TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024107848
公報種別
公開特許公報(A)
公開日
2024-08-09
出願番号
2023011998
出願日
2023-01-30
発明の名称
開孔機の冷却方法
出願人
日本製鉄株式会社
,
株式会社丸和技研
,
川惣電機工業株式会社
,
株式会社キョクエイ
代理人
個人
,
個人
,
個人
主分類
C21B
7/12 20060101AFI20240802BHJP(鉄冶金)
要約
【課題】出銑口を開孔機で開孔する際に、霧状の冷却水であるミストにより開孔ビットを冷却する方法であって、開孔ビットの損耗を効果的に防止し良好な出銑を達成できる開孔機の冷却方法を提供する。
【解決手段】出銑口の開孔作業における開孔機の冷却方法であって、前記開孔機の開孔ビットの温度を、前記開孔ビット内に配置される温度センサで測定し、前記開孔ビットに形成されるブロー孔から霧状の冷却水であるミストを噴射して前記開孔ビットを冷却し、前記開孔ビットの測定温度を所定温度以下に維持することを特徴とする開孔機の冷却方法。
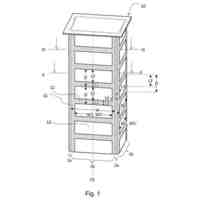
【選択図】図1
特許請求の範囲
【請求項1】
出銑口の開孔作業における開孔機の冷却方法であって、
前記開孔機の開孔ビットの温度を、前記開孔ビット内に配置される温度センサで測定し、
前記開孔ビットに形成されるブロー孔から霧状の冷却水であるミストを噴射して前記開孔ビットを冷却し、前記開孔ビットの測定温度を所定温度以下に維持することを特徴とする開孔機の冷却方法。
続きを表示(約 550 文字)
【請求項2】
前記ミストの流量を調整して、前記測定温度を所定温度以下に維持することを特徴とする請求項1に記載の開孔機の冷却方法。
【請求項3】
前記測定温度が上昇している場合に、前記ミストの流量を増やすことを特徴とする請求項2に記載の開孔機の冷却方法。
【請求項4】
前記開孔ビットの周囲の出銑口温度毎の、前記開孔ビットの測定温度と前記ミストの流量との相関関係に基づいて、前記ミストの流量を調整することを特徴とする請求項2または3に記載の開孔機の冷却方法。
【請求項5】
前記所定温度は、前記開孔ビットの耐熱温度であることを特徴とする請求項1に記載の開孔機の冷却方法。
【請求項6】
前記所定温度は、前記開孔ビットの耐熱温度から余裕温度だけ低い温度であることを特徴とする請求項1に記載の開孔機の冷却方法。
【請求項7】
前記余裕温度が100℃であることを特徴とする請求項6に記載の開孔機の冷却方法。
【請求項8】
前記温度センサによる測定位置は、前記開孔ビットの回転中心軸方向において、前記開孔ビットの先端表面から3mm以上8mm以下内部の位置であることを特徴とする請求項1に記載の開孔機の冷却方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高炉の出銑作業に用いる開孔機の冷却方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
高炉の出銑滓作業では、高炉の出銑口を開孔機により掘削し開孔することにより、炉内に滞留する溶銑・溶滓を排出する。炉床部側面には鉄皮で覆われていない耐火物壁である出銑口が形成され、そこに炉内と炉外を繋ぐ溶銑が通過するための2.5~4.0m程度の長さを有する貫通孔が設けられる。貫通孔には前回の出銑終了時に孔を閉塞するマッド材(不定形耐火物)が圧入され、それが炉内の熱で焼成されている。次の出銑の際には、マッド材の焼成物を開孔機で取り除いて開孔する。
【0003】
開孔機は、長尺のドリルや錐、または金棒を使用して、焼成したマッド材を概ね数十mm程度の径で掘削、開孔する機械である。出銑口の開孔機のドリルや錐の先端にビットが設けられており、ビットの回転により焼成物を掘削する。ドリルや錐は掘削中に温度が上昇して強度が低下し、損傷する可能性がある。このため、ドリルや錐は内部を中空とし、この中空部に空気、窒素などのブロー気体と蒸気を混合させたミストを流通させ、ビットの先端から噴出させることによってドリルや錐本体および先端のビットの冷却を図っている。
【0004】
ビットや錐本体の冷却を目的として、錐から高圧水蒸気を噴射する技術(特許文献1)や、錐からのブロー気体に水を添加して冷却能力を上げる技術(特許文献2)が開示されている。また、さらに冷却能力を上昇させるために、ブロー気体の代りに高圧水を使用する技術(特許文献3)や、出銑孔深度が深いところでミスト量を増加させる方法(特許文献4)も開示されている。
【先行技術文献】
【特許文献】
【0005】
特開昭48-19413号公報
特開昭58-224104号公報
特開平9-13113号公報
