TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024094870
公報種別
公開特許公報(A)
公開日
2024-07-10
出願番号
2022211741
出願日
2022-12-28
発明の名称
カシメ部材の接合方法
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B21D
39/00 20060101AFI20240703BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
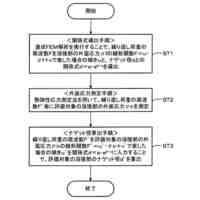
【課題】通電カシメによりカシメ部材と接合対象物とを接合するための接合方法において、カシメ部に割れが発生することを抑制することができる接合方法を提供する。
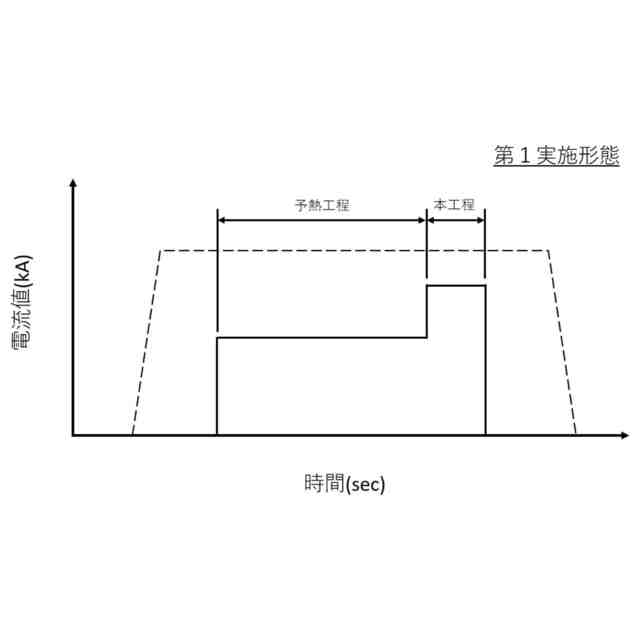
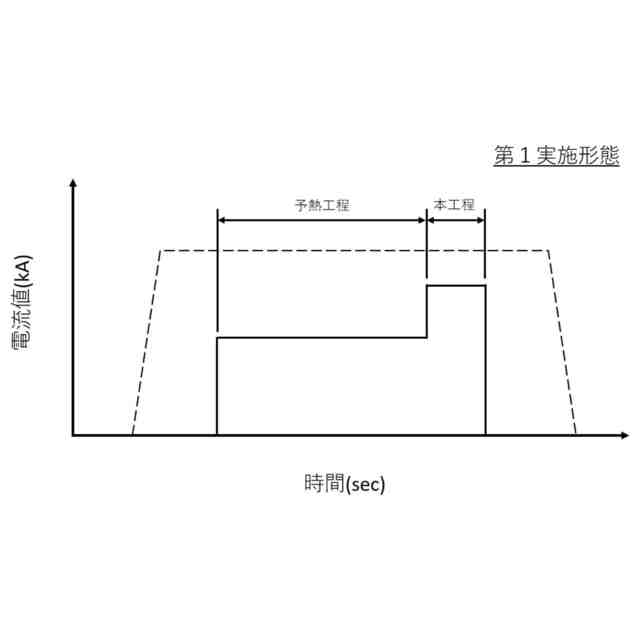
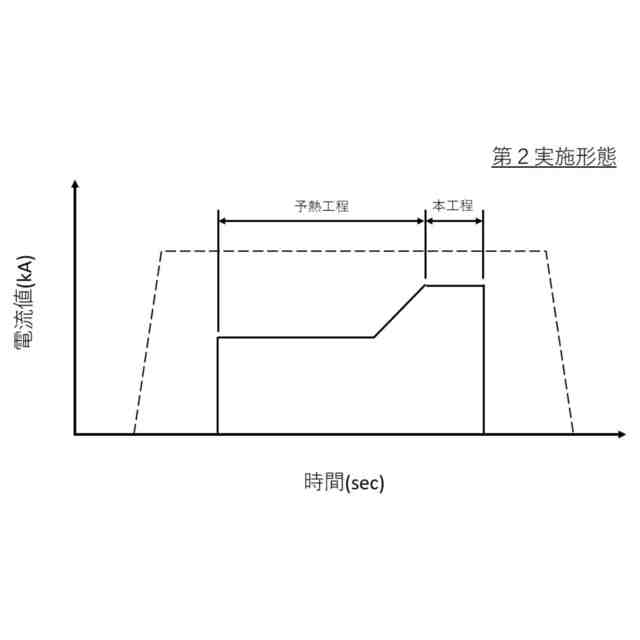
【解決手段】カシメ部材と接合対象物とを接合するための接合方法に関する。接合方法は、カシメ部材を電極で挟んで、カシメ部材に電流を流し、ジュール熱によりカシメ部を予熱する予熱工程と、電極による加圧力により、予熱工程で予熱されたカシメ部を変形させる本工程と、を備える。そして、予熱工程では、電流値と加圧力のうち少なくとも一方が本工程よりも小さい。
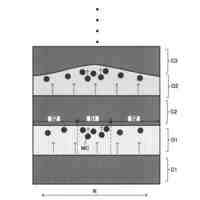
【選択図】図8
特許請求の範囲
【請求項1】
カシメ部を有するカシメ部材と接合対象物とを接合するための接合方法であって、
前記接合方法は、
前記カシメ部材を電極で挟んで、前記カシメ部材に電流を流し、ジュール熱により前記カシメ部を予熱する予熱工程と、
前記電極による加圧力により、予熱工程で予熱された前記カシメ部を変形させる本工程と、
を備え、
予熱工程では、電流値と加圧力のうち少なくとも一方が本工程よりも小さい、
カシメ部材の接合方法。
続きを表示(約 960 文字)
【請求項2】
予熱工程の電流値は、本工程の電流値よりも小さい、
請求項1に記載のカシメ部材の接合方法。
【請求項3】
予熱工程の電流値は、本工程の電流値よりも小さく、
加圧力は、予熱工程から本工程までに亘って一定である、
請求項1に記載のカシメ部材の接合方法。
【請求項4】
予熱工程の時間は、本工程の時間よりも長い、
請求項1に記載のカシメ部材の接合方法。
【請求項5】
予熱工程の電流値は、本工程の電流値よりも小さく、
予熱工程の時間は、本工程の時間よりも長く、
加圧力は、予熱工程から本工程に亘って一定である、
請求項1に記載のカシメ部材の接合方法。
【請求項6】
予熱工程及び本工程の加圧力P(N)が、前記カシメ部の断面積S(mm
2
)に対して、P>0.08Sの関係を満たす、
