TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024058646
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2023177286
出願日
2023-10-13
発明の名称
薄膜延伸装置用太陽熱工程温度管理装置
出願人
ブリュックナー・マシーネンバウ・ゲーエムベーハー
代理人
個人
,
個人
主分類
B29C
55/02 20060101AFI20240418BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】薄膜製造時の石化燃料の使用量を低減し又は石化燃料の使用を回避する薄膜延伸装置の太陽熱工程温度制御装置、及び薄膜延伸装置を提供する。
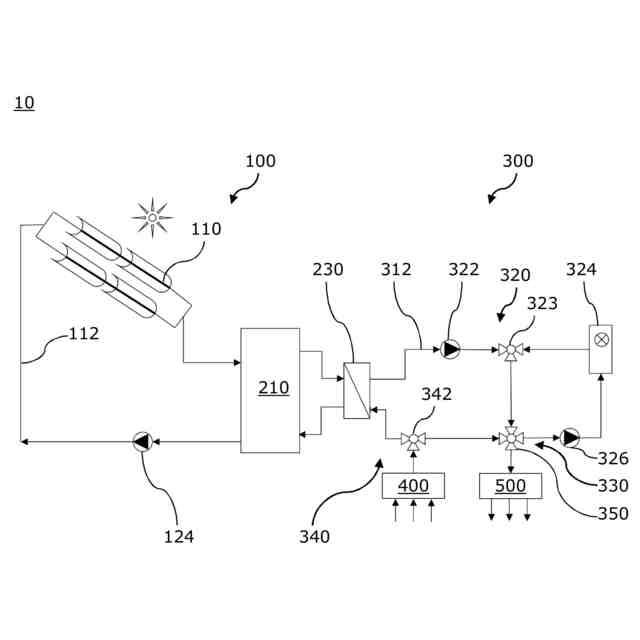
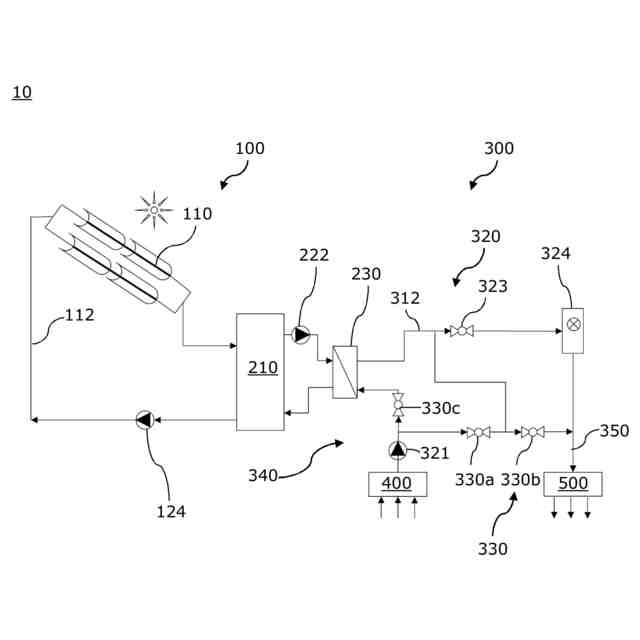
【解決手段】本発明は、薄膜延伸装置と薄膜延伸装置に適用する太陽熱工程温度制御装置10とに関連する。工程温度制御装置10は、少なくとも太陽熱加熱器110と蓄熱装置210とを備える。蓄熱装置210に接続される熱消費回路300は、蓄熱装置210に蓄積される熱エネルギを引き出して、薄膜延伸装置に熱エネルギを供給する。
【選択図】図1
特許請求の範囲
【請求項1】
第1の熱収集回路(100)に一体に取り付けられて、第1の熱収集回路(100)から第1の熱移送流体を搬送する少なくとも1つの太陽熱加熱器(110)と、
第1の熱収集回路(100)の少なくとも1つの太陽熱加熱器(110)により収集する第1の熱移送流体の熱エネルギを蓄熱する少なくとも1つの蓄熱装置(210)と、
少なくとも1つの熱消費回路(300)と、
少なくとも1つの熱移送流体出口(350)を有する少なくとも1つの温度制御装置(330)とを備え、
熱消費回路(300)は、蓄熱装置(210)に接続されて、蓄熱装置(210)に蓄積される熱エネルギを取り出し、
