TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024123292
公報種別
公開特許公報(A)
公開日
2024-09-11
出願番号
2023113302
出願日
2023-07-10
発明の名称
情報処理装置、情報処理方法及びプログラム
出願人
日本製鉄株式会社
代理人
弁理士法人ブライタス
主分類
G05B
23/02 20060101AFI20240904BHJP(制御;調整)
要約
【課題】非定常な動作を連続して行う設備から所望のデータを容易に取得する情報処理装置を提供する。
【解決手段】情報処理装置は、複数のステージを有するプロセスから取得された1または複数のプロセスデータを、ステージ毎に指定された切り出し条件に基づいて切り出した切り出しデータを取得するデータ切り出し部と、ステージ毎に、切り出しデータから特徴量を抽出する特徴量抽出ロジックを設定する、特徴量抽出ロジック設定部と、を備える。
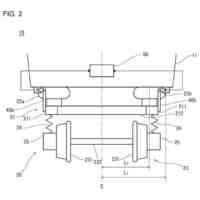
【選択図】図2
特許請求の範囲
【請求項1】
複数のステージを有するプロセスから取得された1または複数のプロセスデータを、前記ステージ毎に指定された切り出し条件に基づいて切り出した切り出しデータを取得するデータ切り出し部と、
前記ステージ毎に、前記切り出しデータから特徴量を抽出する特徴量抽出ロジックを設定する、特徴量抽出ロジック設定部と、
を備える、情報処理装置。
続きを表示(約 1,600 文字)
【請求項2】
前記プロセスデータは、前記切り出し条件の設定に用いる条件プロセスデータと、監視対象である監視プロセスデータと、を含み、
前記監視プロセスデータから前記切り出しデータを切り出す前記切り出し条件は、前記プロセスデータから選択された1または複数の前記条件プロセスデータに基づき設定される、請求項1に記載の情報処理装置。
【請求項3】
前記切り出し条件を設定する切り出し条件設定部を備え、
前記切り出し条件設定部は、前記条件プロセスデータの値または前記条件プロセスデータから導出される値を条件設定値として、前記条件設定値により定まる前記条件プロセスデータのデータ状態に基づき、前記切り出し条件を設定する、請求項2に記載の情報処理装置。
【請求項4】
前記データ状態は、前記条件設定値が、オン状態、オフ状態、指定の下限値以上である状態、指定の上限値以下である状態、指定の下限値未満である状態、または、指定の上限値を超える状態、のうちいずれかの状態である、請求項3に記載の情報処理装置。
【請求項5】
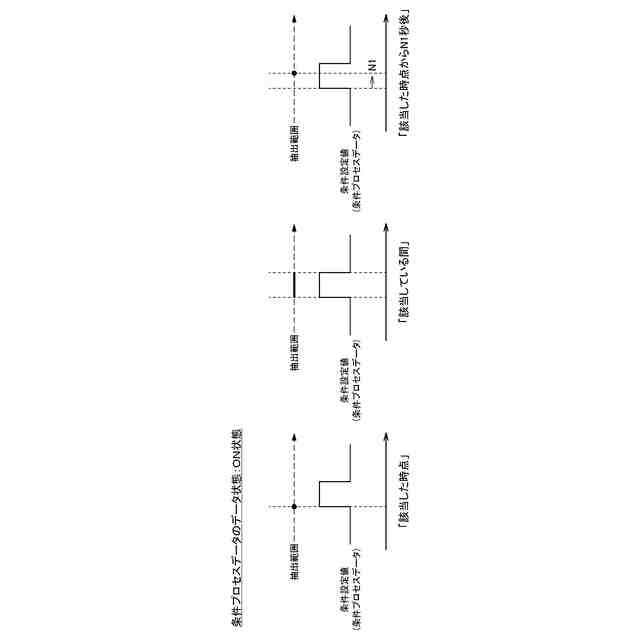
前記切り出し条件として、ユーザの指定により、前記条件プロセスデータそれぞれに対して条件プロセスデータを抽出する抽出形式が設定されており、
前記抽出形式には、前記条件プロセスデータが、設定された前記データ状態に該当した時点、または、前記条件プロセスデータが、設定された前記データ状態に該当している間、が設定される、請求項3に記載の情報処理装置。
【請求項6】
前記抽出形式に対して、ユーザの指定により、
前記条件プロセスデータがデータ状態に該当した時点を基準として指定する前または後の所定時間が設定されている、請求項5に記載の情報処理装置。
【請求項7】
前記特徴量抽出ロジック設定部は、前記特徴量抽出ロジックとして、
前記監視プロセスデータから切り出した切り出しデータの変化量を、前記特徴量として算出する変化量算出ロジック、
2つの前記監視プロセスデータからそれぞれ切り出した2つの切り出しデータの偏差、または、1つの前記監視プロセスデータから切り出した切り出しデータと予め設定された基準データとの偏差を算出し、前記偏差の代表値または積算値を前記特徴量として算出する偏差算出ロジック、