請求項1に記載のカシメ部材の接合方法。
【請求項7】
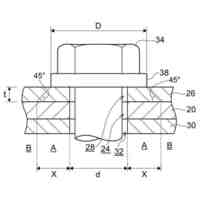
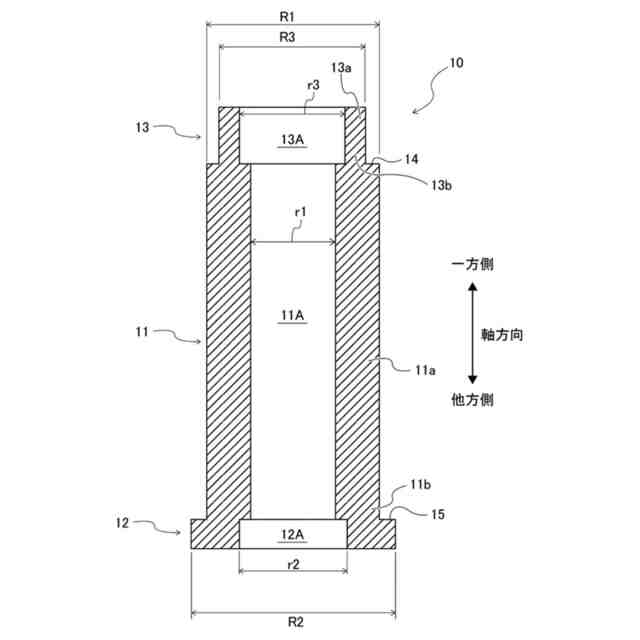
前記カシメ部は、筒状である、
請求項1に記載のカシメ部材の接合方法。
【請求項8】
前記カシメ部は、筒状であり、
予熱工程の電流値(kA)及び時間t1(sec)は、
予熱工程中に前記カシメ部が大変形せず、かつ、
前記カシメ部の内径d(mm)に対して0.2d<t1の関係を満たすように設定される、
請求項1に記載のカシメ部材の接合方法。
【請求項9】
前記カシメ部は、筒状であり、
前記カシメ部材は、鋼製であり、
予熱工程の電流値(kA)及び時間t1(sec)は、
予熱工程終了時のカシメ部の最高温度が1000℃以下となり、かつ、
カシメ部の内径d(mm)に対して0.2d<t1の関係を満たすように設定される、
請求項1に記載のカシメ部材の接合方法。
【請求項10】
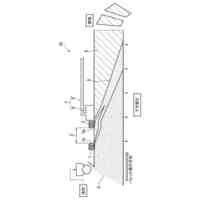
前記カシメ部材は、牽引フックのボルト部を捩じ込むための締結部材であり、
前記接合対象物は、自動車の骨格部材である、
請求項1に記載のカシメ部材の接合方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、カシメ部材の接合方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
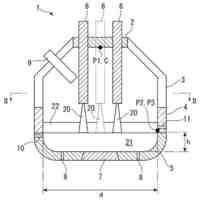
特許文献1には、所謂、通電カシメによる接合方法が開示されている。
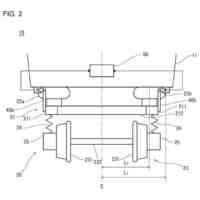
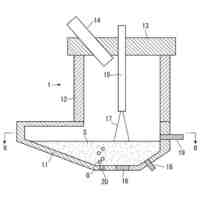
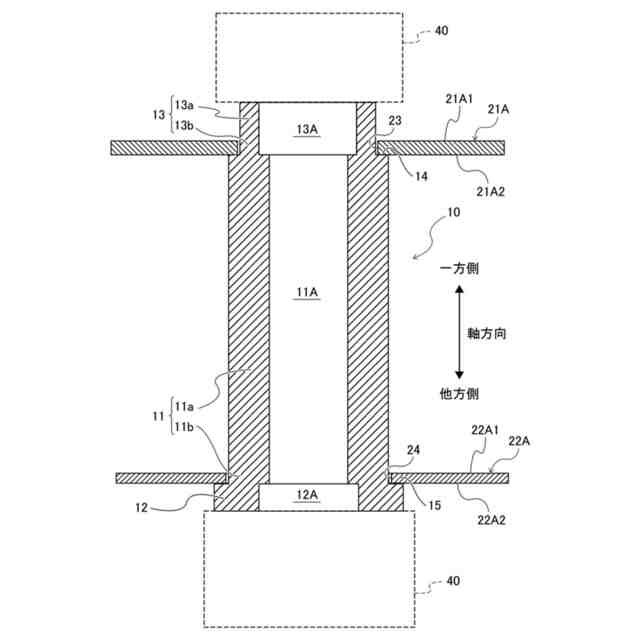
通電カシメとは、カシメ部を有する部材(カシメ部材)を電極で挟んで通電することで、当該カシメ部を発熱させて軟化させると共に、電極による加圧力により当該カシメ部を局所的に変形させ、これにより当該カシメ部材と他の部材(接合対象物)とを接合する方法である。
【先行技術文献】
【特許文献】
【0003】
国際公開第2022/004890号
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明者らは、通電カシメによる接合方法では、変形後のカシメ部において割れが発生する可能性があること、及び、この割れはカシメ部材の径が大きい場合(例えば牽引ナット)に顕在化することに気が付いた。
【0005】
本開示の目的の1つは、通電カシメによりカシメ部材と接合対象物とを接合するための接合方法において、カシメ部に割れが発生することを抑制することができる接合方法を提供することである。
【課題を解決するための手段】
