通孔の内周壁に当接し、前記主流通孔の内周壁と前記スリーブの外周壁間に前記リブ部により仕切られた前記還元材流入孔から続く還元材流路が形成されていることを特徴とするものである。
【0010】
請求項2に記載の発明は、高炉内部に熱風を吹き込む主流通孔の内側に略円筒状のスリーブを装着してなる高炉用羽口であって、前記高炉用羽口は背面部に還元材流入孔を有し、前記主流通孔の後部に還元材流出孔を有し、前記還元材流入孔と前記還元材流出孔間に配置された還元材パイプを有すること、前記還元材パイプは一部が前記還元材流出孔から前記主流通孔内に突出しており、その還元材パイプ突出部には還元材吐出孔が形成されていること、前記スリーブの外周壁の後端には径方向外方に突出した環状のフランジ部が形成され、前記フランジ部の径は前記主流通孔の径と略同一であること、前記スリーブの外周壁には径方向外方に突出しながら長手方向に延びた直線状のリブ部が形成されていること、前記リブ部は前記還元材パイプ突出部を避けながら前記主流通孔の内周壁に当接し、前記主流通孔の内周壁と前記スリーブの外周壁間に前記リブ部により仕切られた前記還元材流入孔から続く還元材流路が形成されていることを特徴とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
後藤合金株式会社
独立した2つ以上の送風口を備える高炉用送風羽口
3か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
転炉吹錬方法
5か月前
株式会社プロテリアル
鋼材の製造方法
1か月前
日本製鉄株式会社
溶銑の脱珪方法
5か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
日本製鉄株式会社
溶銑の製造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
電気炉の精錬方法
4か月前
株式会社不二越
熱処理システム
3か月前
大同特殊鋼株式会社
肌焼鋼の製造方法
4か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
4か月前
株式会社神戸製鋼所
高炉用羽口
3か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
27日前
株式会社不二越
熱処理システム
2か月前
株式会社不二越
熱処理システム
5か月前
大同特殊鋼株式会社
工具鋼の製造方法
15日前
日本製鉄株式会社
高炉の操業方法
1か月前
株式会社小熊鉄工所
鎮静剤製造設備
1か月前
個人
製鋼工程における脱硫スラグの脱硫方法
4か月前
ダイハツ工業株式会社
冷却器具
1か月前
トヨタ自動車株式会社
焼鈍装置及び焼鈍方法
5か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
4か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
高炉の操業方法
4か月前
黒崎播磨株式会社
マッド材
1か月前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
1か月前
富士電子工業株式会社
焼入れ装置及び焼入れ方法
4か月前
大同特殊鋼株式会社
雰囲気熱処理炉
5か月前
大同特殊鋼株式会社
鋼材の熱処理方法
4か月前
日本製鉄株式会社
排滓量推定システム
4か月前
日本製鉄株式会社
金属材の冷却方法
2か月前
株式会社ゴーシュー
はだ焼鋼の鍛造熱処理方法
2か月前
出光興産株式会社
熱処理油組成物
1か月前
日本製鉄株式会社
電気炉の操業方法
27日前
日本製鉄株式会社
電気炉の操業方法
27日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