TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024115816
公報種別
公開特許公報(A)
公開日
2024-08-27
出願番号
2023021666
出願日
2023-02-15
発明の名称
アーク型電気炉および還元鉄の溶解方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
F27B
3/18 20060101AFI20240820BHJP(炉,キルン,窯;レトルト)
要約
【課題】底吹きガスによる溶鋼の攪拌を利用して炉内に投入された還元鉄をより速やかに溶解させる。
【解決手段】断面に少なくとも部分的に円形部分を含む炉体と、炉体の底部に配置される下部電極と、炉体の上方に配置され、下部電極との間で通電されることによって炉体に収容された溶鋼の湯面との間にアークを発生させる上部電極と、炉体の底部で、円形部分の中心を重心とする正多角形の頂点に配置される3本以上の底吹きノズルと、炉体の断面において円形部分の中心と底吹きノズルとを通る直線上に頂点を有する多角形状の領域であって、一辺の長さL(m)が底吹きノズルの数n、円形部分の中心から底吹きノズルまでの距離r、および円形部分の半径r
0
を用いて式(i)で算出される多角形状の領域内に還元鉄を投入する原料投入手段とを備えるアーク型電気炉が提供される。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>JPEG</com:ImageFormatCategory> <com:FileName>2024115816000011.jpg</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">11</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">121</com:WidthMeasure> </com:Image>
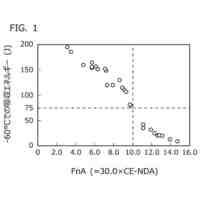
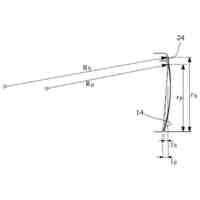
【選択図】図1
特許請求の範囲
【請求項1】
断面に少なくとも部分的に円形部分を含む炉体と、
前記炉体の底部に配置される下部電極と、
前記炉体の上方に配置され、前記下部電極との間で通電されることによって前記炉体に収容された溶鋼の湯面との間にアークを発生させる上部電極と、
前記炉体の底部で、前記円形部分の中心を重心とする正多角形の頂点に配置される3本以上の底吹きノズルと、
前記炉体の断面において前記円形部分の中心と前記底吹きノズルとを通る直線上に頂点を有する多角形状の領域であって、一辺の長さL(m)が前記底吹きノズルの数n、前記円形部分の中心から前記底吹きノズルまでの距離r、および前記円形部分の半径r
0
を用いて式(i)で算出される多角形状の領域内に還元鉄を投入する原料投入手段と
を備えるアーク型電気炉。
JPEG
2024115816000009.jpg
11
121
続きを表示(約 880 文字)
【請求項2】
前記底吹きノズルの1本あたりのガス流量が4.5Nm
3
/h以上18Nm
3
/h以下である、請求項1に記載のアーク型電気炉。
【請求項3】
前記円形部分の中心から前記底吹きノズルまでの距離rと前記円形部分の半径r
0
との比r/r
0
が0.4以上0.8以下である、請求項1または請求項2に記載のアーク型電気炉。
【請求項4】
断面に少なくとも部分的に円形部分を含む炉体と、
前記炉体の底部に配置される下部電極と、
前記炉体の上方に配置され、前記下部電極との間で通電されることによって前記炉体に収容された溶鋼の湯面との間にアークを発生させる上部電極と、
