TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024115817
公報種別
公開特許公報(A)
公開日
2024-08-27
出願番号
2023021667
出願日
2023-02-15
発明の名称
アーク型電気炉およびアーク型電気炉の操業方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
C21C
5/52 20060101AFI20240820BHJP(鉄冶金)
要約
【課題】吹き込まれたガスによる仕事量の損失を最小化して溶鋼を効率的に攪拌する。
【解決手段】断面に少なくとも部分的に円形部分を含む炉体と、炉体の底部に配置される下部電極と、炉体の上方に配置され、下部電極との間で通電されることによって炉体に収容された溶鋼の湯面との間にアークを発生させる上部電極と、炉体の底部で、円形部分の中心を重心とする正多角形の頂点付近に配置される3本以上の底吹きノズルとを備え、底吹きノズル1本あたりのガス流量をQ[Nm
3
/h]、円形部分の半径r
0
[m]、底吹きノズルの数をnとしたときに、円形部分の中心から正多角形の頂点までの距離r[m]が式(i)を満たす、アーク型電気炉。
<com:Image com:imageContentCategory="Drawing"> <com:ImageFormatCategory>TIFF</com:ImageFormatCategory> <com:FileName>2024115817000011.tif</com:FileName> <com:HeightMeasure com:measureUnitCode="Mm">12</com:HeightMeasure> <com:WidthMeasure com:measureUnitCode="Mm">140</com:WidthMeasure> </com:Image>
【選択図】図1
特許請求の範囲
【請求項1】
断面に少なくとも部分的に円形部分を含む炉体と、
前記炉体の底部に配置される下部電極と、
前記炉体の上方に配置され、前記下部電極との間で通電されることによって前記炉体に収容された溶鋼の湯面との間にアークを発生させる上部電極と、
前記炉体の底部で、前記円形部分の中心を重心とする正多角形の頂点付近に配置される3本以上の底吹きノズルとを備え、
前記底吹きノズル1本あたりのガス流量をQ[Nm
3
/h]、前記円形部分の半径r
0
[m]、前記底吹きノズルの数をnとしたときに、前記円形部分の中心から前記正多角形の頂点までの距離r[m]が式(i)を満たし、
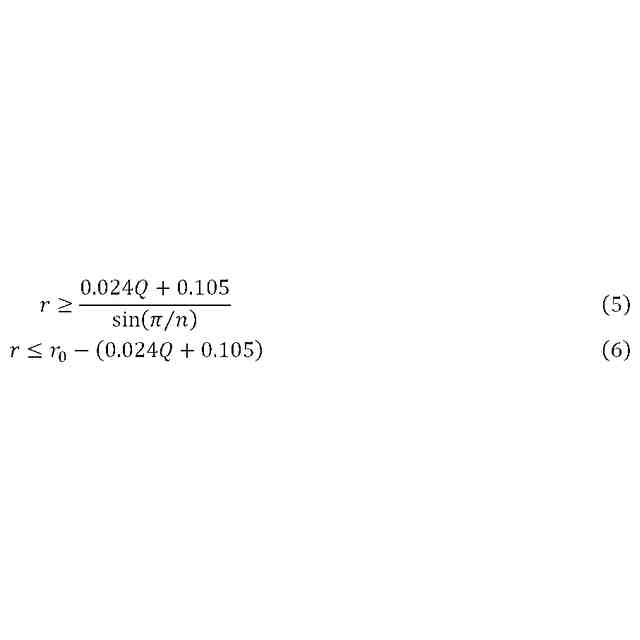
前記底吹きノズルは、隣接する底吹きノズルまでの距離が0.048Q+0.21[m]以上、かつ炉壁までの距離が0.024Q+0.105[m]以上になるように、前記正多角形の頂点からの距離が0.024Q+0.105[m]以下の範囲に配置される、アーク型電気炉。
TIFF
2024115817000009.tif
12
140
続きを表示(約 690 文字)
【請求項2】
前記底吹きノズル1本あたりのガス流量Qは、2.5Nm
3
/h以上18Nm
3
/h以下である、請求項1に記載のアーク型電気炉。
【請求項3】
前記円形部分の中心から前記正多角形の頂点までの距離rの前記円形部分の半径r
0
に対する比r/r
0
が0.75未満である、請求項1または請求項2に記載のアーク型電気炉。
【請求項4】
断面に少なくとも部分的に円形部分を含む炉体と、前記炉体の底部に配置される下部電極と、前記炉体の上方に配置され、前記下部電極との間で通電されることによって前記炉体に収容された溶鋼の湯面との間にアークを発生させる上部電極と、前記炉体の底部で、前記円形部分の中心を重心とする正多角形の頂点付近に配置される3本以上の底吹きノズルとを備えるアーク型電気炉の操業方法であって、
