TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024070159
公報種別
公開特許公報(A)
公開日
2024-05-22
出願番号
2022180600
出願日
2022-11-10
発明の名称
インラインシステム
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
H01L
21/677 20060101AFI20240515BHJP(基本的電気素子)
要約
【課題】複数の処理装置間で被加工物を搬送するインラインシステムにおいて、アイドリング運転時間によって電力等を無駄に消費する恐れを抑制できるインラインシステムを提供すること。
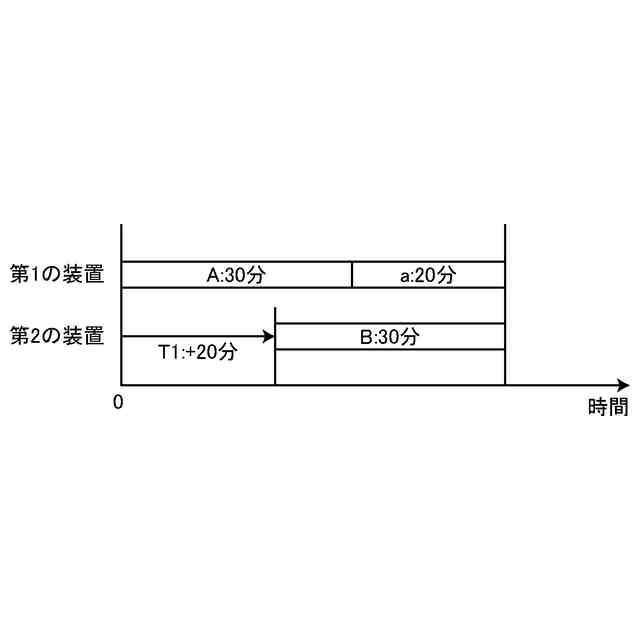
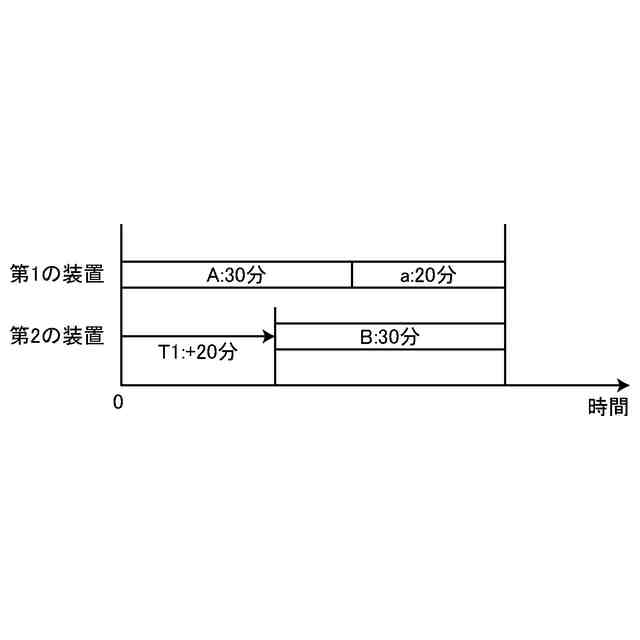
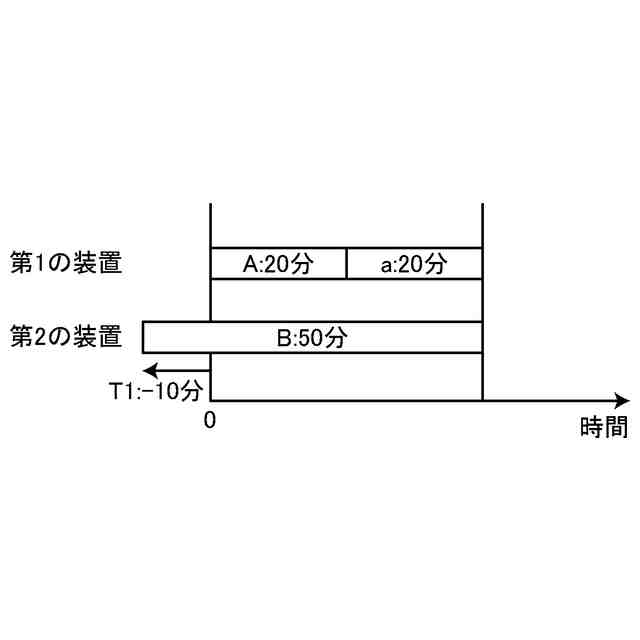
【解決手段】インラインシステムは、第1の装置の第1アイドリング時間A、第1の装置の第1処理予定時間a及び第2の装置の第2アイドリング時間Bに基づき、第1アイドリング時間Aと第1処理予定時間aとを加算した値から第2アイドリング時間Bを減算した値である第1の時間差T1について、第1の時間差T1が正の値を取る際は、第2の装置のアイドリングの開始の時間を第1の時間差T1の値の時間だけ遅らせて開始することを指示し、第1の時間差T1が負の値を取る際は、第2の装置のアイドリングの開始の時間を第1の時間差T1の絶対値の時間だけ早めて開始することを指示する。
【選択図】図3
特許請求の範囲
【請求項1】
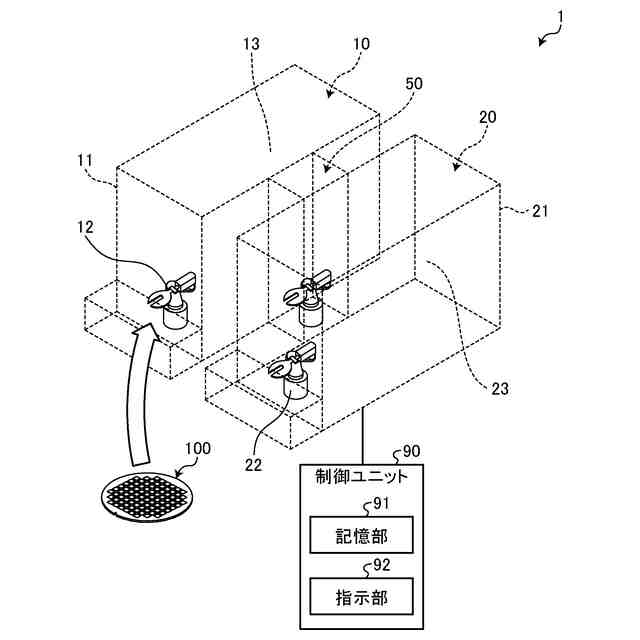
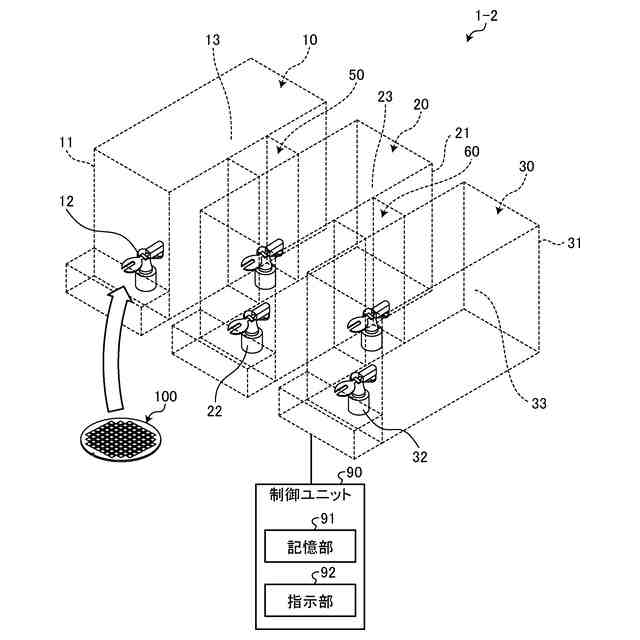
被加工物を処理する第1の装置と、該第1の装置が処理した該被加工物を処理する第2の装置と、該第1の装置から該第2の装置へ該被加工物を受け渡しする第1受け渡しユニットと、該第1の装置および該第1受け渡しユニットおよび該第1の装置を制御する制御ユニットと、を備えたインラインシステムであって、
該制御ユニットは、
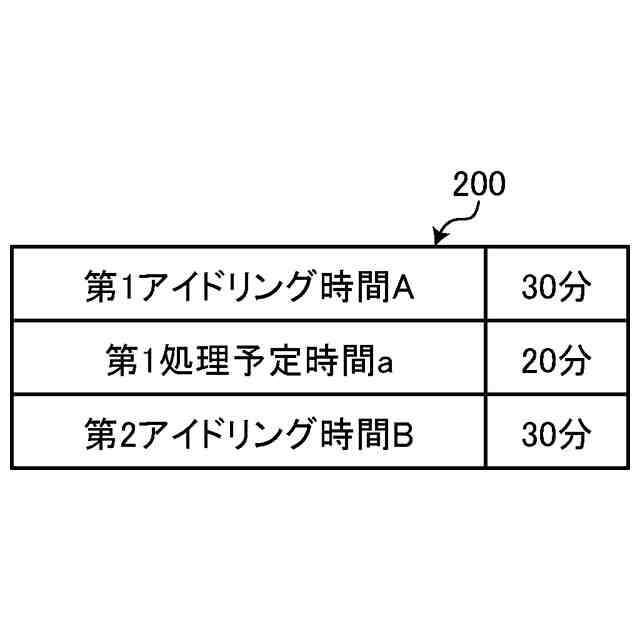
