TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024078709
公報種別
公開特許公報(A)
公開日
2024-06-11
出願番号
2022191204
出願日
2022-11-30
発明の名称
ワークピースの研磨レートの応答性プロファイルを作成する方法、および研磨方法
出願人
株式会社荏原製作所
代理人
個人
,
個人
,
個人
,
個人
主分類
H01L
21/304 20060101AFI20240604BHJP(基本的電気素子)
要約
【課題】ウェーハなどのワークピースを研磨パッドに押し付ける圧力の変化に対する研磨レートの応答性を正確に取得することができる方法を提供する。
【解決手段】本方法は、研磨ヘッド7の第1圧力室内の圧力変化に対する研磨レートの応答性の分布を示す推定研磨レート応答性プロファイルをシミュレーションを用いて作成し、第2圧力室内の圧力変化に対する研磨レートの応答性の分布を示す実研磨レート応答性プロファイルをワークピースの研磨結果を用いて作成し、推定研磨レート応答性プロファイルと実研磨レート応答性プロファイルを組み合わせることにより、ハイブリッド研磨レート応答性プロファイルを作成する。
【選択図】図8
特許請求の範囲
【請求項1】
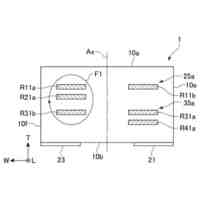
半導体デバイスの製造に使用されるワークピースを、第1圧力室および第2圧力室が内側に形成された弾性膜で研磨パッドに押し付けたときの前記第1圧力室および前記第2圧力室内の圧力変化に対する研磨レートの応答性の分布を示す研磨レート応答性プロファイルを作成する方法であって、
前記第1圧力室内の圧力変化に対する研磨レートの応答性の分布を示す推定研磨レート応答性プロファイルをシミュレーションを用いて作成し、
前記第2圧力室内の圧力変化に対する研磨レートの応答性の分布を示す実研磨レート応答性プロファイルをワークピースの研磨結果を用いて作成し、
前記推定研磨レート応答性プロファイルと前記実研磨レート応答性プロファイルを組み合わせることにより、ハイブリッド研磨レート応答性プロファイルを作成する、方法。
続きを表示(約 2,100 文字)
【請求項2】
前記推定研磨レート応答性プロファイルを作成する工程は、
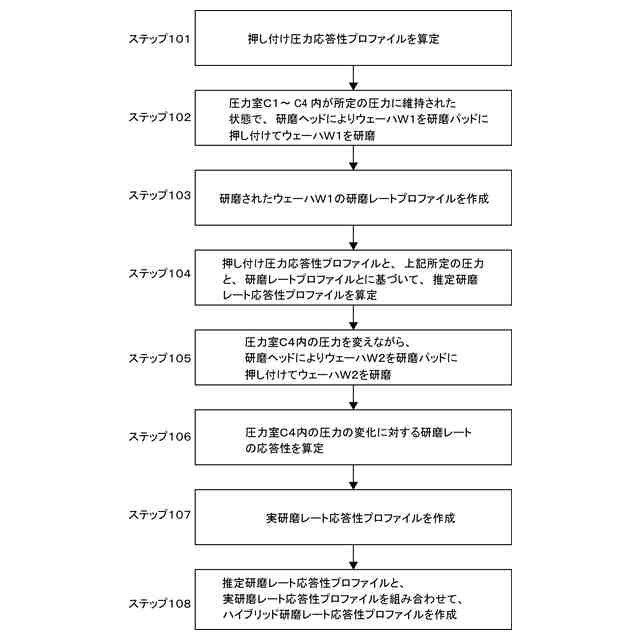
前記第1圧力室内の単位圧力の変化に応答して変化した、第1ワークピースから前記研磨パッドに加えられる押し付け圧力の分布を示す押し付け圧力応答性プロファイルをシミュレーションにより算定し、
前記第1圧力室内が所定の圧力に維持された状態で、前記第1ワークピースを前記研磨パッドに押し付けて前記第1ワークピースを研磨し、
