TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024076859
公報種別
公開特許公報(A)
公開日
2024-06-06
出願番号
2022188660
出願日
2022-11-25
発明の名称
フィルム製品の製造方法、及び、フィルムの打抜き刃
出願人
日東電工株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
B26F
1/44 20060101AFI20240530BHJP(切断手工具;切断;切断機)
要約
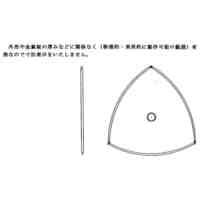
【課題】 本発明の目的は、角端部の湾曲が抑制されたフィルム製品をフィルム原反から打ち抜くことである。
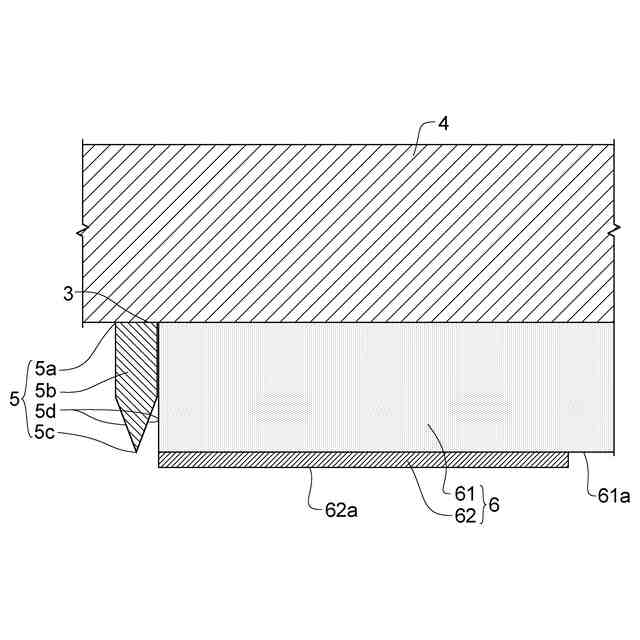
【解決手段】 フィルム原反を打抜き刃3で打ち抜いてフィルム製品を製造する方法において、前記打抜き刃3が、平面視で角部51を有する刃板部5と、前記刃板部5で囲われた内側領域に設けられ且つ打ち抜いた前記フィルム製品を前記刃板部5の内側領域から押し出す押出し部材6と、を有し、前記押出し部材6が、前記刃板部5の内側領域のうち少なくとも前記角部51の内側領域に設けられており、前記押出し部材6が、第1層61と、前記第1層61に積層され且つ前記フィルム原反1側に配置された第2層62と、を有し、前記第1層61が、弾性材料から形成され、前記第2層62が、前記第1層61よりも変形しにくい材料から形成されている。
【選択図】 図9
特許請求の範囲
【請求項1】
フィルム原反を打抜き刃で打ち抜いてフィルム製品を製造する方法であって、
前記打抜き刃が、平面視で角部を有する刃板部と、前記刃板部で囲われた内側領域に設けられ且つ打ち抜いた前記フィルム製品を前記刃板部の内側領域から押し出す押出し部材と、を有し、
前記押出し部材が、前記刃板部の内側領域のうち少なくとも前記角部の内側領域に設けられており、
前記押出し部材が、第1層と、前記第1層に積層され且つ前記フィルム原反側に配置された第2層と、を有し、
前記第1層が、弾性材料から形成され、前記第2層が、前記第1層よりも変形しにくい材料から形成されている、フィルム製品の製造方法。
続きを表示(約 820 文字)
【請求項2】
前記第2層の厚みが、前記第1層の厚みよりも小さい、請求項1に記載のフィルム製品の製造方法。
【請求項3】
前記第1層が、樹脂発泡体から形成され、前記第2層が、樹脂シートから形成されている、請求項1または2に記載のフィルム製品の製造方法。
【請求項4】
前記刃板部の角部が、平面視で角状又は面取りされた角丸状に形成されている、請求項1または2に記載のフィルム製品の製造方法。
【請求項5】
前記刃板部が、平面視で直線状に延びる第1直線部と、平面視で前記第1直線部とは非平行で直線状に延びる第2直線部と、を有し、