前記円形部分の半径r
0
[m]、前記底吹きノズルの数をn、前記円形部分の中心から前記正多角形の頂点までの距離r[m]としたときに、式(i)が満たされ、前記底吹きノズルから隣接する底吹きノズルまでの距離が0.048Q+0.21[m]以上、かつ前記底吹きノズルから炉壁までの距離が0.024Q+0.105[m]以上になるように前記底吹きノズル1本あたりのガス流量Q[Nm
3
/h]を決定する、アーク型電気炉の操業方法。
TIFF
2024115817000010.tif
12
140
発明の詳細な説明
【技術分野】
【0001】
本発明は、アーク型電気炉およびアーク型電気炉の操業方法に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
溶鋼の精錬に用いられる電気炉では、炉底部に底吹きノズルが配置され、底吹きノズルから吹き込まれる不活性ガスによって炉内の溶鋼を攪拌することが一般的である。溶鋼中に吹き込まれた不活性ガスは、湯面まで浮上する過程において熱膨張し、これによって周囲の溶鋼に流動が発生する。溶鋼を攪拌して温度や成分を均一化することによって、電気炉内での精錬反応を促進することができる。このような電気炉の底吹きノズルに関する技術としては、例えば特許文献1がある。特許文献1では、底吹きノズルからガスまたは粉体を1本あたり50Nm
3
/h以上吹き込む電気炉において、上部電極表面および溶湯最大表面直径のそれぞれから長さL以上離れた位置に底吹きノズルを配置し、Lは溶湯の盛り上がりおよびその崩れ落ちの範囲である技術が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開平6-145761号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のような電気炉では、底吹きノズルから吹き込まれるガス流量が大きく、従って不活性ガスの浮上および熱膨張によって溶鋼に与えられる仕事量も大きいほど、溶鋼を攪拌する力は大きくなる。その一方で、例えば底吹きノズル同士が近接している場合にそれぞれの底吹きノズルから吹き込まれたガスによる溶鋼の流動が干渉したり、底吹きノズルが炉壁に近接している場合に溶鋼の流動が炉壁に衝突したりすると溶鋼に与えられた仕事量における損失が大きくなり、溶鋼の攪拌がむしろ阻害される可能性もある。それゆえ、不活性ガスの流量は大きければよいとは限らず、底吹きノズルの配置を考慮して最適化することが必要になる。
【0005】
この点において、特許文献1に記載された50Nm
3
/h以上の流量は底吹きノズルの配置を考慮して最適化されているわけではないため、場合によっては多すぎる可能性がある。その一方で、ガス流量が少なすぎても、溶鋼の攪拌が不十分であるために精錬反応の進行速度や炉内に投入された原料の溶解速度が低下する可能性がある。電気炉内の溶鋼およびスラグは高温であるため直接観察することが難しく、また溶鋼表面やスラグ表面のような自由界面の運動を伴うシミュレーションは難易度が高いため、底吹きノズルから吹き込まれるガス流量が溶鋼の流動や湯面の状態に対して与える影響を定量的に考慮して電気炉を設計することはこれまで行われてこなかった。
【0006】
そこで、本発明は、例えばこれまで実施されてこなかった18Nm
3
/h以下の低ガス流量領域において、吹き込まれたガスによる仕事量の損失を最小化して溶鋼を効率的に攪拌することが可能なアーク型電気炉およびアーク型電気炉の操業方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
