TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024058658
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2023177606
出願日
2023-10-13
発明の名称
複合材料のプライからバッキングを除去するためのシステム及び方法
出願人
ザ・ボーイング・カンパニー
,
The Boeing Company
代理人
園田・小林弁理士法人
主分類
B29C
70/54 20060101AFI20240418BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複合材料のプライからバッキングを除去するためのシステム及び方法を提供する。
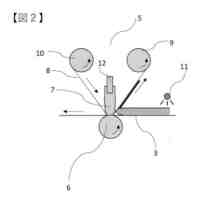
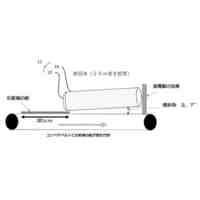
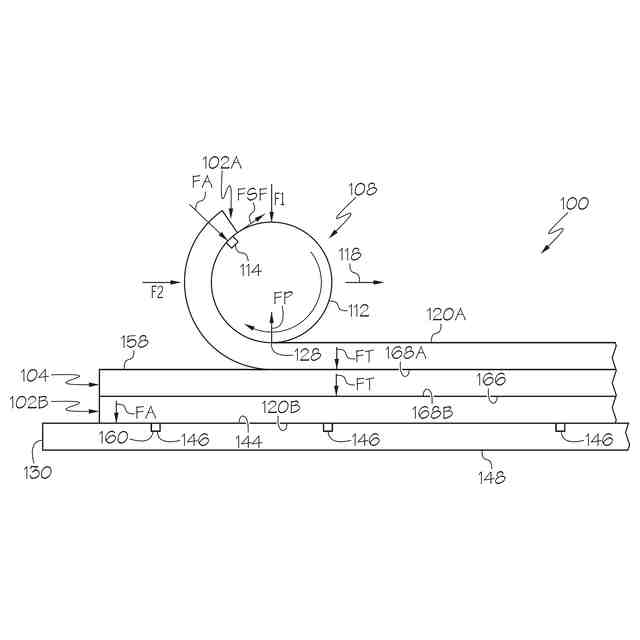
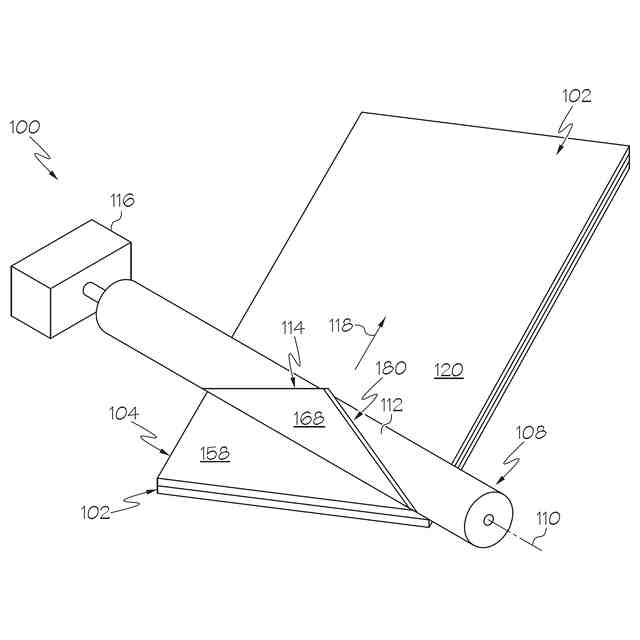
【解決手段】複合材料のプライ104からバッキング102を除去するためのシステム100は、ローラー軸110とローラー軸を取り囲むローラー面112とを有するローラー108を含む。システムはまた、ローラー面上に配置された接着フィーチャ114も含む。該システムは、ローラー軸に対して垂直な移動経路に沿ってローラーを移動させるため、及びローラー軸の周りでローラーを回転させるためのローラードライブ116を更に含む。
【選択図】図6
特許請求の範囲
【請求項1】
複合材料(106)のプライ(104)からバッキング(102)を除去するためのシステム(100)であって、
ローラー軸(110)と前記ローラー軸(110)を取り囲むローラー面(112)とを備えるローラー(108)、
前記ローラー面(112)上に配置された接着フィーチャ(114)、及び
前記ローラー軸(110)に対して垂直な移動経路(118)に沿って前記ローラー(108)を移動させ、前記ローラー軸(110)の周りで前記ローラー(108)を回転させるためのローラードライブ(116)を備える、システム(100)。
続きを表示(約 1,100 文字)
【請求項2】
前記ローラー面(112)は、前記バッキング(102)のバッキング面(120)と接触するように構成され、
前記接着フィーチャ(114)は、前記ローラー面(112)と前記バッキング面(120)の一部分との間の接着を実現するように構成され、
前記移動経路(118)に沿った前記ローラー(108)の移動中の前記ローラー(108)の回転は、前記バッキング(102)を前記プライ(104)から剥離させる、請求項1に記載のシステム(100)。
【請求項3】
前記ローラードライブ(116)は、前記ローラー軸(110)に対して垂直に前記ローラー(108)に第1の力(F1)を加え、前記ローラー軸(110)及び前記第1の力(118)に対して垂直に前記ローラー(108)に第2の力(F2)を加えるように構成されている、請求項2に記載のシステム(100)。
【請求項4】
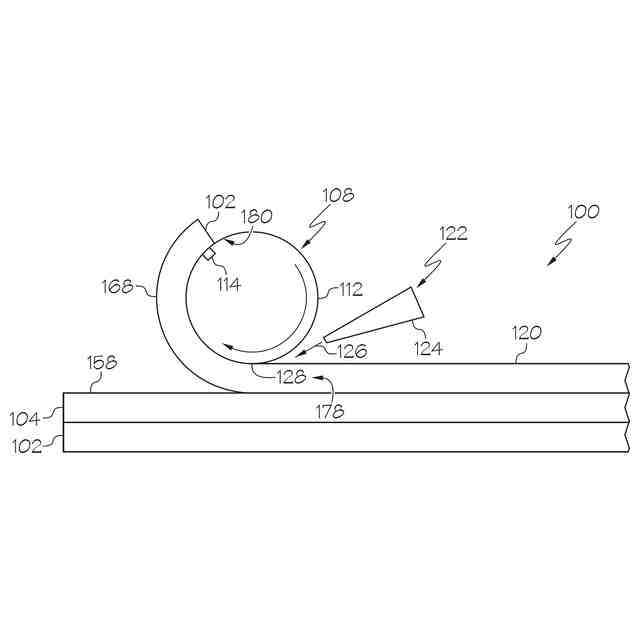
前記バッキング(102)と前記プライ(104)とのうちの少なくとも一方の温度(178)を下げるための冷却デバイス(122)を更に備える、請求項1に記載のシステム(100)。