前記角部が、前記第1直線部と前記第2直線部の間に形成されている、請求項1または2に記載のフィルム製品の製造方法。
【請求項6】
前記第1直線部と前記第2直線部との成す角度が、120度以下である、請求項5に記載のフィルム製品の製造方法。
【請求項7】
前記押出し部材の第1層が、前記刃板部の内側領域の全体に亘って設けられ、前記押出し部材の第2層が、前記角部の内側領域に設けられている、請求項1または2に記載のフィルム製品の製造方法。
【請求項8】
フィルム原反からフィルム製品を打ち抜く打抜き刃であって、
角部を有する刃板部と、前記刃板部で囲われた内側領域に設けられ且つ打ち抜いた前記フィルム製品を前記刃板部の内側領域から押し出す押出し部材と、を有し、
前記押出し部材が、前記刃板部の内側領域のうち少なくとも前記角部の内側領域に設けられており、
前記押出し部材が、第1層と、前記第1層に積層され且つ前記フィルム原反側に配置された第2層と、を有し、
前記第1層が、弾性材料から形成され、前記第2層が、前記第1層よりも変形しにくい材料から形成されている、フィルムの打抜き刃。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルムを打抜き刃で打ち抜いてフィルム製品を製造する方法などに関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
大面積のフィルムから所定の平面視形状のフィルムを得る方法として、前記大面積のフィルムを打抜き刃を用いて打ち抜くことが行なわれている。
本明細書において、打ち抜く前の大きなフィルムを「フィルム原反」といい、フィルム原反を打抜き刃で打ち抜いて得られる、フィルム原反よりも面積の小さいフィルムを「フィルム製品」という。
フィルム原反を打ち抜いて得られたフィルム製品は、必要に応じて、端面処理や表面処理などの各種処理が行われた後、最終的な製品として出荷される。
【発明の概要】
【0003】
ところで、フィルム原反を打抜き刃で打ち抜いた後、打抜き刃の内側にフィルム製品が嵌まったままとなり、打抜き刃と共にフィルム製品が作業台上から離れる場合がある。このような事態を防止する方策として、打抜き刃の内側に、スポンジのような発泡体からなる押出し部材を設けることが考えられる。かかる押出し部材を設けることにより、打抜き刃をフィルム原反から離す際に、当該打抜き刃にて打ち抜かれたフィルム製品が押出し部材によって押さえられるので、フィルム製品が打抜き刃に追従することを防止できる。
しかしながら、前記押出し部材を設けた場合、フィルム製品の端部が反り返るように湾曲するおそれがある。特に、打抜き刃が平面視で角部を有する形状である場合、その角部に対応するフィルム製品の角端部が湾曲し易い傾向にある。
【発明が解決しようとする課題】
【0004】
