TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024150069
公報種別
公開特許公報(A)
公開日
2024-10-23
出願番号
2023063301
出願日
2023-04-10
発明の名称
ねじ継手による鋼管とカップリングとの締結方法、及びそのねじ継手
出願人
日本製鉄株式会社
,
バローレック・オイル・アンド・ガス・フランス
代理人
アセンド弁理士法人
主分類
F16L
15/04 20060101AFI20241016BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】ねじ継手によってカップリングを鋼管に締結する際にシール接触領域で焼付きを抑制できる締結方法を提供する。
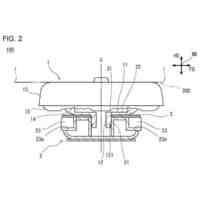
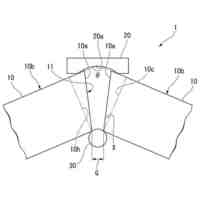
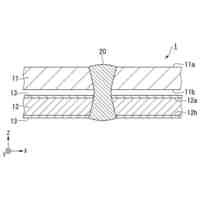
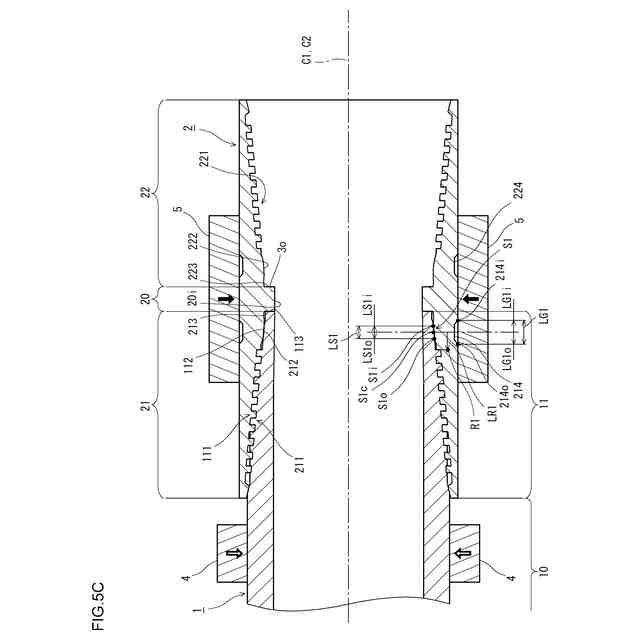
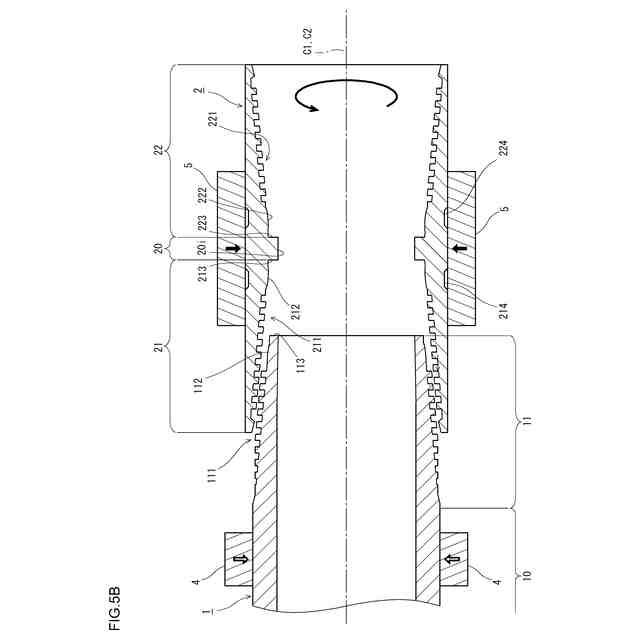
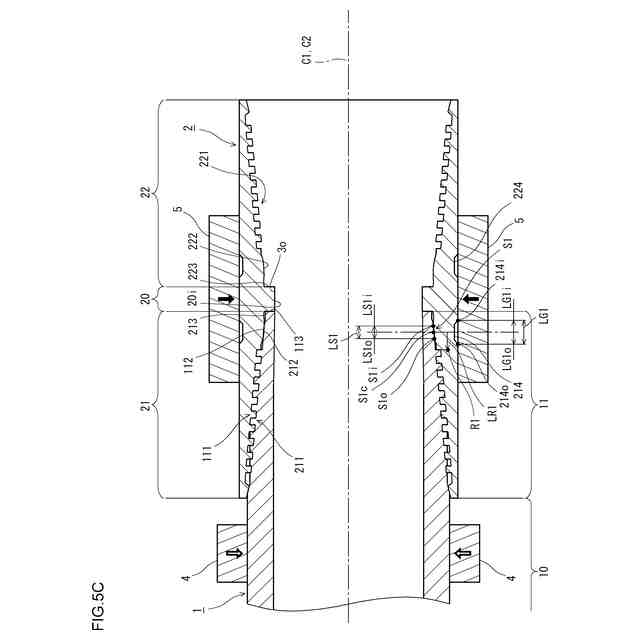
【解決手段】鋼管(1)のピン(11)をカップリング(2)のボックス(21)に挿入する。鋼管用グリッパ(4)によって管本体(10)を掴む。カップリング用グリッパ(5)によってカップリング本体(20)及びボックス(21)を掴む。鋼管(1)とカップリング(2)を中心軸(C1及びC2)回りに相対的に回転させ、雄ねじ部(111)と雌ねじ部(211)とを相互に噛み合わせるとともに、ピンシール面(112)とボックスシール面(212)とを相互に干渉接触させる。ボックス(21)は環状溝(214)を備える。環状溝(214)は、ボックス(21)の外周面に設けられ、締結状態においてピンシール面(112)とボックスシール面(212)との接触領域(S1)を囲む。
【選択図】図5C
特許請求の範囲
【請求項1】
ねじ継手による鋼管とカップリングとの締結方法であって、
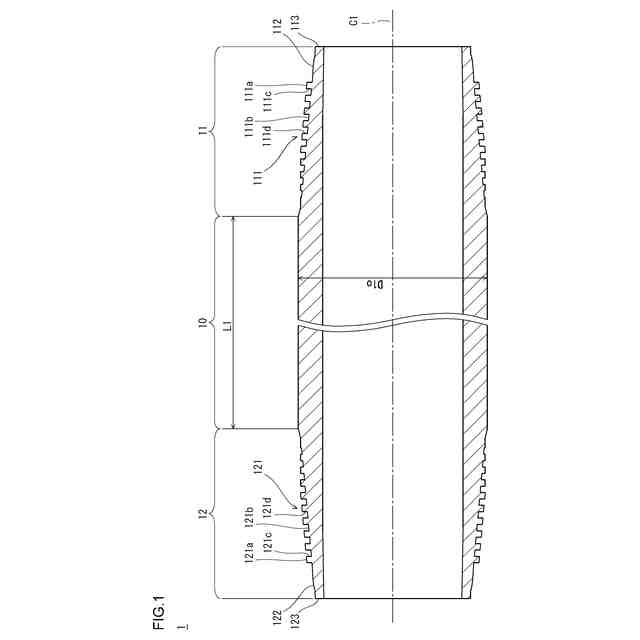
管本体と、前記管本体の一方端に連続するピンと、を備え、前記ピンは、前記ピンの外周面に設けられた雄ねじ部と、前記雄ねじ部よりも前記ピンの先端側において前記ピンの前記外周面に設けられたピンシール面と、を含む、鋼管を準備する鋼管準備工程と、
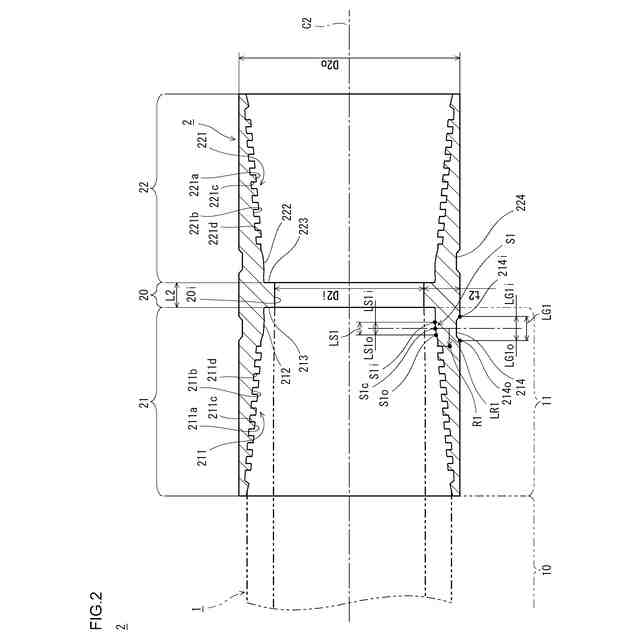