前記監視プロセスデータから切り出した切り出しデータの代表値または積算値を、前記特徴量として算出する切り出しロジック、または、
2つの前記監視プロセスデータからそれぞれ切り出した2つの切り出しデータがユーザに指定された状態に該当した時間の差を、前記特徴量として算出する時間計測ロジック、を設定する、請求項2に記載の情報処理装置。
【請求項8】
ユーザ端末に表示する情報を処理する表示処理部を備え、
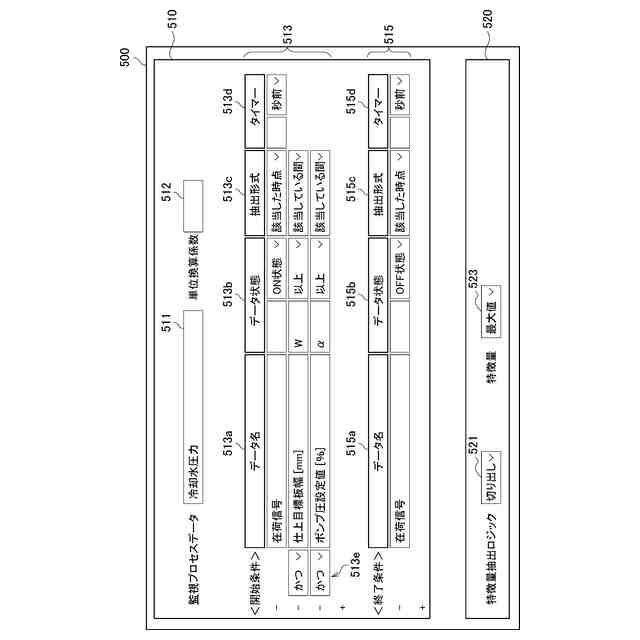
前記表示処理部は、前記切り出し条件の設定項目を入力するための条件設定エリアを含む設定画面をユーザ端末に表示させ、
前記切り出し条件設定部は、ユーザによって前記設定画面の前記条件設定エリアに入力された情報に基づいて、前記切り出し条件を設定する、請求項3~7のいずれか1項に記載の情報処理装置。
【請求項9】
前記表示処理部は、前記特徴量抽出ロジックの設定項目を入力するための特徴量抽出ロジック設定エリアを含む設定画面をユーザ端末に表示させ、
前記特徴量抽出ロジック設定部は、ユーザによって前記設定画面の前記特徴量抽出ロジック設定エリアに入力された情報に基づいて、前記特徴量抽出ロジックを設定する、請求項8に記載の情報処理装置。
【請求項10】
前記プロセスにおいて稼働する設備の監視項目の動向を表す前記特徴量に基づいて、前記プロセスの異常を検知する異常検知部を備える、請求項1~7のいずれか1項に記載の情報処理装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、情報処理装置、情報処理方法及びプログラムに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
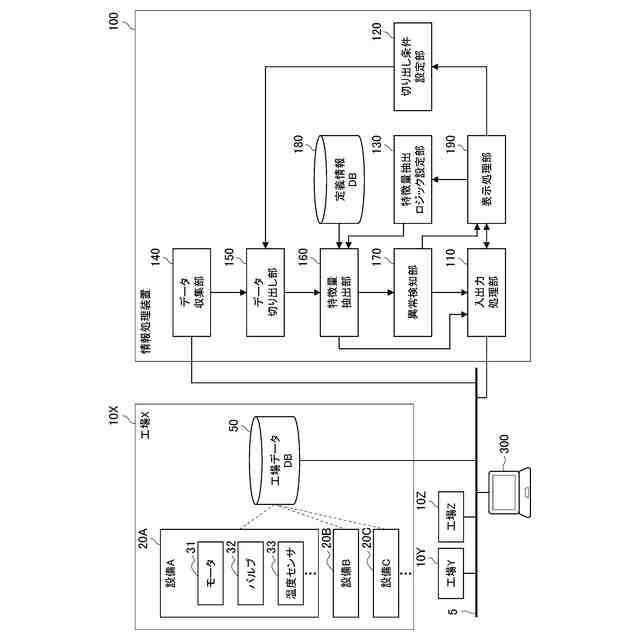
工場内に設置された各種設備の保全効率化及び操業安定化を目的として、設備データ、操業データを監視して、設備の異常を検知する技術が提案されている。ここで、設備データは、操業時に設備を構成するモータやシリンダ、バルブ等の機器から得られるデータであり、例えば回転数や電流値、速度、角速度、オンオフ状態等のような設備を構成する機器の動作に関するデータである。操業データは、設備に設置された温度センサ、湿度センサ等の計測機器から得られるデータであり、例えば温度、湿度等の計測機器により計測された計測値(センサ値)である。
【0003】
例えば特許文献1には、プラント運転におけるオペレータの運転効率を向上させるためのプラント運転支援装置であって、装置及び機器をユニットの形式で記述した運転操作手順を画面に表示し、画面表示したユニットの形式の運転操作手順に従ってプラント運転の支援を実行する技術が開示されている。かかる技術では、ユニット毎にこれを形成しているオブジェクト群を定義していくだけでそのユニットのシーケンス操作と監視ロジックとを簡単にひとまとめとして一体に生成することができる。
【先行技術文献】
【特許文献】
【0004】
特開2005-346562号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献1に記載の技術では、例えばプラントの異常時等においてアラームを発生させる等の処理条件をオペレータが設定する必要がなく、プログラミング等の特別な知識を持たない人でも直感的かつ簡単に処理条件を設定することができる。しかし、上記特許文献1に記載の技術では、常に同じ動作を繰り返している設備の定常運転動作を監視対象としており、非定常な動作を連続して行う設備の非定常運転動作を監視対象とする場合に、処理条件を容易に設定するのは難しい。また、例えば鉄鋼設備は非定常な動作を連続して行う上、操業条件に応じて動作仕様が多様に変化する。このような設備の動作を監視するには、特定の時間領域を細かく指定して監視条件を揃え、比較可能にしたデータを用意する必要がある。