該第1の装置が該被加工物の処理を始めることが可能となるまでアイドリングする第1アイドリング時間と、該第1の装置が1つ目の該被加工物の処理を開始してから該第1受け渡しユニットによって該第2の装置へ該被加工物を受け渡すまでの第1処理予定時間と、該第2の装置が該被加工物の処理を始めることが可能となるまでアイドリングする第2アイドリング時間と、を記憶する記憶部と、
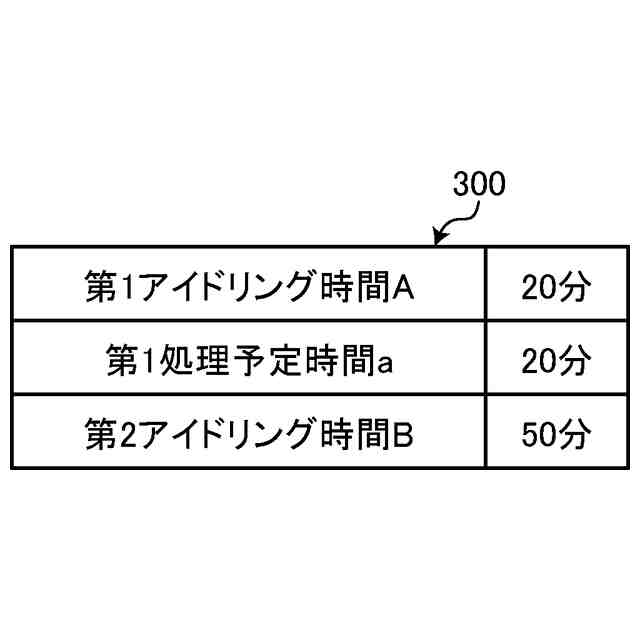
該記憶部に記憶された該第1の装置の該第1アイドリング時間をAとし、該第1の装置の該第1処理予定時間をaとし、該第2の装置の該第2アイドリング時間をBとして、該第1アイドリング時間Aと該第1処理予定時間aとを加算した値から該第2アイドリング時間Bを減算した値である第1の時間差をT1とした場合に、該第1の時間差T1が正の値を取る際は、該第2の装置のアイドリングの開始の時間を該第1の時間差T1の値の時間だけ遅らせて開始することを指示し、該第1の時間差T1が負の値を取る際は、該第2の装置のアイドリングの開始の時間を該第1の時間差T1の絶対値の時間だけ早めて開始することを指示する指示部と、
を有することを特徴とするインラインシステム。
続きを表示(約 590 文字)
【請求項2】
該第2の装置が処理した該被加工物を処理する第3の装置と、該第2の装置から該第3の装置へ該被加工物を受け渡しする第2受け渡しユニットと、をさらに備え、該制御ユニットは該第2受け渡しユニットおよび該第3の装置も制御する該インラインシステムであって、
該記憶部は、該第3の装置が該被加工物の処理を始めることが可能となるまでアイドリングする第3アイドリング時間と、該第2の装置が1つ目の該被加工物の処理を開始してから該第2受け渡しユニットによって該第3の装置へ該被加工物を受け渡すまでの第2処理予定時間と、をさらに記憶し、
該指示部は、該記憶部に記憶された該第3の装置の該第3アイドリング時間をCとし、該第2の装置の該第2処理予定時間をbとし、該第2アイドリング時間Bと該第2処理予定時間bとを加算した値から該第3アイドリング時間Cを減算した値である第2の時間差をT2とした場合に、該第2の時間差T2が正の値を取る際は、該第3の装置のアイドリングの開始の時間を該第2の時間差T2の値の時間だけ該第2の装置よりも遅らせて開始することを指示し、該第2の時間差T2が負の値を取る際は、該第3の装置のアイドリングの開始の時間を該第2の時間差T2の絶対値の時間だけ該第2の装置よりも早めて開始することを指示することを特徴とする請求項1に記載のインラインシステム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の処理装置間で被加工物を搬送するインラインシステムに関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