特開2001-271106号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献3に開示されている技術のように高温の掘削孔内部へ水を直接送ると、高温となるビットや錐内面で水の沸騰が生じ、この沸騰で生じた水蒸気が水と錐内面との間の接触を邪魔する膜沸騰の状態となる。そうすると、錐本体あるいはビットの冷却効果が悪化し、送給する水のほとんどは錐先端から出銑口内部へ出たところで、耐火物との接触により沸騰し、それにより極めて大きな衝撃が発生する。このため冷却水の量を増やすことができず、結果的には錐本体やビットの冷却効果を向上させることが困難となる恐れがある。
【0007】
これに対して特許文献1に示された水蒸気の噴射技術や特許文献2に示された技術は、添加水が霧状にブロー気体へ分散するため錐本体内面での膜沸騰状態を避けることができ、また、切削孔内部でも水の沸騰する範囲が広がるため、衝撃的な沸騰を回避することができる。しかし、この技術においても、添加する水の量を増加しすぎると出銑口の深度の浅い部位を掘削している間、出銑口内で水が十分蒸発せずに、樋へ流出して樋内に水たまりが生じる。そして出銑口の開孔後に樋に流出する溶銑滓によって突沸する恐れがある。また、一方で、添加する水の量を抑制しておくと出銑口深度の深い部位において錐やビットの冷却効果があまりなく、ビットの損耗などによる掘削能力の低下が生じて開孔に時間が掛かる。またこの場合、無理に錐を推進させながら開孔することとなるため、出銑口内部の壊れや横穴が発生することが懸念される。
【0008】
また、特許文献4の技術では、錐内部を流通するブロー気体に水を添加するとともに、開孔途中で添加する水の量を増加させるものであるが、開孔途中の出銑口内の熱的状況は出銑口深さ、掘削時の硬さ、マッドの焼成状況、横穴状況、或いは銑滓の温度、液物性、炉床部湯流れ状況により都度変化するため、水量を増加させる深さを誤ると炉内に大量の水を入れることになり、炉冷えを誘発することになりかねない。
【0009】
そこで本発明は、出銑口を開孔機で開孔する際に、霧状の冷却水であるミストにより開孔ビットを冷却する方法であって、開孔ビットの損耗を防止し良好な出銑を達成できる開孔機の冷却方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明は上記課題を解決するためになされたものであり、その発明の要旨は以下の通りである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋳塊
4日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
17日前
日本製鉄株式会社
鋼材
19日前
日本製鉄株式会社
継目無鋼管
4日前
日本製鉄株式会社
継目無鋼管
4日前
日本製鉄株式会社
溶銑の脱硫方法
17日前
日本製鉄株式会社
溶銑の脱硫方法
17日前
日本製鉄株式会社
電気炉の操業方法
17日前
日本製鉄株式会社
電気炉の操業方法
17日前
日本製鉄株式会社
軸圧潰衝撃吸収部材
17日前
日本製鉄株式会社
溶鋼の脱窒処理方法
17日前
日本製鉄株式会社
高炉炉底部冷却構造
4日前
日本製鉄株式会社
鋼板およびその製造方法
11日前
日本製鉄株式会社
鋼板およびその製造方法
11日前
日本製鉄株式会社
鋼板およびその製造方法
11日前
日本製鉄株式会社
制御装置および制御方法
17日前
日本製鉄株式会社
成形性に優れた高強度嵌合用鋼管
12日前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
5日前
日鉄環境株式会社
廃水の処理方法
5日前
日本製鉄株式会社
焼結原料の装入方法及びその装入装置
6日前
日本製鉄株式会社
溶接接合部および溶接接合部の形成方法
17日前
日本製鉄株式会社
水砕スラグの製造装置、及び水砕スラグの製造方法
17日前
日本製鉄株式会社
キャスト編成装置、キャスト編成方法及びプログラム
10日前
日本製鉄株式会社
操業条件決定装置、操業条件決定方法、及びプログラム
10日前
日鉄環境株式会社
廃水の処理方法、及び活性汚泥用栄養剤
5日前
日本製鉄株式会社
ねじ継手による鋼管とカップリングとの締結方法、及びそのねじ継手
12日前
日本製鉄株式会社
設計支援装置、設計支援方法、および設計支援用コンピュータプログラム
4日前
日鉄環境株式会社
生物学的廃水処理性能の予測方法、及び廃水の処理方法
5日前
日本製鉄株式会社
メタノール製造用触媒の製造方法、メタノール製造用触媒、及びメタノールの製造方法
17日前
日本製鉄株式会社
転炉吹錬方法
5か月前
株式会社プロテリアル
鋼材の製造方法
1か月前
日本製鉄株式会社
転炉精錬方法
2か月前
日本製鉄株式会社
溶銑の脱珪方法
5か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