【0006】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、非定常な動作を連続して行う設備から、所望のデータを容易に取得することが可能な、情報処理装置、情報処理方法及びプログラムを提供することにある。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明のある観点によれば、複数のステージを有するプロセスから取得された1または複数のプロセスデータを、ステージ毎に指定された切り出し条件に基づいて切り出した切り出しデータを取得するデータ切り出し部と、ステージ毎に、切り出しデータから特徴量を抽出する特徴量抽出ロジックを設定する、特徴量抽出ロジック設定部と、を備える、情報処理装置が提供される。
【0008】
プロセスデータは、切り出し条件の設定に用いる条件プロセスデータと、監視対象である監視プロセスデータと、を含み、監視プロセスデータから切り出しデータを切り出す切り出し条件は、プロセスデータから選択された1または複数の条件プロセスデータに基づき設定されてもよい。
【0009】
情報処理装置は、切り出し条件を設定する切り出し条件設定部を備え、切り出し条件設定部は、条件プロセスデータの値または条件プロセスデータから導出される値を条件設定値として、条件設定値により定まる条件プロセスデータのデータ状態に基づき、切り出し条件を設定してもよい。
【0010】
データ状態は、条件設定値が、オン状態、オフ状態、指定の下限値以上である状態、指定の上限値以下である状態、指定の下限値未満である状態、または、指定の上限値を超える状態、のうちいずれかの状態であってもよい。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
6日前
日本製鉄株式会社
鋼矢板
20日前
日本製鉄株式会社
ボルト
10日前
日本製鉄株式会社
耐火構造物
今日
日本製鉄株式会社
耐火構造物
今日
日本製鉄株式会社
耐火構造物
今日
日本製鉄株式会社
クランク軸
今日
日本製鉄株式会社
鉄道架線柱
6日前
日本製鉄株式会社
管用ねじ継手
27日前
日本製鉄株式会社
油井用金属管
6日前
日本製鉄株式会社
連続鋳造装置
14日前
日本製鉄株式会社
管用ねじ継手
7日前
日本製鉄株式会社
連続鋳造方法
16日前
日本製鉄株式会社
連続鋳造装置
16日前
日本製鉄株式会社
転炉精錬方法
16日前
日本製鉄株式会社
表面処理鋼板
29日前
日本製鉄株式会社
溶銑の製造方法
今日
日本製鉄株式会社
鋼管用ねじ継手
27日前
日本製鉄株式会社
鋼の連続鋳造方法
16日前
日本製鉄株式会社
モールドパウダー
20日前
日本製鉄株式会社
低P鋼の溶製方法
6日前
日本製鉄株式会社
金属材の冷却方法
6日前
日本製鉄株式会社
鋼の連続鋳造方法
6日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
7日前
日本製鉄株式会社
光触媒及びその製造方法
16日前
日本製鉄株式会社
鋼板及び鋼板の製造方法
16日前
日本製鉄株式会社
高温流体の配管移送装置
今日
日本製鉄株式会社
Cu含有鋼鋳片の製造方法
6日前
日本製鉄株式会社
空気ばねの高さの計算方法
20日前
日本製鉄株式会社
梁接合構造及び梁接合方法
今日
日本製鉄株式会社
薄鋼板および連続鋳造鋳片
6日前
日本製鉄株式会社
梁接合構造及び梁接合方法
今日
日本製鉄株式会社
RH真空脱ガス設備の下部槽
23日前
日本製鉄株式会社
高炉用コークスの品質評価方法
今日
日本製鉄株式会社
高炉用コークスの品質評価方法
今日
日本製鉄株式会社
鋼板の延性破壊限界の評価方法
6日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