【請求項5】
前記冷却デバイス(122)は、前記ローラー(108)に隣接して位置付けられたガス放出デバイス(124)を備え、
前記ガス放出デバイス(124)は、前記ローラー(108)に先行して前記移動経路(118)に沿って移動する、請求項4に記載のシステム(100)。
【請求項6】
前記ガス放出デバイス(124)は、前記ローラー(108)の前記ローラー面(112)と前記バッキング(102)のバッキング面(120)との間の接触インターフェース(128)に沿って、冷やされたガス(126)を吐出するように構成されている、請求項5に記載のシステム(100)。
【請求項7】
前記接着フィーチャ(114)は、前記ローラー(108)の前記ローラー面(112)を貫通して配置された少なくとも1つの真空ポート(138)を備える、請求項1に記載のシステム(100)。
【請求項8】
前記接着フィーチャ(114)は、前記ローラー(108)の前記ローラー面(112)を貫通して配置された複数の真空ポート(138)を備える、請求項1に記載のシステム(100)。
【請求項9】
前記複数の真空ポート(138)は、前記ローラー(108)の長さに沿って延在する、請求項8に記載のシステム(100)。
【請求項10】
前記複数の真空ポート(138)は、前記ローラー(108)の外周に延在する、請求項8に記載のシステム(100)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
[0001] 本開示は、広くは、複合材製造に関し、特に、複合材料のプライの表面からバッキング材料を除去するためのシステム及び方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
[0002] 複合材製品は、予め含浸された材料又はプリプレグ材料のプライから作製され得る。プリプレグ材料は、マトリックス材料によって囲まれた繊維強化材料を含む。プリプレグ材料のプライは、通常、輸送や準備中に損傷や汚染からプライを保護するために、片面又は両面上にバッキング材料が設けられている。したがって、プライをレイアップする前にバッキング材料を除去する必要がある。しかし、バッキング材料の除去は、自動化することが困難な複雑な工程である。したがって、バッキング材料は、通常、手作業で除去され、それは時間と手間がかかる。したがって、当業者は、複合材製造の分野、より具体的には、プリプレグ複合材料からバッキング材料を除去することにおいて、研究開発の努力を続けている。
【発明の概要】
【0003】
[0003] 複合材料のプライからバッキングを除去するためのシステム及び複合材料のプライからバッキングを除去するための方法の複数の実施例が開示される。以下の記載は、本開示に係る発明の主題の非限定的な例であり、特許請求されることもされないこともある。
【0004】
[0004] 一実施例では、開示されるシステムが、ローラー軸とローラー軸を取り囲むローラー面とを有するローラーを含む。システムはまた、ローラー面上に配置された接着フィーチャも含む。該システムは、ローラー軸に対して垂直な移動経路に沿ってローラーを移動させるため、及びローラー軸の周りでローラーを回転させるためのローラードライブを更に含む。
【0005】
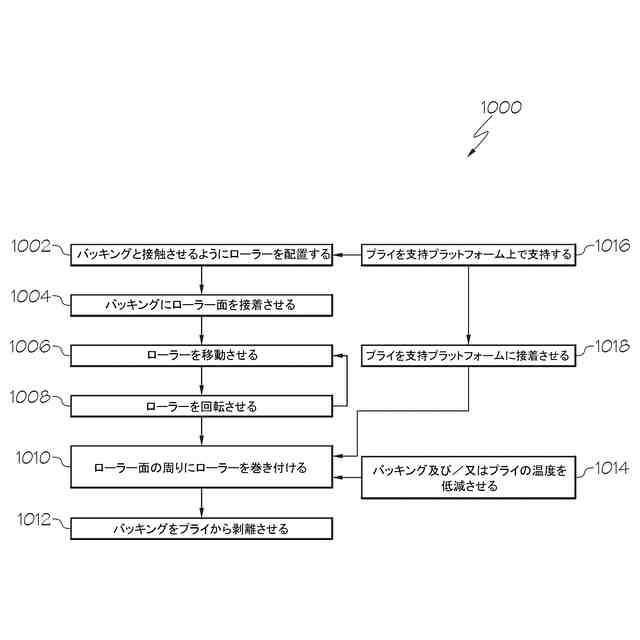