カップリング本体と、前記カップリング本体の一方端に連続し、前記ピンが挿入されるように構成されたボックスと、を備え、前記ボックスは、前記雄ねじ部に対応して前記ボックスの内周面に設けられ、前記ピンと前記ボックスとの締結状態において前記雄ねじ部と噛み合うように構成された雌ねじ部と、前記ピンシール面に対応して前記ボックスの前記内周面に設けられ、前記締結状態において前記ピンシール面と干渉接触するように構成されたボックスシール面と、前記ボックスの外周面に設けられ、前記締結状態において前記ピンシール面と前記ボックスシール面との接触領域を囲むよう構成された環状溝と、を含む、カップリングを準備するカップリング準備工程と、
前記鋼管の中心軸を前記カップリングの中心軸と一致させつつ、前記ピンを前記ボックスに挿入するピン挿入工程と、
鋼管用グリッパによって前記管本体を掴む鋼管掴み工程と、
カップリング用グリッパによって前記カップリング本体及び前記ボックスを掴むカップリング掴み工程と、
前記鋼管用グリッパで掴んだ前記鋼管と前記カップリング用グリッパで掴んだ前記カップリングを前記中心軸回りに相対的に回転させて、前記雄ねじ部と前記雌ねじ部とを相互に噛み合わせるとともに、前記ピンシール面と前記ボックスシール面とを相互に干渉接触させる締結工程と、を備える、締結方法。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の締結方法であって、
前記カップリングの外径が前記管本体の外径の110%以下である、締結方法。
【請求項3】
請求項1に記載の締結方法であって、
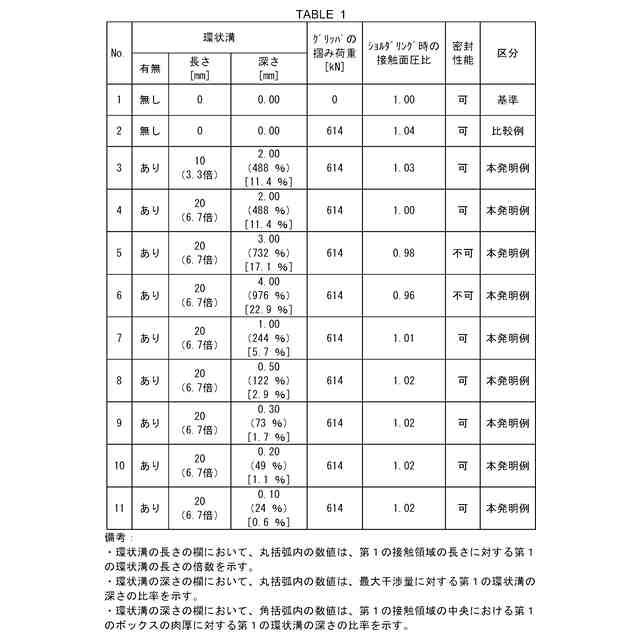
前記カップリングの前記中心軸に沿う方向において、前記接触領域の中央から前記環状溝の前記カップリング本体とは反対側に位置する側端までの距離は、前記接触領域の前記中央から前記接触領域の前記カップリング本体とは反対側に位置する側端までの距離の3倍以上であり、
前記カップリングの前記中心軸に沿う方向において、前記接触領域の前記中央から前記環状溝の前記カップリング本体側に位置する側端までの距離は、前記接触領域の前記中央から前記接触領域の前記カップリング本体側に位置する側端までの距離の3倍以上である、締結方法。
【請求項4】
請求項1に記載の締結方法であって、
前記カップリングの前記中心軸に沿う方向において、前記接触領域の中央から前記環状溝の前記カップリング本体とは反対側に位置する側端までの距離は、前記接触領域の前記中央から前記ボックスの危険断面の位置までの距離よりも小さい、締結方法。
【請求項5】
請求項1に記載の締結方法であって、
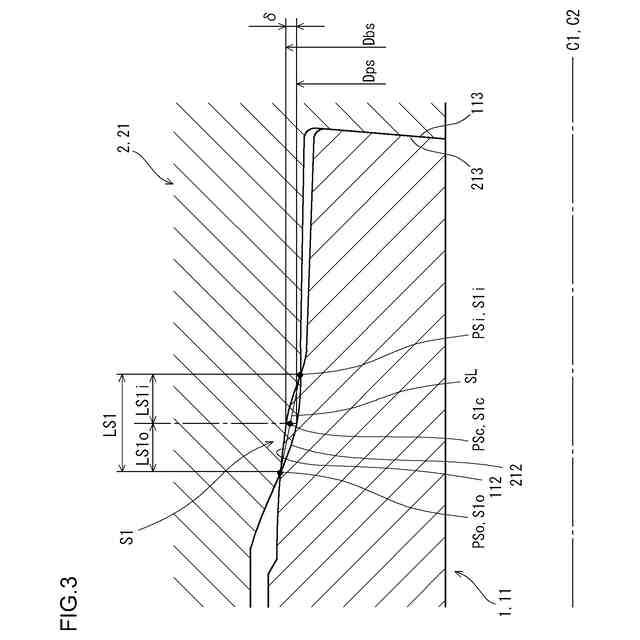
前記カップリングの前記中心軸に垂直な方向において、前記環状溝の深さは、前記接触領域における前記ピンシール面と前記ボックスシール面との最大干渉量の大きさの20%以上である、締結方法。
