TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024111771
公報種別
公開特許公報(A)
公開日
2024-08-19
出願番号
2023016476
出願日
2023-02-06
発明の名称
ガスシールドアーク溶接用ソリッドワイヤ
出願人
日本製鉄株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
B23K
35/30 20060101AFI20240809BHJP(工作機械;他に分類されない金属加工)
要約
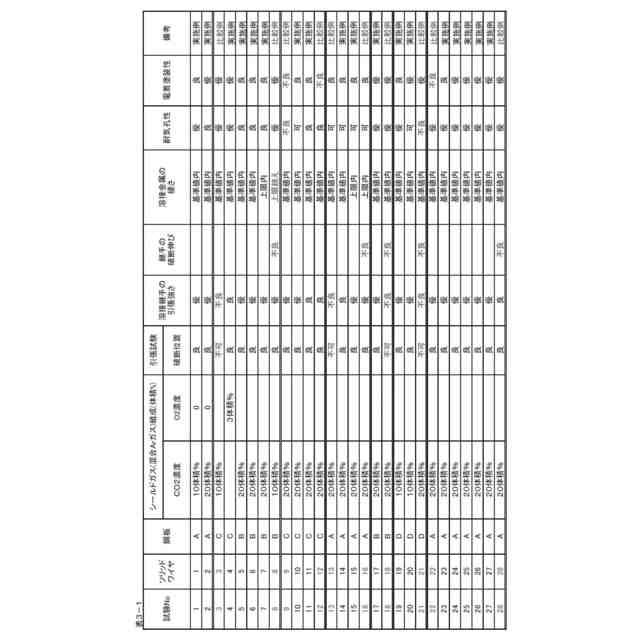
【課題】亜鉛系めっき鋼材のガスシールドアーク溶接に適用する場合に、気孔を抑制しつ高強度鋼材の溶接金属としての機械的特性を確保し、電着塗装性に優れた溶接ビードを得られるガスシールドアーク溶接用ソリッドワイヤの提供。
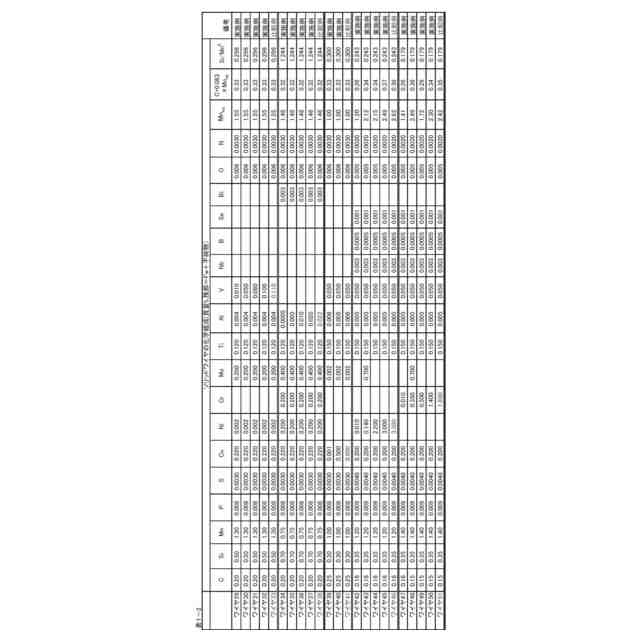
【解決手段】C:0.15~0.25%、Si:0.30~0.70%、Mn:0.75~2.00%、P:0.015%以下、S: 0.0060%以下、Ti:0.120~0.300%並びに及び必要に応じてその他任意元素を含有し、残部がFe及び不純物からなり、(1)~(3)を満たすガスシールドアーク溶接用ソリッドワイヤ。
式(1)0.9≦Mn
eq
(=Mn+0.43×Ni+0.64×Cr+1.23×Mo)≦2.7
(2)0.23≦C+0.83×Mn
eq
≦0.42
(3)0.075≦Si/Mn
2
≦1.230
(1)~(3)中、元素記号は、該当する元素の含有量を質量%で表した場合の数値を示す。
【選択図】なし
特許請求の範囲
【請求項1】
質量%で、
C :0.15~0.25%、
Si:0.30~0.70%
Mn:0.75~2.00%
P :0.015%以下、
S :0.0060%以下、
Ti:0.120~0.300%、
V :0~0.100%、
Al:0~0.020%、
Cu:0~0.50%、
Se:0~0.004%、
Bi:0~0.004%、
O :0~0.010%、
N :0~0.0040%、
Ni:0~3.000
Cr:0~1.400
Mo:0~0.800
Nb:0~0.010%、
B :0~0.0060%、並びに、
残部:Fe及び不純物からなり、Ni、Cr、及びMoの内、少なくとも1種は0.020%以上含有し、
下記式(1)、(2)及び下記式(3)を満たす化学組成を有するガスシールドアーク溶接用ソリッドワイヤ。
式(1) 0.9≦Mn
eq
≦2.7
ただし、式(1)中、Mn
eq
=Mn+0.43×Ni+0.64×Cr+1.23×Mo
式(2) 0.23≦C+0.83×Mn
eq
≦0.42
式(3) 0.075≦Si/Mn
2
≦1.230
式(1)、 式(2)及び式 式(3)中、元素記号は該当する元素の含有量を質量%で表した場合の数値を示す。
続きを表示(約 720 文字)
【請求項2】
質量%で、
V :0.010~0.100%
Al:0.005~0.010%、及び、
Cu:0.10~0.30%
の1種又は2種を含む請求項1に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項3】
前記Cの含有量が、0.16~0.22%である請求項1又は請求項2に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項4】
前記Niの含有量は、Moの含有量以下である請求項1又は請求項2に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項5】
前記Crの含有量は、Moの含有量の0.5倍以下である請求項1又は請求項2に記載のガスシールドアーク溶接用ソリッドワイヤ。
【請求項6】
下記式(31)を満たす化学組成を有する請求項1又は請求項2に記載のガスシールドアーク溶接用ソリッドワイヤ。
式(31):0.350≦Si/Mn
2
≦0.550