[0005] 一実施例では、開示される方法が、(1)複合材料のプライに結合されたバッキングと接触するようにローラーを配置するステップ、(2)バッキングの一部分にローラーのローラー面を接着させるステップ、(3)ローラーをローラー軸の周りで回転させながら、ローラーを移動経路に沿って移動させるステップ、及び(4)バッキングをプライから剥離させるために、バッキングをローラー面の周りに巻き付けるステップを含む。
【0006】
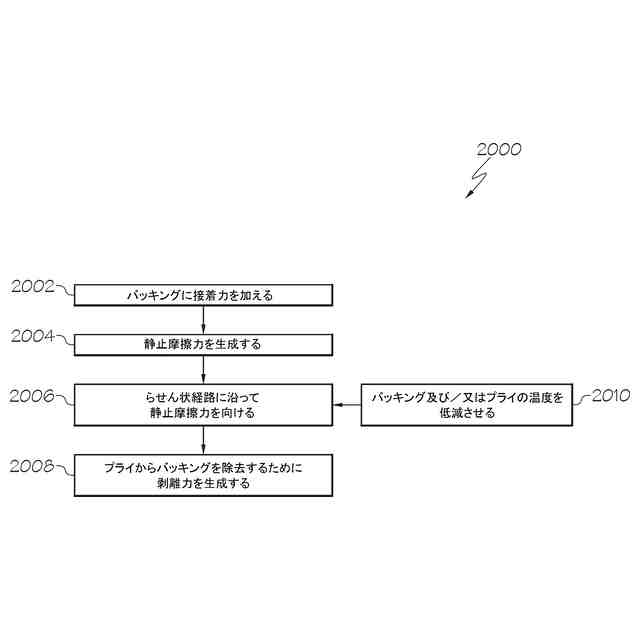
[0006] 別の一実施例では、開示される方法が、(1)複合材料のプライに結合されたバッキングのバッキング面に接着力を加えるステップ、(2)接着力を介してバッキング面に加えられる静止摩擦力を生成するステップ、(3)サイクロイド経路に沿って静止摩擦力を向けるステップ、並びに(4)接着力及び静止摩擦力を介してバッキングに加えられる剥離力を生成するステップを含む。剥離力は、プライからバッキングを除去するのに十分である。
【0007】
[0007] 開示されるシステム及び方法の他の複数の実施例は、以下の詳細な説明、添付の図面、及び添付の特許請求の範囲から明確となるであろう。
【図面の簡単な説明】
【0008】
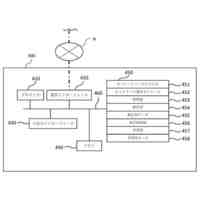
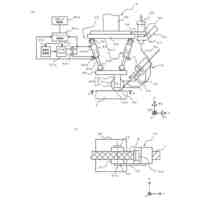
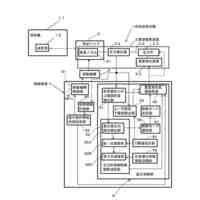
[0008] 複合材料のプライからバッキングを除去するためのシステムの概略ブロック図である。
[0009] 複合材料のプライからバッキングを除去するための方法の一実施例のフロー図である。
[0010] 複合材料のプライからバッキングを除去するための方法の一実施例のフロー図である。
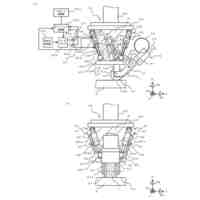
[0011] 図1のシステムの一実施例の概略側面図である。
[0012] 図1のシステムの一実施例の概略側面図である。
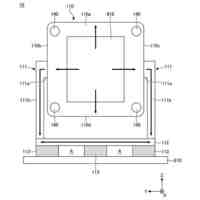
[0013] 図1のシステムの一実施例の概略斜視図である。
[0014] 図1のシステムの一実施例の概略側面図である。
[0015] 図1のシステムの一実施例の概略斜視図である。
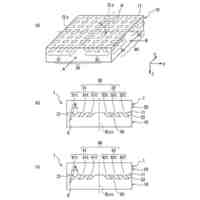
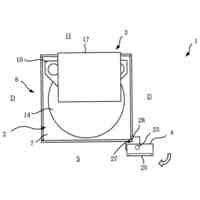
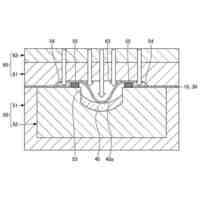
[0016] 図1のシステムのローラーの一実施例の概略側面図である。
[0017] 図1のシステムのローラーの一実施例の概略端面断面図である。
[0018] 図1のシステムのローラーの一実施例の概略側面図である。
[0019] 図1のシステムのローラーの一実施例の概略端面図である。
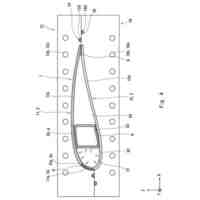
[0020] 図13A~図13Gは、図1のシステムのローラーの移動経路の複数の実施例を概略的に示す。
図13A~図13Gは、図1のシステムのローラーの移動経路の複数の実施例を概略的に示す。
図13A~図13Gは、図1のシステムのローラーの移動経路の複数の実施例を概略的に示す。
図13A~図13Gは、図1のシステムのローラーの移動経路の複数の実施例を概略的に示す。