【請求項6】
請求項1に記載の締結方法であって、さらに、
前記カップリング本体の内周面に対応する軸対称形状の外周面を有する治具を準備する治具準備工程と、
前記カップリング掴み工程の前に、前記治具の中心軸を前記カップリングの前記中心軸と一致させつつ、前記治具を前記カップリングに挿入して前記カップリング本体の内側に配置する治具配置工程と、を備える、締結方法。
【請求項7】
請求項6に記載の締結方法であって、
前記カップリング本体の前記内周面、及び前記治具の前記外周面が円筒形であり、前記治具の外径が前記カップリング本体の内径よりも小さくて、前記カップリング本体の前記内径と前記治具の前記外径との差が0.01mm以下である、締結方法。
【請求項8】
請求項7に記載の締結方法であって、
前記治具の長さが前記カップリング本体の長さと同じかそれよりも大きい、締結方法。
【請求項9】
請求項6に記載の締結方法であって、
前記カップリング本体の前記内周面は、前記ボックスに連続する前記一方端から他方端に向けて口広がりとなるテーパを有し、
前記治具の前記外周面は、前記カップリング本体の前記テーパに対応するテーパを有する、締結方法。
【請求項10】
請求項9に記載の締結方法であって、
前記カップリング本体の前記テーパ及び前記治具の前記テーパそれぞれのテーパ率が1/50以上である、締結方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、ねじ継手による鋼管とカップリングとの締結方法に関する。さらに本開示は、鋼管とカップリングとを連結するためのねじ継手に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
油井、天然ガス井等(以下、総称して「油井」とも言う)において、地下資源を採掘するために油井管(OCTG:Oil Country Tubular Goods)と呼ばれる鋼管が使用される。鋼管は順次連結される。鋼管の連結にねじ継手が用いられる。ねじ継手の形式は、カップリング型とインテグラル型に大別される。カップリング型のねじ継手の場合、鋼管同士を連結するのに管状のカップリングが用いられる。インテグラル型のねじ継手の場合、カップリングは用いられない。
【0003】
カップリング型のねじ継手では、鋼管の両端部それぞれの外周面に雄ねじ部が設けられ、カップリングの両端部それぞれの内周面に雌ねじ部が設けられる。鋼管の一方の雄ねじ部がカップリングの一方の雌ねじ部にねじ込まれ、カップリングが鋼管に締結される。このように締結されたカップリング付き鋼管の雄ねじ部が、別に締結されたカップリング付き鋼管の雌ねじ部にねじ込まれる。これにより、鋼管同士がカップリングを介して連結される。