従来、半導体製造装置においては、複数の装置間で被加工物を搬送し、被加工物に対して所定の処理を連続的に実施可能なインラインシステムが提案されている(例えば、特許文献1参照)。特許文献1に記載のインラインシステムは、第1の装置として研削装置を備え、第2の装置としてレーザー加工装置を備える。また、研削装置とレーザー加工装置との間で被加工物を移送する移送手段をさらに備えている。これらにより、被加工物は、研削装置で所定厚さに研削された後、レーザー加工装置で分割予定ラインに沿ってレーザー加工される。
【先行技術文献】
【特許文献】
【0003】
特開2014-038929号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、研削装置やレーザー加工装置のような装置は、被加工物の処理を開始する前に、装置のアイドリング運転(暖機運転)を実施し、各保持テーブルをレシピで設定された所定の温度に昇温させることや、加工室内の温度を加工時と同様の温度に整えて所定の精度で加工が実施できるように準備することが行われる。そのため、装置は、所定のアイドリング運転時間を完了した状態にならないと、被加工物の処理を開始することができない。そして、このようなアイドリング運転は、装置の種類や作動条件によって定められているため、それぞれの装置のアイドリング運転時間は様々である。そのため、インラインシステムに接続するように装置が設置されている場合には、インラインシステムに接続している装置がそれぞれに設定された所定のアイドリング運転時間を全て完了した後に被加工物の処理が開始される。この場合、一方の装置はアイドリング運転が完了していても、他方の装置のアイドリング運転が完了していない場合は、一方の装置はアイドリング運転を行い続ける必要があり、この一方の装置は無駄に電力等を消費するという問題があった。そのため、インラインシステムにおいて、接続する装置がアイドリング運転時間によって電力等を無駄に消費しないようにすべきという課題があった。
【0005】