【0006】
本発明者らは、カシメ部において割れが発生する原因について、次のように考えた。
カシメ部材を電極で挟んだ状態では、電極とカシメ部材との接触状態が不均一になることがあり、接触状態が不均一であるとカシメ部の温度上昇が不均一になる。そして、カシメ部の温度上昇が不均一であると、カシメ部に充分に温度上昇していない部分がある状態でカシメ部全体が変形してしまい、当該充分に温度上昇していない部分において割れが発生しやすい。
【0007】
そこで、本発明者らは、解決手段として、次のように考えた。
カシメ部を変形させる前に、カシメ部の温度を均一化することが重要である。そのためには、電流値を小さくすることで温度上昇を緩やかにして、カシメ部内の熱伝導の影響を大きくすればよい。
但し、単に電流値を小さくしたのでは、カシメ部を変形させる工程においてカシメ部の軟化が充分でなくなり、その結果、カシメ部が所望の形状に変形しない可能性が増してしまう。
そこで、カシメ部を予熱するための工程(予熱工程)は、カシメ部を変形させるための工程(本工程)とは電流値と加圧力の少なくとも一方が異なる工程として設けることが重要である。
【0008】
本開示の要旨は、以下のとおりである。
【0009】
<1>
カシメ部を有するカシメ部材と接合対象物とを接合するための接合方法であって、
前記接合方法は、
前記カシメ部材を電極で挟んで、前記カシメ部材に電流を流し、ジュール熱により前記カシメ部を予熱する予熱工程と、
前記電極による加圧力により、予熱工程で予熱された前記カシメ部を変形させる本工程と、
を備え、
予熱工程では、電流値と加圧力のうち少なくとも一方が本工程よりも小さい、
カシメ部材の接合方法。
(説明)
前述したとおり、カシメ部の温度が不均一な状態でカシメ部が変形すると、カシメ部のうち温度が充分に上がっていなかった部分で割れが起こりやすい。
そこで、本態様では、予熱工程を、電流値と加圧力のうち少なくとも一方が本工程よりも小さい工程とする。
予熱工程の電流値が本工程の電流値よりも小さい場合は、そうでない場合と比較して、予熱工程でのカシメ部の温度上昇が緩やかになり、その結果、本工程開始時のカシメ部の温度の不均一が抑制される。なぜなら、カシメ部の温度上昇が緩やかであると、カシメ部が充分な温度まで予熱される過程でカシメ部内での熱伝導によって温度分布が均一化されるからである。また、カシメ部材のうち電極が接触している部分が軟化して変形し、これにより電極とカシメ部材との接触状態の不均一が解消されるからである。
予熱工程の加圧力が本工程の加圧力よりも小さい場合は、そうでない場合と比較して、予熱工程でのカシメ部の変形が抑制される。そのため、予熱工程中にカシメ部の温度が不均一な状態が生じたとしても、その不均一な状態でのカシメ部の変形が抑制される。
よって、本態様によれば、カシメ部の温度が不均一な状態でカシメ部が変形することが抑制され、その結果、カシメ部の割れの発生を抑制することができる。