[1]断面に少なくとも部分的に円形部分を含む炉体と、上記炉体の底部に配置される下部電極と、上記炉体の上方に配置され、上記下部電極との間で通電されることによって上記炉体に収容された溶鋼の湯面との間にアークを発生させる上部電極と、上記炉体の底部で、上記円形部分の中心を重心とする正多角形の頂点付近に配置される3本以上の底吹きノズルとを備え、上記底吹きノズル1本あたりのガス流量をQ[Nm
3
/h]、上記円形部分の半径r
0
[m]、上記底吹きノズルの数をnとしたときに、上記円形部分の中心から上記正多角形の頂点までの距離r[m]が式(i)を満たし、上記底吹きノズルは、隣接する底吹きノズルまでの距離が0.048Q+0.21[m]以上、かつ炉壁までの距離が0.024Q+0.105[m]以上になるように、上記正多角形の頂点からの距離が0.024Q+0.105[m]以下の範囲に配置される、アーク型電気炉。
TIFF
2024115817000002.tif
12
140
[2]上記底吹きノズル1本あたりのガス流量Qは、2.5Nm
3
/h以上18Nm
3
/h以下である、[1]に記載のアーク型電気炉。
[3]上記円形部分の中心から上記正多角形の頂点までの距離rの上記円形部分の半径r
0
に対する比r/r
0
が0.75未満である、[1]または[2]に記載のアーク型電気炉。
[4]断面に少なくとも部分的に円形部分を含む炉体と、上記炉体の底部に配置される下部電極と、上記炉体の上方に配置され、上記下部電極との間で通電されることによって上記炉体に収容された溶鋼の湯面との間にアークを発生させる上部電極と、上記炉体の底部で、上記円形部分の中心を重心とする正多角形の頂点付近に配置される3本以上の底吹きノズルとを備えるアーク型電気炉の操業方法であって、上記円形部分の半径r
0
[m]、上記底吹きノズルの数をn、上記円形部分の中心から上記正多角形の頂点までの距離r[m]としたときに、式(i)が満たされ、上記底吹きノズルから隣接する底吹きノズルまでの距離が0.048Q+0.21[m]以上、かつ上記底吹きノズルから炉壁までの距離が0.024Q+0.105[m]以上になるように上記底吹きノズル1本あたりのガス流量Q[Nm
3
/h]を決定する、アーク型電気炉の操業方法。
TIFF
2024115817000003.tif
12
140
【発明の効果】
【0008】
上記の構成によれば、数値流体計算の結果に基づいて底吹きノズル1本あたりのガス流量に基づいて底吹きノズルの配置を最適化する、または底吹きノズルの配置に基づいてガス流量を最適化することができるため、溶鋼を効率的に攪拌することができる。
【図面の簡単な説明】
【0009】
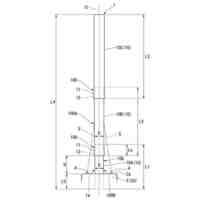
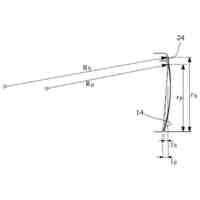
本発明の一実施形態に係るアーク型電気炉の構造を示す図である。
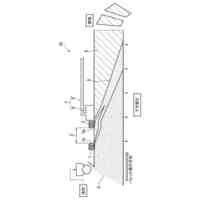
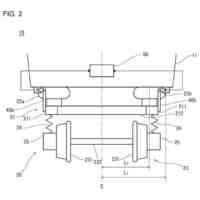
図1のII-II線に沿った断面図である。
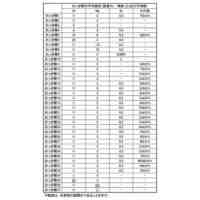
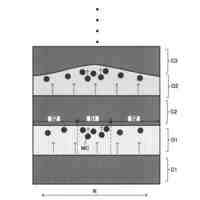
数値流体計算を実施した各ケースにおける底吹きノズルの配置を示す図である。
図3に示された各ケースにおいて底吹きノズル1本あたりのガス流量を18Nm
3
/hとした場合の溶鋼湯面における攪拌動力密度分布を示す図である。
底吹きノズル1本あたりのガス流量を18Nm
3
/hとした場合の溶鋼断面における攪拌動力密度分布を示す図である。
r/r
0
=0.8としてガス流量を変化させた場合の溶鋼断面における攪拌動力密度分布を示す図である。
