TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024112358
公報種別
公開特許公報(A)
公開日
2024-08-21
出願番号
2023017282
出願日
2023-02-08
発明の名称
めっき鋼板の観察装置及び観察方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01N
17/00 20060101AFI20240814BHJP(測定;試験)
要約
【課題】めっき鋼板の表面に錆を精度よく観察することができ、かつオフラインでの観察が可能なめっき鋼板の観察装置及び観察方法を提供する。
【解決手段】本発明の要旨は以下である。
(1)
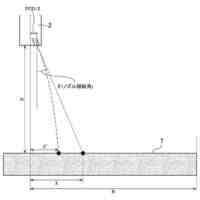
めっき鋼板の表面に生じる錆を観察する観察装置であり、前記めっき鋼板の表面に配置可能であって前記めっき鋼板の表面への環境光の入射を遮光する遮光箱と、前記遮光箱の内部に設置された、観察孔を有する環状光源と、が備えられ、前記遮光箱には、前記めっき鋼板の表面を前記遮光箱の内部に露出させるための開口部が設けられるとともに、前記開口部に対向する位置に前記めっき層表面を臨む観察部が設けられ、前記環状光源は、前記開口部と前記観察部との間に配置されるとともに、前記開口部を介して前記めっき鋼板の表面に向けて照射角度35°~80°の範囲の照明光を照射可能とされていることを特徴とする、めっき鋼板の観察装置。
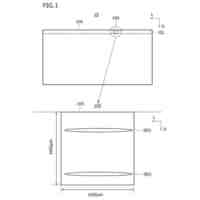
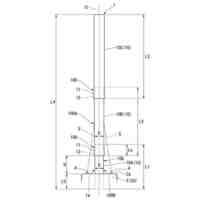
【選択図】図1
特許請求の範囲
【請求項1】
めっき鋼板の表面に存在する錆を観察する観察装置であり、
前記めっき鋼板の表面に配置可能であって前記めっき鋼板の表面への環境光の入射を遮光する遮光箱と、
前記遮光箱の内部に設置された、観察孔を有する環状光源と、が備えられ、
前記遮光箱には、前記めっき鋼板の表面を前記遮光箱の内部に露出させるための開口部が設けられるとともに、前記開口部に対向する位置に前記めっき鋼板の表面を臨む観察部が設けられ、
前記環状光源は、前記開口部と前記観察部との間に配置されるとともに、前記開口部を介して前記めっき鋼板の表面に向けて照射角度35°~80°の範囲の照明光を照射可能とされていることを特徴とする、めっき鋼板の観察装置。
続きを表示(約 670 文字)
【請求項2】
前記環状光源は、前記観察孔を有する環状支持体と、前記環状支持体の内周面にあって、前記内周面の周方向に沿って配置された複数の発光ダイオードと、から構成されることを特徴とする、請求項1に記載のめっき鋼板の観察装置。
【請求項3】
前記観察部は、観察窓、撮像装置、及びこれらの組み合わせからなる群から選択されるいずれか1種であることを特徴とする、請求項1または2に記載のめっき鋼板の観察装置。
【請求項4】
前記撮像装置によって撮像された撮像画像を多値化する多値化装置をさらに備えることを特徴とする、請求項3に記載のめっき鋼板の観察装置。
【請求項5】
前記めっき鋼板の表面に存在する錆の面積率を算出することを特徴とする、請求項4に記載のめっき鋼板の観察装置。
【請求項6】
