TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024088007
公報種別
公開特許公報(A)
公開日
2024-07-02
出願番号
2022202946
出願日
2022-12-20
発明の名称
送り装置及び送り装置の制御方法
出願人
株式会社アマダ
,
株式会社アマダプレスシステム
代理人
個人
,
個人
主分類
B21D
1/02 20060101AFI20240625BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】アクチュエータによるロールの開閉動作時に、ワークに最適化した開閉動作を行うことができる送り装置及び送り装置の制御方法を提供すること。
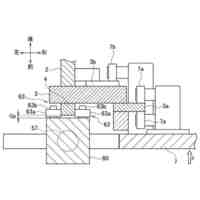
【解決手段】ワークロールが当接した閉状態、又は、ワークロールが離間した開状態、となるように上ワークロールを移動させるアクチュエータ280と、流体をB室280Bに供給しA室280Aから排出する第1状態と、流体をA室280Aに供給しB室280Bから排出する第2状態と、を切り替える方向切替弁420と、流体の排出を遮断する遮断弁430と、方向切替弁420を第1状態に切り替えてワークロールを閉状態とし、方向切替弁を第2状態に切り替えてワークロールを開状態とするように制御する制御部と、を備え、制御部は、ワークロールを閉状態から開状態にしたとき、遮断開始時間が経過したらB室280Bからの流体の排出を遮断させるよう遮断弁430を制御する。
【選択図】図5
特許請求の範囲
【請求項1】
ワークを搬送する第1回転体及び第2回転体と、
第1室及び第2室を有し、前記第1回転体と前記第2回転体とが当接した閉状態、又は、前記第1回転体が前記第2回転体から離間した開状態、となるように前記第1回転体を移動させるアクチュエータと、
流体源から流体を前記第1室に供給し前記第2室から排出する第1状態と、前記流体を前記第2室に供給し前記第1室から排出する第2状態と、を切り替える切替手段と、
前記流体の排出を遮断する遮断手段と、
前記切替手段を前記第1状態に切り替えることで前記第1回転体及び前記第2回転体を前記閉状態とし、前記切替手段を前記第2状態に切り替えることで前記第1回転体及び前記第2回転体を前記開状態とするように制御する制御手段と、
を備え、
前記制御手段は、前記第1回転体及び前記第2回転体を前記閉状態から前記開状態にしたとき、所定時間が経過したら前記第1室からの前記流体の排出を遮断させるよう前記遮断手段を制御する、送り装置。
続きを表示(約 1,100 文字)
【請求項2】
前記所定時間は、前記ワークに関する情報に基づいて設定される、請求項1に記載の送り装置。
【請求項3】
前記切替手段は、前記アクチュエータと前記遮断手段との間に接続されている、請求項1に記載の送り装置。
【請求項4】
前記遮断手段は、前記アクチュエータと前記切替手段との間に接続されている、請求項1に記載の送り装置。
【請求項5】
前記切替手段及び前記遮断手段は、電磁弁である、請求項1から請求項4のうちのいずれか1項に記載の送り装置。
【請求項6】
ワークを搬送する第1回転体及び第2回転体と、
ピストンと、前記ピストンによって分けられた第1室及び第2室と、を有し、前記第1回転体と前記第2回転体とが当接した閉状態、又は、前記第1回転体が前記第2回転体から離間した開状態、となるように前記第1回転体を移動させるシリンダと、
前記シリンダを制御する制御手段と、
を備え、
前記制御手段は、前記第1回転体及び前記第2回転体を前記閉状態から前記開状態にしたとき、前記第1室の圧力と前記第2室の圧力との差がなくなることで前記ピストンの移動が停止するように前記シリンダを制御する、送り装置。
【請求項7】
ワークを搬送する送り装置の制御方法であって、
前記送り装置は、
ワークを搬送する第1回転体及び第2回転体と、
第1室及び第2室を有し、前記第1回転体と前記第2回転体とが当接した閉状態、又は、前記第1回転体が前記第2回転体から離間した開状態、となるように前記第1回転体を移動させるアクチュエータと、
流体源から流体を前記第1室に供給し前記第2室から排出する第1状態と、前記流体を前記第2室に供給し前記第1室から排出する第2状態と、を切り替える切替手段と、
前記流体の排出を遮断する遮断手段と、
前記切替手段を前記第1状態に切り替えることで前記第1回転体及び前記第2回転体を前記閉状態とし、前記切替手段を前記第2状態に切り替えることで前記第1回転体及び前記第2回転体を前記開状態とするように制御する制御手段と、
を備え、
前記第1回転体及び前記第2回転体を前記閉状態から前記開状態にするように前記制御手段が前記切替手段を制御するリリース工程と、
前記リリース工程を開始してから所定時間が経過したら前記第1室からの前記流体の排出を遮断させるように前記制御手段が前記遮断手段を制御する遮断工程と、
を備える送り装置の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、送り装置及び送り装置の制御方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
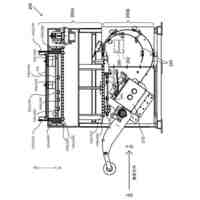
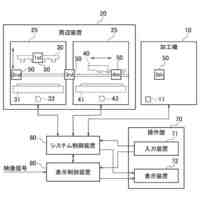