本発明の目的は、打ち抜いたフィルム製品が打抜き刃に追従することを防止でき、角端部の湾曲が抑制されたフィルム製品を得ることができるフィルム製品の製造方法及び打抜き刃を提供することである。
【課題を解決するための手段】
【0005】
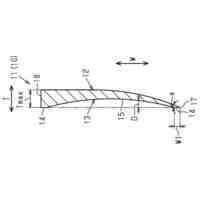
本発明者らは、打抜き刃の内側に発泡体(押出し部材)を設け且つフィルム原反を打ち抜くと、端部が湾曲したフィルム製品が生じ得る原因について鋭意研究した。図17(a)に示すように、打抜き刃300をフィルム原反100に押し当てた際に、発泡体600が圧縮され、その際に生じた応力によってフィルム製品の端部に強い力が作用する。特に、同図(b)に示すように、圧縮された発泡体600に生じる応力(応力を白抜き矢印で示す)は、打抜き刃の角部に集中するので、角端部を有するフィルム製品を製造する際には、その角端部が湾曲したフィルム製品が得られる蓋然性が高くなる。かかる知見の下、本発明を完成した。
【0006】
本発明の第1の態様に係るフィルム製品の製造方法は、フィルム原反を打抜き刃で打ち抜いてフィルム製品を製造する方法であって、前記打抜き刃が、平面視で角部を有する刃板部と、前記刃板部で囲われた内側領域に設けられ且つ打ち抜いた前記フィルム製品を前記刃板部の内側領域から押し出す押出し部材と、を有し、前記押出し部材が、前記刃板部の内側領域のうち少なくとも前記角部の内側領域に設けられており、前記押出し部材が、第1層と、前記第1層に積層され且つ前記フィルム原反側に配置された第2層と、を有し、前記第1層が、弾性材料から形成され、前記第2層が、前記第1層よりも変形しにくい材料から形成されている。
【0007】
本発明の第2の態様に係るフィルム製品の製造方法は、前記第1の態様の製造方法において、前記第2層の厚みが、前記第1層の厚みよりも小さい。
本発明の第3の態様に係るフィルム製品の製造方法は、前記第1又は第2の態様の製造方法において、前記第1層が、樹脂発泡体から形成され、前記第2層が、樹脂シートから形成されている。
本発明の第4の態様に係るフィルム製品の製造方法は、前記第1乃至第3のいずれかの態様の製造方法において、前記刃板部の角部が、平面視で角状又は面取りされた角丸状に形成されている。
本発明の第5の態様に係るフィルム製品の製造方法は、前記第1乃至第4のいずれかの態様の製造方法において、前記刃板部が、平面視で直線状に延びる第1直線部と、平面視で前記第1直線部とは非平行で直線状に延びる第2直線部と、を有し、前記角部が、前記第1直線部と前記第2直線部の間に形成されている。
本発明の第6の態様に係るフィルム製品の製造方法は、前記第5の態様の製造方法において、前記第1直線部と前記第2直線部との成す角度が、120度以下である。
本発明の第7の態様に係るフィルム製品の製造方法は、前記第1乃至第6のいずれかの態様の製造方法において、前記押出し部材の第1層が、前記刃板部の内側領域の全体に亘って設けられ、前記押出し部材の第2層が、前記角部の内側領域に設けられている。