式(31)中、元素記号は該当する元素の含有量を質量%で表した場合の数値を示す。
【請求項7】
下記式(32)を満たす化学組成を有する請求項1又は請求項2に記載のガスシールドアーク溶接用ソリッドワイヤ。
式(32):0.075≦Si/Mn
2
≦0.200
式(32)中、元素記号は該当する元素の含有量を質量%で表した場合の数値を示す。
【請求項8】
前記Sの含有量が、0.0040%以下である請求項1又は請求項2に記載のガスシールドアーク溶接用ソリッドワイヤ。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ガスシールドアーク溶接用ソリッドワイヤに関する。
続きを表示(約 2,100 文字)
【0002】
ガスシールドアーク溶接は、様々な分野で広く用いられており、例えば、自動車分野では自動車車体、自動車部品(例えば足回り部材)などの溶接に用いられている。そして、自動車分野でのガスシールドアーク溶接には、ソリッドワイヤが用いられている。
【0003】
例えば、特許文献1には、「シールドガスを用いるガスシールドアーク溶接用であるとともに、亜鉛めっき鋼板溶接用のソリッドワイヤであって、当該ソリッドワイヤ全質量に対し、C、Si、Mn、P、S、O、Cr、を所定量含有し、残部がFeおよび不可避的不純物であり、1.0≦(Si質量%+Mn質量%)/{100(S質量%+O質量%)}≦4.0、0.50≦Mn質量%/Si質量%≦2.00を満足し、前記シールドガスは、25~40%のCO
2
ガスを含むArガスであるソリッドワイヤ」が開示されている。
【0004】
また、特許文献2には、「亜鉛めっき鋼板のガスシールドアーク溶接で用いられる溶接ワイヤであって、C:0.02~0.05質量%,Si:0.20~0.70質量%,Mn:1.0~2.0質量%,Cr:0.10~0.60質量%,P:0.008~0.020 質量%,S:0.008質量%以下,K:0.0001~0.0030質量%,Ca:0.0010質量%以下を含有するとともに、Si含有量,Mn含有量,Cr含有量が1.5≦[Si]+[Mn]≦2.5,0.6≦[Si]+3[Cr]≦2.0および2.0≦[Mn]/[Si]を満足する溶接ワイヤ」が開示されている。
【0005】
また、特許文献3には、「亜鉛めっき鋼板をパルスマグアーク溶接するに際し、C:0.02~0.10重量%、Si:0.3~0.7重量%及びMn:1.5~3.0重量%を基本合金成分として含有する亜鉛めっき鋼板溶接用ソリッドワイヤ」が開示されている。
【0006】
また、特許文献4には、「化学成分が、質量%で、C:0.03~0.15%、Si:0%超0.29%以下、Mn:0.5~2.8%、Ti:0.10~0.30%、Al:0.003~0.30%、Sn:0.02~0.40%、P:0%超0.015%以下、S:0%超0.030%以下、B:0~0.0100%、Cr:0~1.5%、Ni:0~3.0%、Mo:0~1.0%、Nb:0~0.3%、V:0~0.3%、Cu:0~0.50%、であり、残部が鉄および不純物からなり、Si、Mn、Ti、及びAlの含有量がSi×Mn≦0.30及び(Si+Mn/5)/(Ti+Al)≦3.0を満たすソリッドワイヤ」が開示されている。
【0007】
また、特許文献5には、「複数枚の薄鋼板をガスシールドアーク溶接により接合するためのガスシールドアーク溶接用ソリッドワイヤであって、ワイヤ全質量に対する質量%で、C:0.05~0.20%、Si:0.01~0.18%、Mn:1.0~3.0%、Ti:0.06~0.25%、Al:0.003~0.10%、B:0~0.0100%、P:0超~0.015%、S:0超~0.015%、及び任意元素を含み、残部が鉄および不純物からなり、Si×Mn≦0.30及び(Si+Mn/5)/(Ti+Al)≦3.0を満たし、さらにCeqが0.40~0.90%であるガスシールドアーク溶接用ソリッドワイヤ」が開示されている。
【0008】