前記開口部には、透明板が設けられていることを特徴とする、請求項1または2に記載のめっき鋼板の観察装置。
【請求項7】
前記錆は、薄い白錆、濃い白錆、及び赤錆からなる群から選択されるいずれか1種以上を含むことを特徴とする、請求項1または2に記載のめっき鋼板の観察装置。
【請求項8】
請求項1または2に記載のめっき鋼板の観察装置を用いて、前記めっき鋼板の表面に存在する錆を観察することを特徴とする、めっき鋼板の観察方法。
【請求項9】
前記めっき鋼板の表面に存在する錆の面積率を算出することを特徴とする、請求項8に記載のめっき鋼板の観察方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、めっき鋼板の観察装置及び観察方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
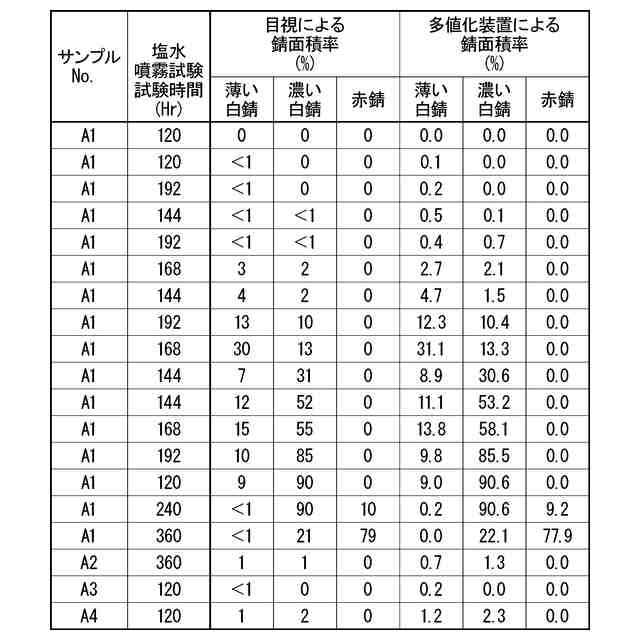
表面処理分野の研究開発において、耐食性は最重要視される評価項目である。耐食性は様々な腐食試験方法により評価される。例えば、化成処理を施しためっき鋼板の耐食性を評価する試験方法として、腐食試験後の試験サンプルに対する錆面積率評価が挙げられる。錆面積率の評価は、例えば目視によって行われる。腐食試験としては、例えば塩水噴霧試験、複合サイクル腐食試験、屋外曝露試験などが挙げられる。
【0003】
しかし、目視による錆面積率評価には、評価者が熟練者に限られる、評価者により結果にばらつきが生じる、1枚の鋼板を評価するのに時間が掛かる等の問題があった。このような問題を解決する方法として、例えば特許文献1~3に開示されているように、撮像装置を用いた錆面積率評価方法が知られている。
【先行技術文献】
【特許文献】
【0004】
特開平7-77499号公報
特開2008-96428号公報
特開2008-96429号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1~3に記載された錆面積率評価方法では、錆を精度よく観察することができなかった。例えば、めっき鋼板の表面に生じる白錆には、薄い白錆と濃い白錆の2種類が存在するが、特許文献1~3に記載された錆面積率評価方法では、これらを明確に区別することができなかった。さらに、特許文献1~3に記載された錆面積率評価方法のように、撮像装置を用いた錆面積率評価方法は、インライン上で行われるものが主流であったため、携帯性を有しない、スペースの無い場所での評価がしづらい、複数場所での同時並行的な評価が行いづらいといった問題もあった。
【0006】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、めっき鋼板の表面に存在する錆を精度よく観察することができ、かつオフラインでの観察が可能なめっき鋼板の観察装置及び観察方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明の要旨は以下である。
(1)
めっき鋼板の表面に生じる錆を観察する観察装置であり、
前記めっき鋼板の表面に配置可能であって前記めっき鋼板の表面への環境光の入射を遮光する遮光箱と、
前記遮光箱の内部に設置された、観察孔を有する環状光源と、が備えられ、
前記遮光箱には、前記めっき鋼板の表面を前記遮光箱の内部に露出させるための開口部が設けられるとともに、前記開口部に対向する位置に前記めっき層表面を臨む観察部が設けられ、