【0008】
本発明の別の局面によれば、フィルムの打抜き刃を提供する。
本発明のフィルムの打抜き刃は、フィルム原反からフィルム製品を打ち抜く打抜き刃であって、角部を有する刃板部と、前記刃板部で囲われた内側領域に設けられ且つ打ち抜いた前記フィルム製品を前記刃板部の内側領域から押し出す押出し部材と、を有し、前記押出し部材が、前記刃板部の内側領域のうち少なくとも前記角部の内側領域に設けられており、前記押出し部材が、第1層と、前記第1層に積層され且つ前記フィルム原反側に配置された第2層と、を有し、前記第1層が、弾性材料から形成され、前記第2層が、前記第1層よりも変形しにくい材料から形成されている。
【発明の効果】
【0009】
本発明の製造方法及び打抜き刃を用いれば、フィルム原反から、角端部の湾曲が抑制されたフィルム製品を得ることができる。
【図面の簡単な説明】
【0010】
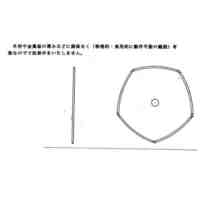
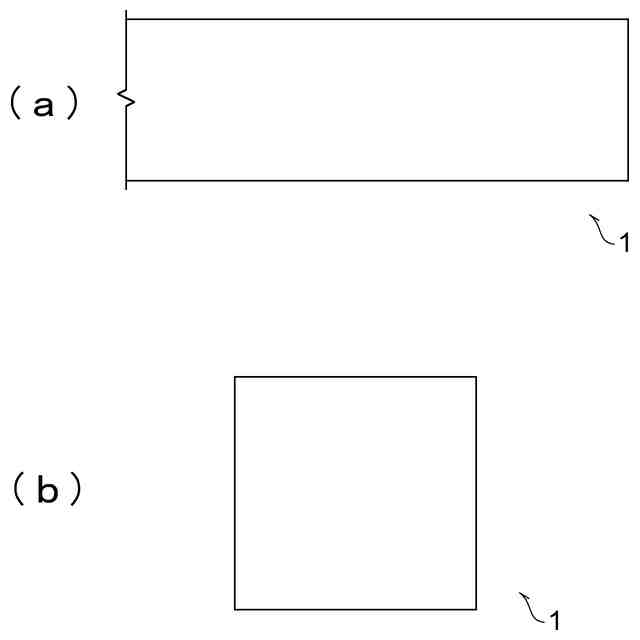
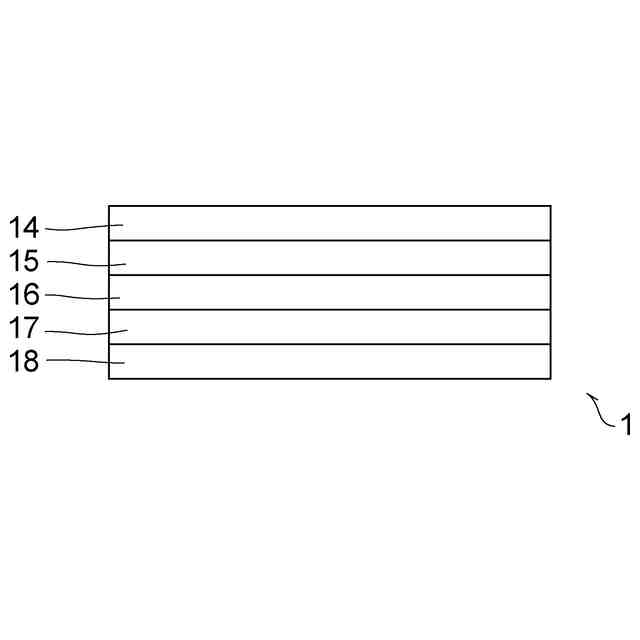
本発明に用いられるフィルム原反の平面図
1つの例に係るフィルム原反の層構成を示す概略側面図。
他の例に係るフィルム原反の層構成を示す概略側面図。
他の例に係るフィルム原反の層構成を示す概略側面図。
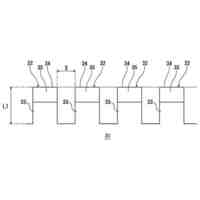
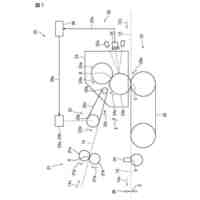
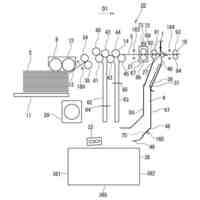
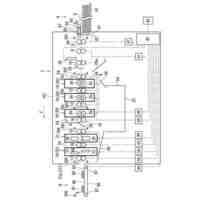
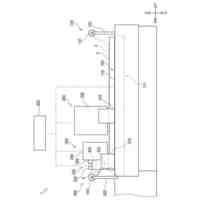
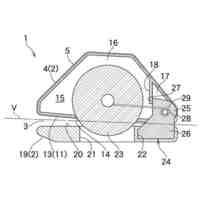
フィルム製品の製造装置を示す概略側面図。
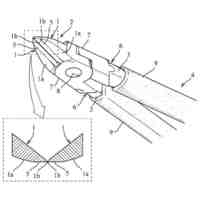
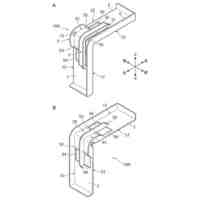
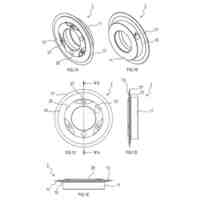
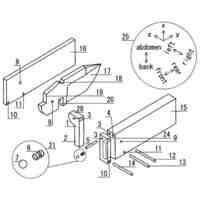
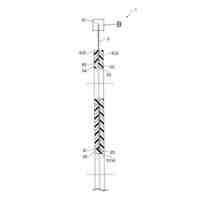
本発明の1つの実施形態に係る打抜き刃(ベース台に設けられた打抜き刃)の平面図。
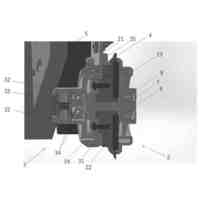
同打抜き刃の斜視図。
図6のVIII-VIII部の拡大平面図。
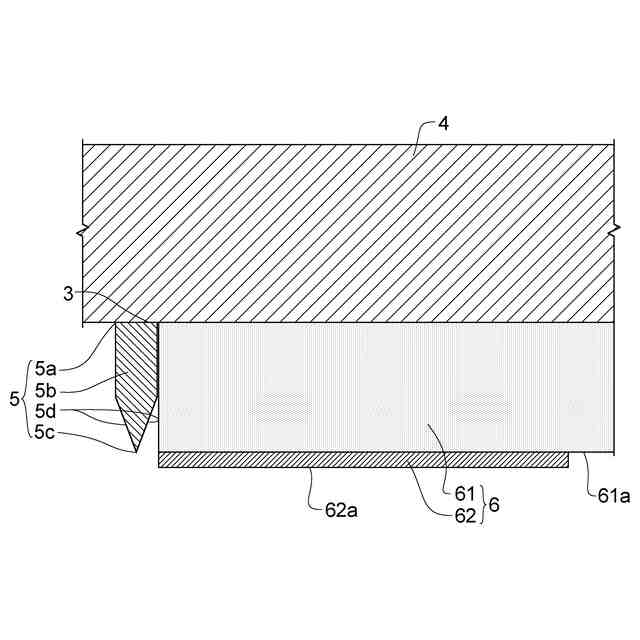