【0004】
インテグラル型のねじ継手では、鋼管の一方の端部の外周面に雄ねじ部が設けられ、その鋼管の他方の端部の内周面に雌ねじ部が設けられる。鋼管の雄ねじ部が別の鋼管の雌ねじ部にねじ込まれ、両鋼管が締結される。これにより、鋼管同士が直接連結される。
【0005】
一般に、雄ねじ部が設けられた鋼管の端部は、雌ねじ部に挿入される要素を含むことから、ピンと称される。一方、雌ねじ部が設けられた鋼管又はカップリングの端部は、雄ねじ部を受け入れる要素を含むことから、ボックスと称される。
【0006】
近年、大水深で大深度の油井が増加している。このような油井では、油井管が多重に配置される。多重構造の油井には、ボックスの外径と鋼管の本体の外径との差が鋼管の本体の外径の数%程度と小さいねじ継手が多用される。このねじ継手はスリム型ねじ継手と称される。スリム型ねじ継手のほとんどはインテグラル型のねじ継手を適用する。
【0007】
インテグラル型のねじ継手の場合、鋼管を製造する際、雌ねじ部のねじ切り前に冷間での管端拡管加工及び応力除去熱処理が必要となる。このため、製造コストが高い。また、冷間加工又は熱処理によって鋼管の材料特性が変化するおそれがある。
【0008】
この点、カップリング型のねじ継手の場合、カップリングを製造する際、外径及び肉厚を調整した素管からカップリングを削り出す。この場合、冷間加工及び熱処理は必要ない。このため、カップリング型のねじ継手をスリム型ねじ継手に適用すれば、製造コストの低減を期待することができる。
【0009】
しかしながら、カップリング型のねじ継手がスリム型ねじ継手に適用された場合、以下の事態が危惧される。特開平5-116043号公報(特許文献1)及び特開2003-090468号公報(特許文献2)に開示されるように、カップリングを鋼管に締結する際、カップリングの雌ねじ部に鋼管の雄ねじ部を挿入し、鋼管に対してカップリングを中心軸回りに回転させる。これにより、鋼管がカップリングにねじ込まれて、雄ねじ部と雌ねじ部とが相互に噛み合い、カップリングが鋼管に締結される。この締結作業は、通常、工場内で締結装置を用いて行われる。
【0010】
ねじ継手のシール性能を高めるために、ピン(鋼管の端部)の外周面にピンシール面が設けられ、ボックス(カップリングの端部)の内周面にボックスシール面が設けられることが多い。ピンの外周面のうち、ピンシール面は、雄ねじ部よりもピンの先端側に設けられる。ボックスの内周面のうち、ボックスシール面は、ピンシール面に対応して雌ねじ部よりもカップリング本体側に設けられる。カップリングが鋼管に適切に締結されれば、雄ねじ部と雌ねじ部とが相互に噛み合うとともに、ピンシール面とボックスシール面とが相互に干渉接触する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋳塊
24日前
日本製鉄株式会社
ボルト
16日前
日本製鉄株式会社
ボルト
16日前
日本製鉄株式会社
継目無鋼管
24日前
日本製鉄株式会社
継目無鋼管
24日前
日本製鉄株式会社
鉄道車両用台車
16日前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
電気炉の操業方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
4日前
日本製鉄株式会社
高炉用冷却構造体
10日前
日本製鉄株式会社
高炉炉底部冷却構造
24日前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
鋼板およびその製造方法
1か月前
日本製鉄株式会社
成形性に優れた高強度嵌合用鋼管
1か月前
日本製鉄株式会社
振動抑制装置の動作診断システム
18日前
日本製鉄株式会社
プレス成形シミュレーション方法
3日前
日本製鉄株式会社
レーザ溶接継手及び自動車用部材
9日前
日鉄環境株式会社
廃水の処理方法
25日前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
25日前
日本製鉄株式会社
焼結原料の装入方法及びその装入装置
26日前
日本製鉄株式会社
プラズマ加熱装置およびプラズマ加熱方法
2日前
日本製鉄株式会社
角筒型構造物の製造方法および角筒型構造物
16日前
日本製鉄株式会社
バーリング加工装置及びバーリング加工方法
4日前
日本製鉄株式会社
レーザ溶接継手及びレーザ溶接継手の製造方法
9日前
日本製鉄株式会社
計画作成装置、計画作成方法、およびプログラム
3日前
日本製鉄株式会社
キャスト編成装置、キャスト編成方法及びプログラム
1か月前
日本製鉄株式会社
操業条件決定装置、操業条件決定方法及びプログラム
16日前
日本製鉄株式会社
材料破断判定方法、材料破断判定装置およびプログラム
2日前
日本製鉄株式会社
操業条件決定装置、操業条件決定方法、及びプログラム
1か月前
日鉄環境株式会社
廃水の処理方法、及び活性汚泥用栄養剤
25日前
日本製鉄株式会社
塗装金属板
16日前
日本製鉄株式会社
キャスト編成装置、キャスト編成方法及びキャスト編成プログラム
9日前
日本製鉄株式会社
バーリング加工方法、バーリング加工装置、及びバーリング加工部品
4日前
日本製鉄株式会社
ねじ継手による鋼管とカップリングとの締結方法、及びそのねじ継手
1か月前
日本製鉄株式会社
設計支援装置、設計支援方法、および設計支援用コンピュータプログラム
24日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