前記環状光源は、前記開口部と前記観察部との間に配置されるとともに、前記開口部を介して前記めっき鋼板の表面に向けて照射角度35°~80°の範囲の照明光を照射可能とされていることを特徴とする、めっき鋼板の観察装置。
(2)
前記環状光源は、前記観察孔を有する環状支持体と、前記環状支持体の内周面にあって、前記内周面の周方向に沿って配置された複数の発光ダイオードと、から構成されることを特徴とする、前記(1)に記載のめっき鋼板の観察装置。
(3)
前記観察部は、観察窓、撮像装置、及びこれらの組み合わせからなる群から選択されるいずれか1種であることを特徴とする、前記(1)または(2)に記載のめっき鋼板の観察装置。
(4)
前記撮像装置によって撮像された撮像画像を多値化する多値化装置をさらに備えることを特徴とする、前記(3)に記載のめっき鋼板の観察装置。
(5)
前記めっき鋼板の表面に存在する錆の面積率を算出することを特徴とする、前記(4)に記載のめっき鋼板の観察装置。
(6)
前記開口部には、透明板が設けられていることを特徴とする、前記(1)~(5)のいずれか1項に記載のめっき鋼板の観察装置。
(7)
前記錆は、薄い白錆、濃い白錆、及び赤錆からなる群から選択されるいずれか1種以上を含むことを特徴とする、前記(1)~(6)のいずれか1項に記載のめっき鋼板の観察装置。
(8)
前記(1)~(7)のいずれか1項に記載のめっき鋼板の観察装置を用いて、前記めっき鋼板の表面に存在する錆を観察することを特徴とする、めっき鋼板の観察方法。
(9)
前記めっき鋼板の表面に存在する錆の面積率を算出することを特徴とする、前記(8)に記載のめっき鋼板の観察方法。
【発明の効果】
【0008】
本発明の上記観点によれば、めっき鋼板の表面に存在する錆を精度よく(例えば薄い白錆と濃い白錆の区別等)観察することができ、かつオフラインでの観察が可能なめっき鋼板の観察装置及び観察方法を提供することができる。
【図面の簡単な説明】
【0009】
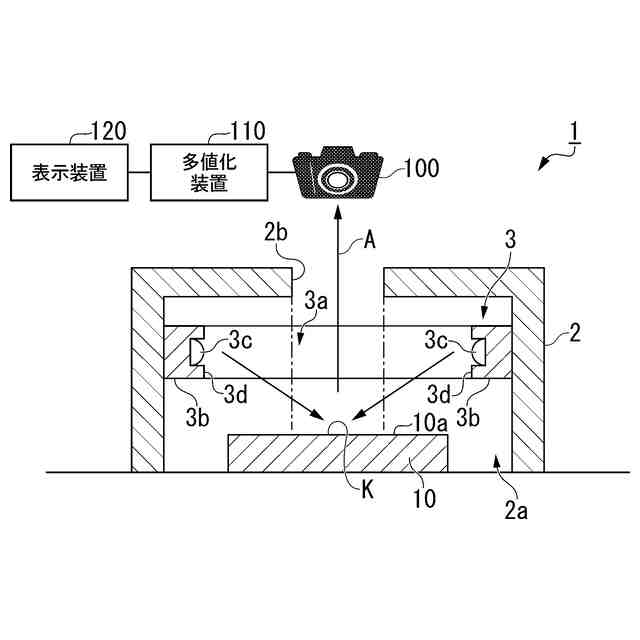
本発明の実施形態である観察装置を示す水平方向からの側断面模式図である。
本発明の実施形態である観察装置を示す上面方向からの平面模式図である。
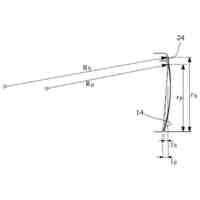
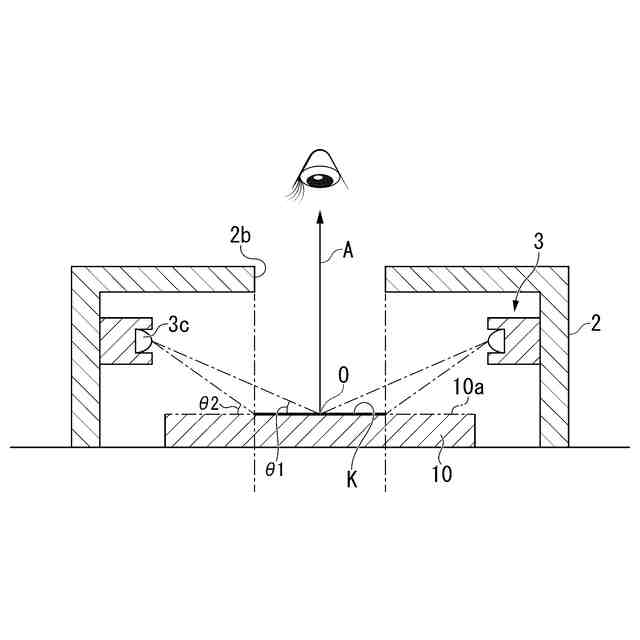
環状光源から観察領域に向けて照射される照明光を説明する水平方向からの側断面模式図である。
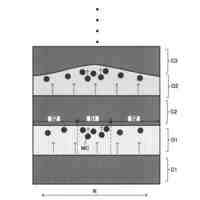
薄い白錆と濃い白錆が発生したスパングル模様を有するめっき鋼板を撮像することで得られる撮像画像である。
本実施形態の第1の変形例を示す水平方向からの側断面模式図である。
本実施形態の第2の変形例を示す水平方向からの側断面模式図である。
本実施形態の第3の変形例を示す水平方向からの側断面模式図である。
本実施形態の第4の変形例を示す水平方向からの側断面模式図である。
【発明を実施するための形態】
【0010】
<1.観察対象>