前記研磨された第1ワークピースの研磨レートの分布を示す研磨レートプロファイルを作成し、
前記押し付け圧力応答性プロファイルと、前記所定の圧力と、前記研磨レートプロファイルに基づいて、前記推定研磨レート応答性プロファイルを作成することを含む、請求項1に記載の方法。
【請求項3】
前記推定研磨レート応答性プロファイルを作成する工程は、
前記押し付け圧力応答性プロファイルに前記所定の圧力および研磨レート係数を乗算して仮想研磨レートプロファイルを作成し、
前記研磨レートプロファイルと前記仮想研磨レートプロファイルとの差を最小とする前記研磨レート係数を決定し、
前記押し付け圧力応答性プロファイルに前記決定された研磨レート係数を乗算して前記推定研磨レート応答性プロファイルを作成することを含む、請求項2に記載の方法。
【請求項4】
前記押し付け圧力応答性プロファイルを算定する工程は、
前記第1圧力室内に第1圧力を持つ気体を供給したときの第1押し付け圧力の分布と、前記第1圧力室内に第2圧力を持つ気体を供給したときの第2押し付け圧力の分布をシミュレーションにより算定し、
前記第1ワークピース上の半径方向の各位置において、前記第1押し付け圧力と前記第2押し付け圧力との差を、前記第1圧力と前記第2圧力との差で割り算することで、前記第1圧力室内の気体の単位圧力の変化に応答して変化した押し付け圧力を算定する工程を含む、請求項2に記載の方法。
【請求項5】
前記実研磨レート応答性プロファイルを作成する工程は、
前記第2圧力室内の圧力を変化させながら、第2ワークピースを前記研磨パッドに押し付けて前記第2ワークピースを研磨し、
前記第2圧力室内の異なる圧力に対応する前記第2ワークピースの複数の研磨レートを算定し、
前記第2圧力室内の圧力の変化に対する研磨レートの応答性を算定することを含む、請求項2に記載の方法。
【請求項6】
前記推定研磨レート応答性プロファイルおよび前記実研磨レート応答性プロファイルを作成する工程は、
前記第1圧力室内が所定の第1圧力に維持され、かつ前記第2圧力室内が所定の第2圧力に維持された状態で、第1ワークピースを前記研磨パッドに押し付けて前記第1ワークピースを研磨し、
前記研磨された第1ワークピースの研磨レートの分布を示す実研磨レートプロファイルを作成し、
前記第1圧力、第1研磨レート係数、シミュレーションにより算定された押し付け圧力応答性プロファイルに基づいて第1研磨レートプロファイルを作成し、
前記第2圧力、第2研磨レート係数、第2ワークピースの研磨結果から作成された暫定的な研磨レート応答性プロファイルに基づいて第2研磨レートプロファイルを作成し、
前記第1研磨レートプロファイルと前記第2研磨レートプロファイルとを組み合わせて、第3研磨レートプロファイルを作成し、
前記実研磨レートプロファイルと前記第3研磨レートプロファイルとの差を最小とする前記第1研磨レート係数および前記第2研磨レートを決定し、