図8のIX-IX線で切断した拡大端面図。
図8のX-X線で切断し、中央部を省略した拡大端面図。
打抜き刃の切り刃の様々な形式を示す拡大端面図。
打抜き刃がフィルム原反を打ち抜いたときの状態を示す拡大端面図。
(a)は、他の実施形態に係る打抜き刃の拡大平面図、(b)は、図13(a)のXIIIb-XIIIbで切断した拡大端面図。
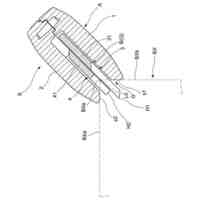
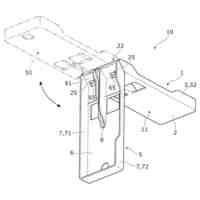
(a)は、更なる他の実施形態に係る打抜き刃(ベース台に設けられた打抜き刃)の斜視図、(b)は、同打抜き刃の拡大平面図。
更なる他の実施形態に係る打抜き刃の拡大平面図。
更なる他の実施形態に係る打抜き刃(ベース台に設けられた打抜き刃)の平面図。
(a)は、フィルム製品の角端部が湾曲する原因を説明するための参考拡大端面図、(b)は、同平面図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
カッター
9日前
個人
鼻毛処理用ハサミ
2か月前
個人
組合せカット器具
6か月前
個人
ケース一体化ハサミ
4か月前
個人
略五角形電動丸ノコ刃
3か月前
個人
紙器打抜ブランカー下型
16日前
東洋製罐株式会社
製袋機
5か月前
株式会社ツノダ
ニッパー
3か月前
コクヨ株式会社
カッター
3か月前
有限会社和田技研
スライサ
1か月前
個人
三角おにぎり型電動丸ノコ刃
5か月前
有限会社小森製作所
打抜き機
4か月前
株式会社伊勢藤
食パン切断器
6か月前
個人
鶏卵および納豆パックカッター
22日前
株式会社瑞光
マスク製造装置
5か月前
株式会社C-Soon
電気かみそり
6か月前
株式会社東伸
回転刃ホルダー
2か月前
株式会社伊勢藤
食パン切断器
2か月前
デュプロ精工株式会社
処理装置
2か月前
ブラザー工業株式会社
切断装置
6か月前
デュプロ精工株式会社
加工装置
3か月前
個人
フォールディング・ガード・ロック
3か月前
ビアメカニクス株式会社
ドリル加工装置
2か月前
株式会社日本キャリア工業
食品切断装置
9日前
匠技研株式会社
スライス装置
9日前
コクヨ株式会社
カッター機能付き鋏
3か月前
株式会社マサヒロ
片刃の包丁
6か月前
有限会社坂本抜型
樹脂成形体打抜型
4か月前
株式会社伊勢藤
パンスライス補助具
6か月前
オルファ株式会社
円形刃用のホルダ
2か月前
株式会社島精機製作所
裁断機
19日前
株式会社島精機製作所
裁断機
19日前
株式会社島精機製作所
多連目打ち装置
16日前
株式会社フジル
カッター
5か月前
オルファ株式会社
フィルム切断用円形刃
2か月前
株式会社 ニッピ機械
スライサー
16日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