従来、ワークの巻き癖等を矯正しつつワークを搬送するレベラフィーダ等の送り装置は、ワークロール等を備えている(例えば、特許文献1参照)。送り装置には、圧縮エア等の気体又は油等の液体といった流体(以下、作動流体等という。)を用いたシリンダ等のアクチュエータによって、ワークロール等の開閉動作を行うものがある。ワークロール等の開閉動作は、送り装置がプレス装置から開閉動作の制御信号を受け、電磁弁等の切り替え装置を作動させ、シリンダ等のアクチュエータを動作させることで行われる。
【先行技術文献】
【特許文献】
【0003】
特開2004-216427号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の送り装置では、アクチュエータの作動位置を検出していないため、ワークに対してワークロール等を必要以上に開いた状態にしてしまい(リリースしてしまい)、上下のロール間の隙間が大きくなっている。このようにアクチュエータが不要な範囲まで移動することで、作動流体等や電力をより多く消費してしまう。また、プレス装置の生産スピードが上がるにつれ、ワークロール等の開閉動作が生産スピードに追従できなくなってくる。さらに、挟持していたワークからワークロール等を開状態とする際にワークとワークロール等との隙間が大きくなることで、ワークロール等を閉状態としワークとワークロール等とが当接したときに、騒音やワークへの傷、機械本体への負荷がかかるという課題もある。
【0005】
本発明は、上記の事情に鑑みてなされたもので、アクチュエータによるロールの開閉動作時に、ワークに最適化した開閉動作を行うことができる送り装置及び送り装置の制御方法を提供することを例示的課題とする。
【課題を解決するための手段】
【0006】
上述した課題を解決するために、本発明は、以下の構成を備える。
【0007】
(1)ワークを搬送する第1回転体及び第2回転体と、第1室及び第2室を有し、前記第1回転体と前記第2回転体とが当接した閉状態、又は、前記第1回転体が前記第2回転体から離間した開状態、となるように前記第1回転体を移動させるアクチュエータと、流体源から流体を前記第1室(B)に供給し前記第2室(A)から排出する第1状態と、前記流体を前記第2室(A)に供給し前記第1室(B)から排出する第2状態と、を切り替える切替手段と、前記流体の排出を遮断する遮断手段と、前記切替手段を前記第1状態に切り替えることで前記第1回転体及び前記第2回転体を前記閉状態とし、前記切替手段を前記第2状態に切り替えることで前記第1回転体及び前記第2回転体を前記開状態とするように制御する制御手段と、を備え、前記制御手段は、前記第1回転体及び前記第2回転体を前記閉状態から前記開状態にしたとき、所定時間が経過したら前記第1室からの前記流体の排出を遮断させるよう前記遮断手段を制御する、送り装置。
【0008】
(2)ワークを搬送する第1回転体及び第2回転体と、ピストンと、前記ピストンによって分けられた第1室及び第2室と、を有し、前記第1回転体と前記第2回転体とが当接した閉状態、又は、前記第1回転体が前記第2回転体から離間した開状態、となるように前記第1回転体を移動させるシリンダと、前記シリンダを制御する制御手段と、を備え、前記制御手段は、前記第1回転体及び前記第2回転体を前記閉状態から前記開状態にしたとき、前記第1室の圧力と前記第2室の圧力との差がなくなることで前記ピストンの移動が停止するように前記シリンダを制御する、送り装置。
【0009】
本発明の更なる目的又はその他の特徴は、以下添付図面を参照して説明される好ましい実施の形態によって明らかにされるであろう。
【発明の効果】
【0010】
本発明の一態様によれば、アクチュエータによるロールの開閉動作時に、ワークに最適化した開閉動作を行うことができる送り装置及び送り装置の制御方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
自動搬送車
22日前
株式会社アマダ
曲げ加工機
1か月前
株式会社アマダ
送り装置及び送り装置の調整方法
5日前
株式会社アマダ
映像表示システム、及び映像表示方法
5日前
株式会社アマダ
レーザ光源ユニット及びレーザ光源モジュール
1か月前
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
1か月前
株式会社プロテリアル
熱間鍛造用金型
8日前
トヨタ自動車株式会社
交換装置
4か月前
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ自動車株式会社
プレス金型
1か月前
株式会社ゴーシュー
歯車素材
1日前
トヨタ自動車株式会社
鍛造加工装置
3か月前
トヨタ紡織株式会社
金型装置
23日前
トヨタ自動車株式会社
プレス成型方法
2か月前
大裕株式会社
鋼矢板の矯正装置
1か月前
株式会社サンテック
ヘミング加工方法
5か月前
石田鉄工株式会社
格子状製品の製造方法
1か月前
株式会社小矢部精機
膜厚制御装置
2か月前
株式会社リード
金属管曲げ型
2か月前
村田機械株式会社
上型ホルダ及びプレス機械
2か月前
株式会社不二越
歯車転造加工ユニット
3か月前
ニデック株式会社
金型及び打ち抜き方法
23日前
トヨタ自動車株式会社
アウタパネルの製造方法
4か月前
冨士発條株式会社
トリミング装置
5日前
冨士発條株式会社
プレス成形方法
4か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
JFEスチール株式会社
プレス成形品の製造方法
5か月前
本田技研工業株式会社
プレス成形方法
5か月前
本田技研工業株式会社
プレス成形方法
5か月前
ニデック株式会社
金型及びプレス加工装置
23日前
株式会社ダイナックス
打抜き加工用パンチ
6か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