前記決定された第1研磨レート係数を前記押し付け圧力応答性プロファイルに乗算して前記推定研磨レート応答性プロファイルを作成し、
前記決定された第2研磨レート係数を前記暫定的な研磨レート応答性プロファイルに乗算して前記実研磨レート応答性プロファイルを作成することを含む、請求項1に記載の方法。
【請求項7】
前記押し付け圧力応答性プロファイルを算定する工程は、
前記第1圧力室内に第3圧力を持つ気体を供給したときの第1押し付け圧力の分布と、前記第1圧力室内に第4圧力を持つ気体を供給したときの第2押し付け圧力の分布をシミュレーションにより算定し、
前記第1ワークピース上の半径方向の各位置において、前記第1押し付け圧力と前記第2押し付け圧力との差を、前記第3圧力と前記第4圧力との差で割り算することで、前記第1圧力室内の気体の単位圧力の変化に応答して変化した押し付け圧力を算定する工程を含む、請求項6に記載の方法。
【請求項8】
請求項1乃至7のいずれか一項に記載の方法によって作成された前記ハイブリッド研磨レート応答性プロファイルを用いてワークピースの研磨条件を最適化し、
前記最適化された研磨条件の下で、前記ワークピースを前記弾性膜で前記研磨パッドに押し付けて前記ワークピースを研磨する、研磨方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、半導体デバイスの製造に使用されるウェーハ、基板、パネルなどのワークピースを研磨する技術に関し、特に、ワークピースを研磨パッドに押し付ける圧力の変化に対する研磨レートの応答性を算定する技術に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
化学機械研磨(以下、CMPという)は、シリカ(SiO
2
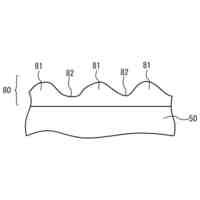
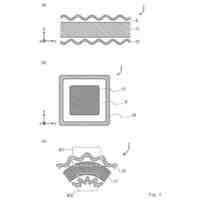
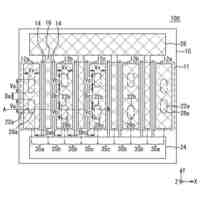
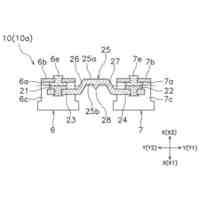
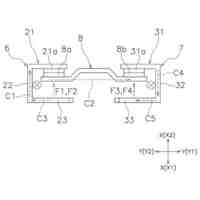
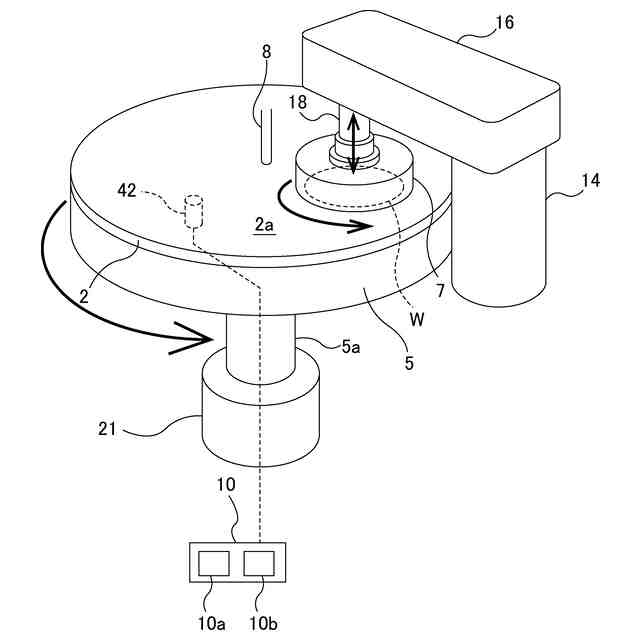
)等の砥粒を含んだ研磨液を研磨パッド上に供給しつつワークピース(例えば、ウェーハ、基板、またはパネルなど)を研磨パッドに摺接させて該ワークピースを研磨するプロセスである。このCMPを行うための研磨装置は、研磨面を有する研磨パッドを支持する研磨テーブルと、ワークピースを研磨パッドに押し付けるための研磨ヘッドを備えている。
【0003】