前記炉体の底部で、前記円形部分の中心を重心とする正多角形の頂点に配置される3本以上の底吹きノズルと
を備えるアーク型電気炉を用いた還元鉄の溶解方法であって、
前記炉体の断面において前記円形部分の中心と前記底吹きノズルとを通る直線上に頂点を有する多角形状の領域であって、一辺の長さL(m)が前記底吹きノズルの数n、前記円形部分の中心から前記底吹きノズルまでの距離r、および前記円形部分の半径r
0
を用いて式(i)で算出される多角形状の領域内に還元鉄を投入する、還元鉄の溶解方法。
JPEG
2024115816000010.jpg
11
121
【請求項5】
前記底吹きノズルから1本あたり4.5Nm
3
/h以上18Nm
3
/h以下のガス流量で不活性ガスを吹き込む、請求項4に記載の還元鉄の溶解方法。
【請求項6】
前記円形部分の中心から前記底吹きノズルまでの距離rと前記円形部分の半径r
0
との比r/r
0
が0.4以上0.8以下である、請求項4または請求項5に記載の還元鉄の溶解方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、アーク型電気炉および還元鉄の溶解方法に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
電気炉操業においては、需要増加に伴って良質なスクラップの不足が顕在化しており、スクラップ代替鉄源として直接還元鉄(DRI:Direct Reduced Iron)の使用が一般化している。しかしながら、DRIには還元反応によって酸素が除去された後の空隙が多数残っており、水などに触れると再酸化により発熱および発火の問題があるため、海上輸送や長期にわたる屋外保存は困難である。この問題を解決するため、見掛け比重3.4~3.6t/m
3
程度のDRIを700℃前後の熱間で見掛け比重5.0~5.5t/m
3
に圧縮成形したホットブリケット鉄(HBI:Hot Briquette Iron)が開発され、DRIと同じくスクラップ代替鉄源として一般的に使用されている。
【0003】
DRIやHBIのような還元鉄は、炉上部から溶鋼中へ投入され、比重の関係で湯面に浮いた状態で溶解して溶鋼と混ざり合う。電気炉操業で余剰な電力を生じさせないためには、還元鉄の溶解を速やかに完了する必要がある。製鋼用の電気炉として一般的に用いられるアーク型電気炉では、炉底部に設置された底吹きノズルから吹き込まれる不活性ガスによって炉内の溶鋼を攪拌している。炉内に投入された還元鉄は湯面に浮いた状態で攪拌による流れに乗って移動するが、相対的に温度の低い箇所に滞留すると溶解時間が長くかかってしまう。アーク型電気炉では炉上部から炉内に挿入された電極からアーク放電を行っているため炉中心部の温度が相対的に高くなる。従って、アーク型電気炉に投入された還元鉄は炉中心部に滞留することが望まれる。
【0004】
アーク型電気炉の炉内における溶鋼の流れを制御する技術として、例えば特許文献1や特許文献2が知られている。特許文献1には、アーク型電気炉の炉底電極の周りに湯面面積1m
2
あたり0.12個以上の撹拌ガス吹込みプラグを配置し、プラグ1個あたり10Nm
3
以上の撹拌ガスを吹き込むことによってノズル湯面上層の副原料層を効率的に攪拌して迅速に加熱溶解させ、炉内での精錬を促進および安定化させる技術が記載されている。特許文献2には、アーク型電気炉の炉体と同軸をなすピッチ円を定義した場合に、複数の電極が設けられるピッチ円から炉壁の内周面までの距離の3/4だけ炉壁寄りで、周方向に隣接する電極間のピッチ円上の2等分点と炉体中心とを通る半径線上から周方向両側に25°の範囲内に複数の底吹きガス吹込み用ノズルを設けることによって、溶融金属浴を十分に攪拌するとともに上部に浮遊しているスラグをアーク直下の高温領域であるピッチ円内に向けて滞留させるようにして溶融金属の精錬反応の向上を図る技術が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2016-151035号公報