また、特許文献6には、「めっきを含めたワイヤ全質量に対する質量%で、C:0.03~0.15%、Si:0.2~0.5%、Mn:0.3~0.8%、P:0.02%以下、S:0.02%以下、Al:0.1~0.3%、Ti:0.001~0.2%、Cu:0~0.5%、Cr:0~2.5%、Nb:0~1.0%、V:0~1.0%を含有し、残部がFeおよび不純物からなり、下記Xの値が、質量%で1.5~3.5%の範囲内にあるガスシールドアーク溶接用ソリッドワイヤである。また溶接金属として、下記式のXの値が、1.0~4.0%の範囲内にある溶接金属である。また、これらソリッドワイヤ又は溶接金属を利用した溶接継手、溶接部材、溶接方法、溶接継手の製造方法である。X=2×〔Si〕+〔Mn〕+3×〔Ti〕+5×〔Al〕」が開示されている。
【先行技術文献】
【特許文献】
【0009】
特開2013-184216号公報
特開2004-136342号公報
特開平8-309533号公報
特開2021-3717号公報
特開2021-3732号公報
国際公報2020/196869号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
自動車車体用の鋼板として、590MPa級、780MPa級の高強度鋼板に加え、980MPa級、1180MPa級、1470MPa級、又はこれらを超える強度の超高強度鋼板までも実用化されてきている。また耐食性を確保するために、自動車車体用の鋼板は亜鉛系のめっきが施される。さらに自動車車体には、電着塗装が施される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
4日前
日本製鉄株式会社
ボルト
8日前
日本製鉄株式会社
鉄道架線柱
4日前
日本製鉄株式会社
油井用金属管
4日前
日本製鉄株式会社
管用ねじ継手
5日前
日本製鉄株式会社
低P鋼の溶製方法
4日前
日本製鉄株式会社
鋼の連続鋳造方法
4日前
日本製鉄株式会社
金属材の冷却方法
4日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
5日前
日本製鉄株式会社
薄鋼板および連続鋳造鋳片
4日前
日本製鉄株式会社
Cu含有鋼鋳片の製造方法
4日前
日本製鉄株式会社
鋼板の延性破壊限界の評価方法
4日前
日本製鉄株式会社
誘導加熱装置及び誘導加熱方法
8日前
日本製鉄株式会社
H形断面部材及びH形断面部材の設計方法
8日前
日本製鉄株式会社
情報処理装置、情報処理方法及びプログラム
6日前
日本製鉄株式会社
金属化合物微粒子の分析方法および分散回収液
12日前
日本製鉄株式会社
溶融亜鉛めっき浴の成分分析方法および成分分析システム
12日前
日本製鉄株式会社
溶融亜鉛めっき浴の成分分析方法、管理方法及び成分分析システム
12日前
日本製鉄株式会社
油井用金属管及びその油井用金属管の潤滑被膜層を形成するための組成物
8日前
大和ハウス工業株式会社
大梁と小梁の接合構造、及び大梁と小梁の接合方法
4日前
日本製鉄株式会社
支持構造、弾性座屈応力度の評価方法、及び弾性座屈応力度の評価プログラム
12日前
日鉄エンジニアリング株式会社
顕熱回収装置及びその運転方法、並びに回転炉床炉設備
5日前
日本製鉄株式会社
鉄鋼材料中の金属化合物微粒子の分散溶媒の選定方法、鉄鋼材料中の金属化合物微粒子の分散回収方法及び鉄鋼材料中の金属化合物微粒子の分析方法
12日前
個人
面取り装置
5日前
個人
電気抵抗溶接用電極
2か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ろう付け装置
2か月前
株式会社FUJI
工作機械
1か月前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
菅機械産業株式会社
測長装置
2か月前
日東精工株式会社
チャックユニット
2か月前
津根精機株式会社
鉄筋切断装置
28日前
ブラザー工業株式会社
工作機械
8日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
ブラザー工業株式会社
工作機械
8日前
株式会社ダイヘン
回転アーク溶接方法
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