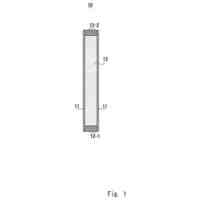
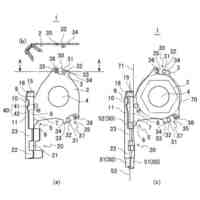
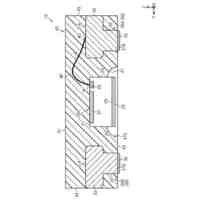
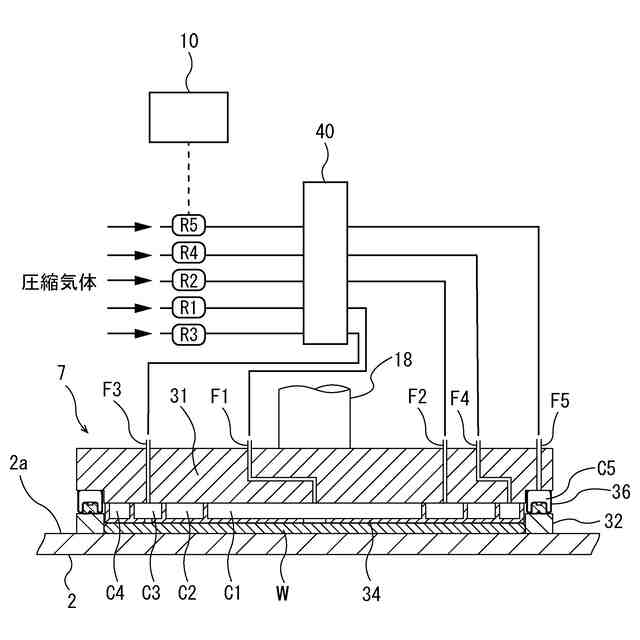
研磨ヘッドは、圧力室を形成する弾性膜でワークピースを研磨パッドに押し付けるように構成されている。圧力室内には加圧された気体が供給され、気体の圧力は、弾性膜を介してワークピースに加えられる。したがって、ワークピースが研磨パッドに押し付けられる力は、圧力室内の圧力によって調節できる。
【0004】
研磨装置は、次のようにしてワークピースを研磨する。研磨テーブルおよび研磨パッドを一体に回転させながら、研磨液(典型的にはスラリー)を研磨パッドの研磨面に供給する。研磨ヘッドはワークピースを回転させながら、ワークピースの表面を研磨パッドの研磨面に対して押し付ける。ワークピースは、研磨液の存在下で研磨パッドに摺接される。ワークピースの表面は、研磨液の化学的作用と、研磨液に含まれる砥粒および研磨パッドの機械的作用により、研磨される。
【0005】
ワークピースの膜厚は、研磨時間に伴って徐々に減少する。ワークピースの膜厚が減少する速度は、しばしば研磨レートで表される。研磨レートは、研磨により単位時間あたりに減少するワークピースの表面材料の量であり、減少する量は厚さで表される。研磨レートは、除去レートとも呼ばれる。
【0006】
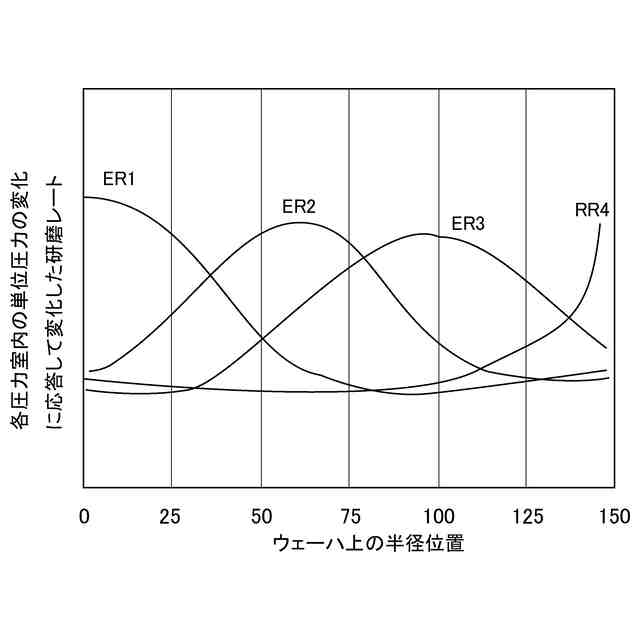
CMPプロセスを最適化するためには、研磨ヘッドの圧力室内の圧力変化に対するワークピースの研磨レートの応答性を把握することが重要である。研磨レートの応答性とは、圧力室内の単位圧力の変化に応答した研磨レートの変化をいう。研磨レートの応答性を知ることができれば、目標プロファイルを達成するために必要な研磨レートでワークピースを研磨することができる。
【先行技術文献】
【特許文献】
【0007】
特開2006-43873号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
研磨レートは、基本的に、以下のようなプレストンの法則に従うことが知られている。
研磨レート∝押し付け圧力×相対速度
しかしながら、研磨ヘッドの弾性膜からワークピースに加えられる押し付け力は、弾性膜の押し付け面内で一定ではなく、また、温度、研磨パッド、研磨液など様々な要因で変化する。
【0009】
そこで、本発明は、ウェーハなどのワークピースを研磨パッドに押し付ける圧力の変化に対する研磨レートの応答性を正確に取得することができる方法を提供する。また、本発明は、研磨レート応答性プロファイルを利用してワークピースを研磨する研磨方法を提供する。