特開平6-18174号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1,2に記載された発明は炉内の溶鋼の撹拌を改善するものではあるものの、還元鉄の使用を想定したものではなく、上述したように炉内投入後に湯面に浮いた状態の還元鉄を速やかに溶解することを可能にするものではない。
【0007】
そこで、本発明は、底吹きガスによる溶鋼の攪拌を利用して炉内に投入された還元鉄をより速やかに溶解させることを可能にするアーク型電気炉および還元鉄の溶解方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
[1]断面に少なくとも部分的に円形部分を含む炉体と、上記炉体の底部に配置される下部電極と、上記炉体の上方に配置され、上記下部電極との間で通電されることによって上記炉体に収容された溶鋼の湯面との間にアークを発生させる上部電極と、上記炉体の底部で、上記円形部分の中心を重心とする正多角形の頂点に配置される3本以上の底吹きノズルと、上記炉体の断面において上記円形部分の中心と上記底吹きノズルとを通る直線上に頂点を有する多角形状の領域であって、一辺の長さL(m)が上記底吹きノズルの数n、上記円形部分の中心から上記底吹きノズルまでの距離r、および上記円形部分の半径r
0
を用いて式(i)で算出される多角形状の領域内に還元鉄を投入する原料投入手段とを備えるアーク型電気炉。
JPEG
2024115816000002.jpg
11
121
[2]上記底吹きノズルの1本あたりのガス流量が4.5Nm
3
/h以上18Nm
3
/h以下である、[1]に記載のアーク型電気炉。
[3]上記円形部分の中心から上記底吹きノズルまでの距離rと上記円形部分の半径r
0
との比r/r
0
が0.4以上0.8以下である、[1]または[2]に記載のアーク型電気炉。
[4]断面に少なくとも部分的に円形部分を含む炉体と、上記炉体の底部に配置される下部電極と、上記炉体の上方に配置され、上記下部電極との間で通電されることによって上記炉体に収容された溶鋼の湯面との間にアークを発生させる上部電極と、上記炉体の底部で、上記円形部分の中心を重心とする正多角形の頂点に配置される3本以上の底吹きノズルとを備えるアーク型電気炉を用いた還元鉄の溶解方法であって、上記炉体の断面において上記円形部分の中心と上記底吹きノズルとを通る直線上に頂点を有する多角形状の領域であって、一辺の長さL(m)が上記底吹きノズルの数n、上記円形部分の中心から上記底吹きノズルまでの距離r、および上記円形部分の半径r
0
を用いて式(i)で算出される多角形状の領域内に還元鉄を投入する、還元鉄の溶解方法。
JPEG
2024115816000003.jpg
11
121
[5]上記底吹きノズルから1本あたり4.5Nm
3
/h以上18Nm
3
/h以下のガス流量で不活性ガスを吹き込む、[4]に記載の還元鉄の溶解方法。
[6]上記円形部分の中心から上記底吹きノズルまでの距離rと上記円形部分の半径r
0
との比r/r
0
が0.4以上0.8以下である、[4]または[5]に記載の還元鉄の溶解方法。
【発明の効果】
【0009】
上記の構成によれば、アーク型電気炉において、式(i)の近似式によって一辺の長さLが算出される多角形領域内に還元鉄を投入することによって、溶鋼の流動によって還元鉄が炉中心部に移動および滞留する可能性を高め、炉内に投入された還元鉄をより速やかに溶解させることができる。
【図面の簡単な説明】
【0010】
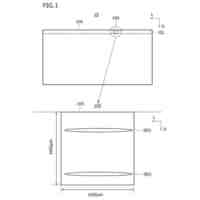