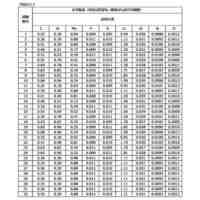
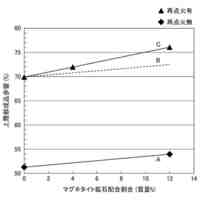
攪拌領域の直径と底吹きノズル1本あたりのガス流量との関係を示すグラフである。
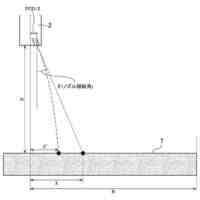
本実施形態における底吹きノズルの配置条件について概念的に示す図である。
数値流体計算によって算出された攪拌動力密度とr/r
0
との関係を示すグラフである。
【発明を実施するための形態】
【0010】
図1は本発明の一実施形態に係るアーク型電気炉の構造を示す図であり、図2は図1のII-II線に沿った断面図である。アーク型電気炉1は、溶鋼Sが収容される炉体11、炉体11の開口部を囲む水冷パネル12、および水冷パネル12の上部を覆う蓋体13を含む。還元鉄は、蓋体13に形成された原料投入管14から炉内に投入される。炉体11の上方には上部電極15が配置され、炉体11の底部に配置された下部電極16との間で通電して上部電極15と溶鋼Sの湯面との間にアーク17を発生させることによって炉内が加熱され、投入された還元鉄が溶解される。図2に示された例においてアーク型電気炉1は3本の上部電極15を有する交流電気炉であるが、例えば2本以下、または4本以上の電極を有する直流電気炉とすることも可能である。炉体11には、精錬後の溶鋼Sを排出する出鋼孔18、および精錬で発生するスラグを排出する出滓孔19も形成される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
4日前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鋼矢板
18日前
日本製鉄株式会社
ボルト
8日前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
鉄道架線柱
4日前
日本製鉄株式会社
連続鋳造方法
14日前
日本製鉄株式会社
連続鋳造装置
12日前
日本製鉄株式会社
管用ねじ継手
25日前
日本製鉄株式会社
表面処理鋼板
27日前
日本製鉄株式会社
転炉精錬方法
14日前
日本製鉄株式会社
連続鋳造装置
14日前
日本製鉄株式会社
管用ねじ継手
5日前
日本製鉄株式会社
油井用金属管
4日前
日本製鉄株式会社
鋼管用ねじ継手
25日前
日本製鉄株式会社
高炉の操業方法
29日前
日本製鉄株式会社
モールドパウダー
18日前
日本製鉄株式会社
低P鋼の溶製方法
4日前
日本製鉄株式会社
金属材の冷却方法
4日前
日本製鉄株式会社
鋼の連続鋳造方法
4日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
14日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
開孔機の冷却方法
1か月前
日本製鉄株式会社
原燃料炭材の製造方法
29日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
5日前
日本製鉄株式会社
高力ボルト摩擦接合構造
29日前
日本製鉄株式会社
光触媒及びその製造方法
14日前
日本製鉄株式会社
鋼板及び鋼板の製造方法
14日前
日本製鉄株式会社
板材の内部空孔径推定方法
1か月前
日本製鉄株式会社
Cu含有鋼鋳片の製造方法
4日前
日本製鉄株式会社
薄鋼板および連続鋳造鋳片
4日前
日本製鉄株式会社
空気ばねの高さの計算方法
18日前
日本製鉄株式会社
RH真空脱ガス設備の下部槽
21日前
日本製鉄株式会社
鋼板の延性破壊限界の評価方法
4日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