【課題を解決するための手段】
【0010】
一態様では、半導体デバイスの製造に使用されるワークピースを、第1圧力室および第2圧力室が内側に形成された弾性膜で研磨パッドに押し付けたときの前記第1圧力室および前記第2圧力室内の圧力変化に対する研磨レートの応答性の分布を示す研磨レート応答性プロファイルを作成する方法であって、前記第1圧力室内の圧力変化に対する研磨レートの応答性の分布を示す推定研磨レート応答性プロファイルをシミュレーションを用いて作成し、前記第2圧力室内の圧力変化に対する研磨レートの応答性の分布を示す実研磨レート応答性プロファイルをワークピースの研磨結果を用いて作成し、前記推定研磨レート応答性プロファイルと前記実研磨レート応答性プロファイルを組み合わせることにより、ハイブリッド研磨レート応答性プロファイルを作成する、方法が提供される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社荏原製作所
研磨装置
3日前
株式会社荏原製作所
リーク検出方法
6日前
株式会社荏原製作所
ポンプ設備、制御装置及び制御方法
3日前
個人
集積回路
13日前
株式会社コロナ
操作装置
27日前
株式会社GSユアサ
蓄電装置
5日前
株式会社PFA
異物除去具
3日前
ローム株式会社
半導体装置
3日前
HOYA株式会社
光源装置
26日前
富士電機株式会社
半導体装置
1か月前
太陽誘電株式会社
全固体電池
25日前
トヨタ自動車株式会社
コイル
1か月前
株式会社魁半導体
プラズマ処理装置
6日前
大日本印刷株式会社
流路部材
1か月前
太陽誘電株式会社
コイル部品
19日前
太陽誘電株式会社
コイル部品
19日前
日本航空電子工業株式会社
押釦
10日前
トヨタ自動車株式会社
コイル線
1か月前
トヨタ自動車株式会社
コイル線
1か月前
トヨタ自動車株式会社
コイル線
1か月前
株式会社ヨコオ
変換回路
3日前
ローム株式会社
半導体装置
1か月前
住友電気工業株式会社
半導体装置
1か月前
個人
組み合わせアース端子
1か月前
シャープ株式会社
入力装置
10日前
東レエンジニアリング株式会社
転写方法
10日前
三洲電線株式会社
撚線導体
6日前
ローム株式会社
半導体装置
12日前
トヨタ自動車株式会社
収容ケース
1か月前
日本無線株式会社
レーダアンテナ
1か月前
東レ株式会社
ポリマー電解質および電池
20日前
三菱電機株式会社
半導体装置
25日前
オムロン株式会社
電磁継電器
12日前
オムロン株式会社
電磁継電器
12日前
三菱電機株式会社
半導体装置
4日前
三菱電機株式会社
半導体装置
17日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