図13A~図13Gは、図1のシステムのローラーの移動経路の複数の実施例を概略的に示す。
図13A~図13Gは、図1のシステムのローラーの移動経路の複数の実施例を概略的に示す。
図13A~図13Gは、図1のシステムのローラーの移動経路の複数の実施例を概略的に示す。
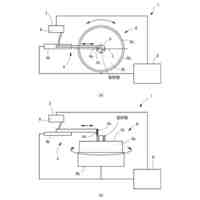
[0021] 図1のシステムの一実施例の概略側面図である。
[0022] 図1のシステムの一実施例の概略側面図である。
[0023] 航空機の製造及び保守方法のフロー図である。
[0024] 航空機の一実施例の概略的なブロック図である。
【発明を実施するための形態】
【0009】
[0025] 図1~図15を概して参照すると、本開示は、複合材料からバッキング材料を除去するためのシステム及び方法を対象とする。特に、本開示は、複合材料106のプライ104からのバッキング102の除去を少なくとも部分的に自動化するためのシステム100(図1)、方法1000(図2)、及び方法2000(図3)を対象とする。
【0010】
[0026] 図1を参照すると、複合材料106は、未硬化の複合材料を指し、概して複合材製造において使用される任意の適切なベース材料を含む。1以上の実施例では、複合材料106が、繊維強化材162とマトリックス164を含む。1以上の実施例では、複合材料106がまた、1以上の添加剤、例えば、非限定的に、熱可塑性強靭化添加剤、硬化剤、結合剤なども含み得る。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
グンゼ株式会社
印刷層の除去方法
3か月前
六浦工業株式会社
接着装置
3か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
東レ株式会社
リーフディスク型フィルター
4か月前
株式会社城北精工所
押出成形用ダイ
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
NISSHA株式会社
加飾成形品の製造方法
10日前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
株式会社イクスフロー
成形装置
27日前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
2か月前
トヨタ自動車株式会社
接合体の製造方法
3か月前
旭化成株式会社
装置
18日前
日産自動車株式会社
複合体
4か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
東レエンジニアリング株式会社
テープ貼付装置
2か月前
株式会社日本製鋼所
プリプレグ製造装置
4日前
旭化成株式会社
装置
1か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
株式会社日本製鋼所
プリプレグ製造装置
18日前
artience株式会社
積層体の分離回収方法
1か月前
株式会社日本製鋼所
竪型射出成形機
1か月前
株式会社ユーシン精機
成形品取出機
1か月前
世紀株式会社
造形装置及び造形方法
4か月前
AGC株式会社
光学素子の製造方法
10日前
住友重機械工業株式会社
射出成形機
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