なお、カシメ部が変形するのは主に本工程においてであるが、予熱工程においてカシメ部が多少変形することは許容される。
【0010】
<2>
予熱工程の電流値は、本工程の電流値よりも小さい、
<1>に記載のカシメ部材の接合方法。
(説明)
本態様では、本工程で電流値が大きくなるので、本工程でカシメ部の軟化を加速させることができ、その結果、カシメ部を適切に変形させることができる。なお、予熱工程の電流値は、本工程の電流値の0.9倍以下が好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼矢板
9日前
日本製鉄株式会社
表面処理鋼板
18日前
日本製鉄株式会社
連続鋳造装置
5日前
日本製鉄株式会社
管用ねじ継手
16日前
日本製鉄株式会社
連続鋳造装置
3日前
日本製鉄株式会社
転炉精錬方法
5日前
日本製鉄株式会社
連続鋳造方法
5日前
日本製鉄株式会社
鋼管用ねじ継手
16日前
日本製鉄株式会社
高炉の操業方法
20日前
日本製鉄株式会社
モールドパウダー
9日前
日本製鉄株式会社
鋼の連続鋳造方法
5日前
日本製鉄株式会社
焼結鉱の製造方法
25日前
日本製鉄株式会社
原燃料炭材の製造方法
20日前
日本製鉄株式会社
高力ボルト摩擦接合構造
20日前
日本製鉄株式会社
鋼板及び鋼板の製造方法
5日前
日本製鉄株式会社
光触媒及びその製造方法
5日前
日本製鉄株式会社
空気ばねの高さの計算方法
9日前
日本製鉄株式会社
板材の内部空孔径推定方法
23日前
日本製鉄株式会社
RH真空脱ガス設備の下部槽
12日前
日本製鉄株式会社
溶接装置及び電縫管の製造方法
16日前
日本製鉄株式会社
ベンゾールスクラバーの洗浄方法
20日前
日本製鉄株式会社
めっき鋼板の観察装置及び観察方法
18日前
日本製鉄株式会社
SiC光触媒粒子及びその製造方法
5日前
日本製鉄株式会社
盛土の補強構造および盛土の補強方法
3日前
日本製鉄株式会社
スポット溶接継手のナゲット径推定方法
23日前
日本製鉄株式会社
表面性状検査装置及び表面性状検査方法
5日前
日本製鉄株式会社
アーク型電気炉および還元鉄の溶解方法
12日前
日本製鉄株式会社
炭素鋼鋳片、および炭素鋼鋳片の製造方法
5日前
日本製鉄株式会社
ガスシールドアーク溶接用ソリッドワイヤ
20日前
日本製鉄株式会社
異常検知装置、異常検知方法およびプログラム
6日前
日本製鉄株式会社
金属化合物微粒子の分析方法および分散回収液
3日前
日本製鉄株式会社
アーク型電気炉およびアーク型電気炉の操業方法
12日前
日本製鉄株式会社
搬送装置、走行制御方法および走行制御プログラム
20日前
日本製鉄株式会社
計画作成装置、計画作成プログラム、および計画作成方法
5日前
日本製鉄株式会社
溶融亜鉛めっき浴の成分分析方法および成分分析システム
3日前
日本製鉄株式会社
直流電気炉の設計方法、直流電気炉および直流電気炉の操業方法
12日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