本発明は、かかる問題点に鑑みてなされたものであり、その目的は、複数の処理装置間で被加工物を搬送するインラインシステムにおいて、アイドリング運転時間によって電力等を無駄に消費する恐れを抑制できるインラインシステムを提供することである。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明のインラインシステムは、被加工物を処理する第1の装置と、該第1の装置が処理した該被加工物を処理する第2の装置と、該第1の装置から該第2の装置へ該被加工物を受け渡しする第1受け渡しユニットと、該第1の装置および該第1受け渡しユニットおよび該第1の装置を制御する制御ユニットと、を備えたインラインシステムであって、該制御ユニットは、該第1の装置が該被加工物の処理を始めることが可能となるまでアイドリングする第1アイドリング時間と、該第1の装置が1つ目の該被加工物の処理を開始してから該第1受け渡しユニットによって該第2の装置へ該被加工物を受け渡すまでの第1処理予定時間と、該第2の装置が該被加工物の処理を始めることが可能となるまでアイドリングする第2アイドリング時間と、を記憶する記憶部と、該記憶部に記憶された該第1の装置の該第1アイドリング時間をAとし、該第1の装置の該第1処理予定時間をaとし、該第2の装置の該第2アイドリング時間をBとして、該第1アイドリング時間Aと該第1処理予定時間aとを加算した値から該第2アイドリング時間Bを減算した値である第1の時間差をT1とした場合に、該第1の時間差T1が正の値を取る際は、該第2の装置のアイドリングの開始の時間を該第1の時間差T1の値の時間だけ遅らせて開始することを指示し、該第1の時間差T1が負の値を取る際は、該第2の装置のアイドリングの開始の時間を該第1の時間差T1の絶対値の時間だけ早めて開始することを指示する指示部と、を有することを特徴とする。
【0007】
該第2の装置が処理した該被加工物を処理する第3の装置と、該第2の装置から該第3の装置へ該被加工物を受け渡しする第2受け渡しユニットと、をさらに備え、該制御ユニットは該第2受け渡しユニットおよび該第3の装置も制御する該インラインシステムであって、該記憶部は、該第3の装置が該被加工物の処理を始めることが可能となるまでアイドリングする第3アイドリング時間と、該第2の装置が1つ目の該被加工物の処理を開始してから該第2受け渡しユニットによって該第3の装置へ該被加工物を受け渡すまでの第2処理予定時間と、をさらに記憶し、該指示部は、該記憶部に記憶された該第3の