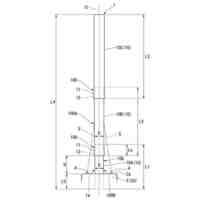
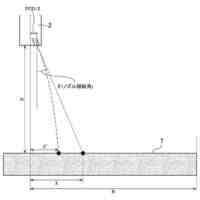
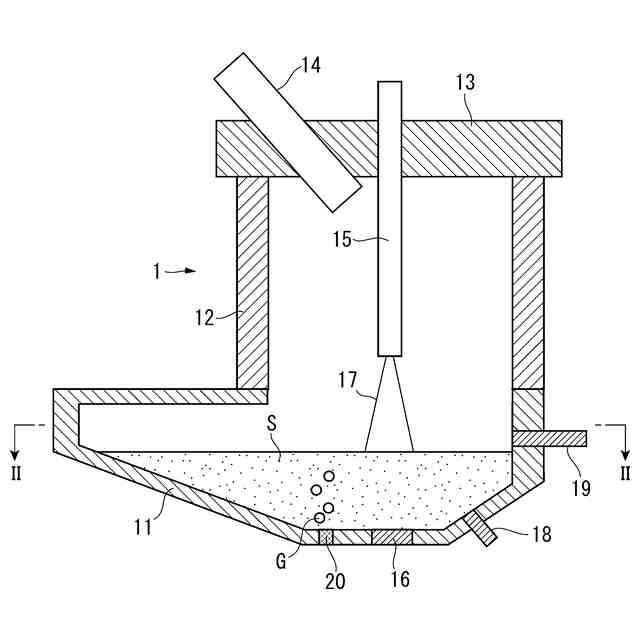
本発明の一実施形態に係るアーク型電気炉の構造を示す図である。
図1のII-II線に沿った断面図である。
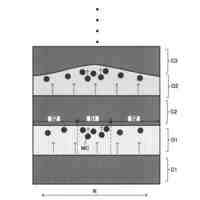
数値流体計算によって算出された炉内溶鋼の流速ベクトルの大きさを示す図である。
図3Aに示された流速ベクトルの炉中心向きおよび炉外側向きの成分の大きさを示す図である。
底吹きノズルの数が3本、r/r
0
=0.8の場合における流速ベクトルの炉中心向きおよび炉外側向きの成分の大きさを示す図である。
図4Aの場合にDPM法によって算出された還元鉄の軌跡を示す図である。
底吹きノズルの数が4本である場合の多角形領域を模式的に示す図である。
底吹きノズルの数が6本である場合の多角形領域を模式的に示す図である。
従来例に係るアーク型電気炉における底吹きノズルの配置を示す図である。
従来例に係るアーク型電気炉における流速ベクトルの大きさを示す図である。
従来例に係るアーク型電気炉における流速ベクトルの炉中心向きおよび炉外側向きの成分の大きさを示す図である。
従来例に係るアーク型電気炉におけるDPM法によって算出された還元鉄の軌跡を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
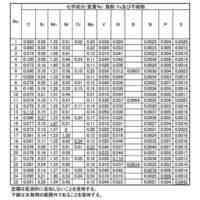
鋼材
4日前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
ボルト
8日前
日本製鉄株式会社
鋼矢板
18日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
鉄道架線柱
4日前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
継目無鋼管
1か月前
日本製鉄株式会社
連続鋳造装置
12日前
日本製鉄株式会社
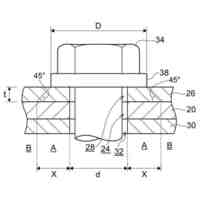
管用ねじ継手
5日前
日本製鉄株式会社
表面処理鋼板
27日前
日本製鉄株式会社
管用ねじ継手
25日前
日本製鉄株式会社
油井用金属管
4日前
日本製鉄株式会社
転炉精錬方法
14日前
日本製鉄株式会社
連続鋳造装置
14日前
日本製鉄株式会社
連続鋳造方法
14日前
日本製鉄株式会社
高炉の操業方法
29日前
日本製鉄株式会社
鋼管用ねじ継手
25日前
日本製鉄株式会社
金属材の冷却方法
4日前
日本製鉄株式会社
モールドパウダー
18日前
日本製鉄株式会社
低P鋼の溶製方法
4日前
日本製鉄株式会社
鋼の連続鋳造方法
4日前
日本製鉄株式会社
バッテリーケース
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
14日前
日本製鉄株式会社
開孔機の冷却方法
1か月前
日本製鉄株式会社
鉄道車両の記録装置
1か月前
日本製鉄株式会社
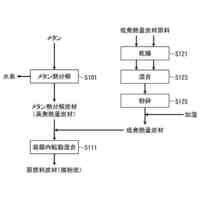
原燃料炭材の製造方法
29日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
5日前
日本製鉄株式会社
高力ボルト摩擦接合構造
29日前
日本製鉄株式会社
光触媒及びその製造方法
14日前
日本製鉄株式会社
鋼板及び鋼板の製造方法
14日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