本実施形態に係るめっき鋼板の観察装置(以下、単に「観察装置」とも称する)は、めっき鋼板の表面の観察に用いられる。したがって、観察対象はめっき鋼板である。めっき鋼板は、例えば溶融Zn系めっき鋼板、溶融Zn-Al-Mg系めっき鋼板、電気Zn系めっき鋼板、蒸着Zn系めっき鋼板などである。めっき鋼板はスパングル模様や梨地状の外観を有していてもよい。めっき鋼板の表面には、錆が発生する場合がある。後述するように、観察者は、本実施形態に係る観察装置を用いて錆を観察することができる。本実施形態で観察対象となる錆には、薄い白錆、濃い白錆、赤錆の3種類が存在する。薄い白錆、濃い白錆はいずれも白色の錆であるが、濃い白錆は薄い白錆よりも白色が濃く見える。薄い白錆には若干の光沢がある。この光沢は下地となるめっき鋼板がやや透けて見える影響によるものと考えられる。薄い白錆は、光の照射角度によって観察されたりされなかったりする場合があるが、少なくとも光の照射角度が(めっき鋼板の表面の法線方向に対して)35°~80°となる場合には観察されることが多い。濃い白錆は光の照射角度によらず明確に観察される白錆である。濃い白錆では、薄い白錆よりも腐食が進んでいると考えられる。赤錆は赤色の錆であり、光の照射角度によらず明確に観察される。なお、錆の観察は、例えばめっき鋼板の耐食性を評価するために行われる。耐食性評価試験では、まずめっき鋼板の腐食試験を行う。めっき鋼板のサイズは、例えば150×70mmや100×50mmである。この腐食試験の結果、めっき鋼板の表面に錆が発生する場合がある。その後、本実施形態に係る観察装置を用いて錆を観察する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
4日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼矢板
18日前
日本製鉄株式会社
ボルト
8日前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
鉄道架線柱
4日前
日本製鉄株式会社
連続鋳造装置
12日前
日本製鉄株式会社
表面処理鋼板
27日前
日本製鉄株式会社
転炉精錬方法
14日前
日本製鉄株式会社
連続鋳造装置
14日前
日本製鉄株式会社
連続鋳造方法
14日前
日本製鉄株式会社
管用ねじ継手
25日前
日本製鉄株式会社
管用ねじ継手
5日前
日本製鉄株式会社
油井用金属管
4日前
日本製鉄株式会社
高炉の操業方法
29日前
日本製鉄株式会社
鋼管用ねじ継手
25日前
日本製鉄株式会社
開孔機の冷却方法
1か月前
日本製鉄株式会社
バッテリーケース
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
低P鋼の溶製方法
4日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
4日前
日本製鉄株式会社
鋼の連続鋳造方法
14日前
日本製鉄株式会社
金属材の冷却方法
4日前
日本製鉄株式会社
モールドパウダー
18日前
日本製鉄株式会社
鉄道車両の記録装置
1か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
5日前
日本製鉄株式会社
原燃料炭材の製造方法
29日前
日本製鉄株式会社
高力ボルト摩擦接合構造
29日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