装置の該第3アイドリング時間をCとし、該第2の装置の該第2処理予定時間をbとし、該第2アイドリング時間Bと該第2処理予定時間bとを加算した値から該第3アイドリング時間Cを減算した値である第2の時間差をT2とした場合に、該第2の時間差T2が正の値を取る際は、該第3の装置のアイドリングの開始の時間を該第2の時間差T2の値の時間だけ該第2の装置よりも遅らせて開始することを指示し、該第2の時間差T2が負の値を取る際は、該第3の装置のアイドリングの開始の時間を該第2の時間差T2の絶対値の時間だけ該第2の装置よりも早めて開始することを指示してもよい。
【発明の効果】
【0008】
本発明は、インラインシステムの複数の処理装置が被加工物を処理せずにアイドリング運転を実施し続けている状態となってしまう恐れを抑制できるので、アイドリング運転時間によって電力等を無駄に消費する恐れを抑制できるという作用効果を奏する。
【図面の簡単な説明】
【0009】
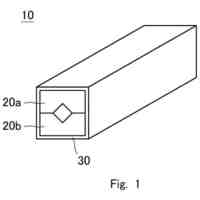
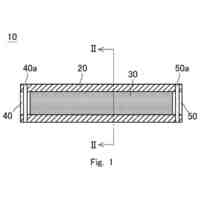
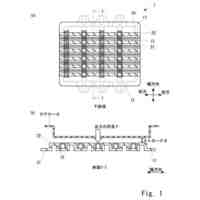
図1は、実施形態1に係るインラインシステムの構成例を示す概略図である。
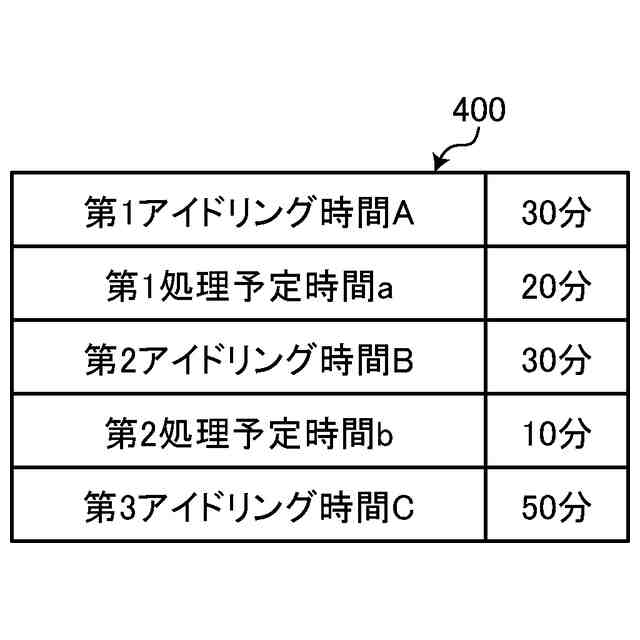
図2は、図1のインラインシステムの制御ユニットの記憶部が記憶する時間データの第1例を示す図である。
図3は、図1のインラインシステムの制御ユニットの指示部の動作処理の第1例を説明する図である。
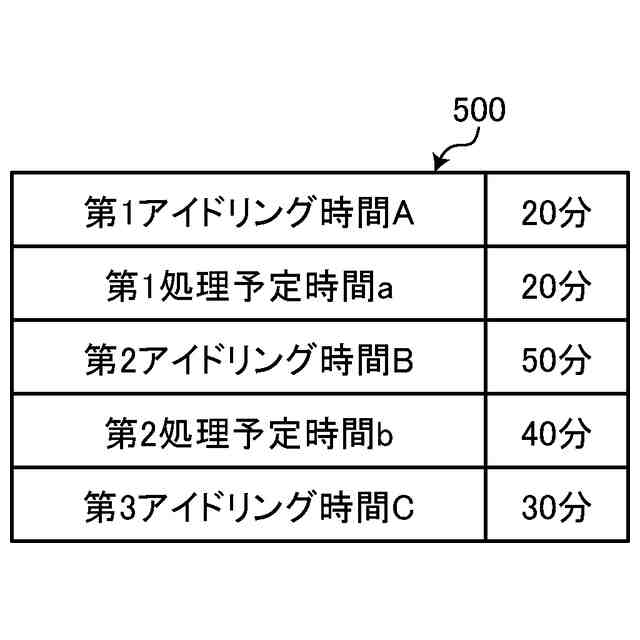
図4は、図1のインラインシステムの制御ユニットの記憶部が記憶する時間データの第2例を示す図である。
図5は、図1のインラインシステムの制御ユニットの指示部の動作処理の第2例を説明する図である。
図6は、実施形態2に係るインラインシステムの構成例を示す概略図である。
図7は、図6のインラインシステムの制御ユニットの記憶部が記憶する時間データの第1例を示す図である。
図8は、図6のインラインシステムの制御ユニットの指示部の動作処理の第1例を説明する図である。
図9は、図6のインラインシステムの制御ユニットの記憶部が記憶する時間データの第2例を示す図である。
図10は、図6のインラインシステムの制御ユニットの指示部の動作処理の第2例を説明する図である。
【発明を実施するための形態】
【0010】
本発明を実施するための形態(実施形態)につき、図面を参照しつつ詳細に説明する。以下の実施形態に記載した内容により本発明が限定されるものではない。また、以下に記載した構成要素には、当業者が容易に想定できるもの、実質的に同一のものが含まれる。さらに、以下に記載した構成は適宜組み合わせることが可能である。また、本発明の要旨を逸脱しない範囲で構成の種々の省略、置換又は変更を行うことができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社コロナ
操作装置
13日前
HOYA株式会社
光源装置
12日前
大日本印刷株式会社
流路部材
20日前
トヨタ自動車株式会社
コイル
23日前
太陽誘電株式会社
全固体電池
1か月前
株式会社GSユアサ
蓄電装置
27日前
太陽誘電株式会社
コイル部品
5日前
三菱電機株式会社
静止誘導器
1か月前
太陽誘電株式会社
全固体電池
11日前
太陽誘電株式会社
全固体電池
26日前
富士電機株式会社
半導体装置
18日前
太陽誘電株式会社
コイル部品
5日前
株式会社村田製作所
コイル部品
1か月前
トヨタ自動車株式会社
コイル線
23日前
トヨタ自動車株式会社
コイル線
23日前
東レ株式会社
固体電解質用補強シート
27日前
中国電力株式会社
直線スリーブ
25日前
トヨタ自動車株式会社
コイル線
23日前
日本無線株式会社
レーダアンテナ
20日前
個人
組み合わせアース端子
18日前
ローム株式会社
半導体装置
1か月前
ローム株式会社
半導体装置
23日前
ローム株式会社
半導体装置
27日前
ヒロセ電機株式会社
電気コネクタ
26日前
東レ株式会社
ポリマー電解質および電池
6日前
ヒロセ電機株式会社
電気コネクタ
26日前
トヨタ自動車株式会社
収容ケース
24日前
住友電気工業株式会社
半導体装置
24日前
富士電機株式会社
半導体装置
18日前
レボックス株式会社
光源装置
9日前
三菱電機株式会社
半導体装置
3日前
三菱電機株式会社
半導体装置
26日前
日本航空電子工業株式会社
コネクタ
11日前
富士電機株式会社
半導体装置
25日前
三菱電機株式会社
半導体装置
11日前
日亜化学工業株式会社
面状光源の製造方法
5日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