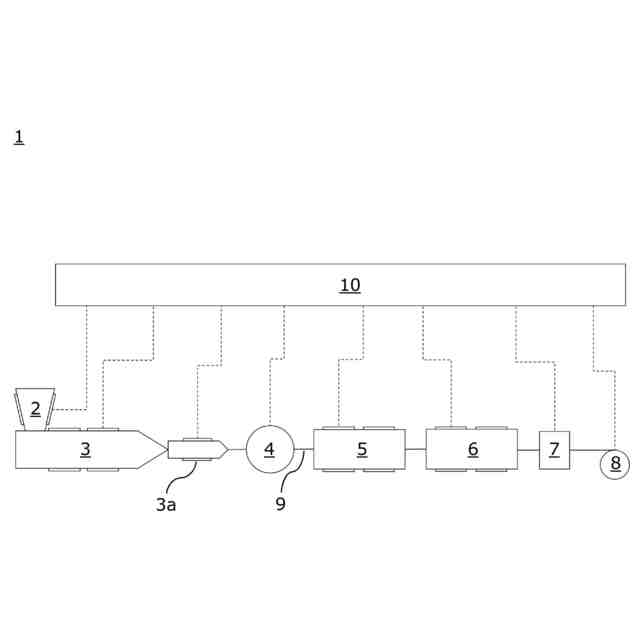
熱消費回路(300)は、所定の温度の第2の熱移送流体を少なくとも1つの熱移送流体出口(350)に供給して、所定の温度に制御される熱移送流体を直接又は間接的に薄膜延伸装置(1)の少なくとも1つの下位装置に供給することを特徴とする薄膜延伸装置の太陽熱工程温度制御装置(10)。
続きを表示(約 1,000 文字)
【請求項2】
少なくとも1つの蓄熱装置(210)と熱消費回路(300)との間に接続される第1の熱交換器(230)を備える請求項1に記載の太陽熱工程温度制御装置(10)。
【請求項3】
少なくとも1つの蓄熱装置(210)と発熱回路(100)との間に接続される第2の熱交換器(215)を備える請求項1又は2に記載の太陽熱工程温度制御装置(10)。
【請求項4】
蓄熱装置(210)は、中間回路熱移送流体を搬送する中間回路(200)に一体に取り付けられる請求項2又は3に記載の太陽熱工程温度制御装置(10)。
【請求項5】
少なくとも1つの太陽熱加熱器(110)は、少なくとも温度550℃の第1の熱移送流体(112)を蓄熱装置(210)又は第2の熱交換器(215)に供給する請求項1~4の何れか1項に記載の太陽熱工程温度制御装置(10)。
【請求項6】
第1の熱移送流体(112)、第2の熱移送流体(312)及び/又は中間回路熱移送流体(212)は、水、熱媒介油又は溶融塩の熱移送流体から選択され、
第1の熱移送流体(112)、第2の熱移送流体(312)及び/又は中間回路熱移送流体(212)は、互いに相違する請求項1~5の何れか1項に記載の太陽熱工程温度制御装置(10)。
【請求項7】
少なくとも1つの蓄熱装置(210)は、少なくとも180℃又は少なくとも210℃、特に少なくとも240℃の温度で熱移送流体を貯蔵する請求項1~6の何れか1項に記載の太陽熱工程温度制御装置(10)。
【請求項8】
少なくとも1つの太陽熱加熱器(110)は、線状集光型太陽熱加熱器、特に、少なくとも1つの放物溝集光器及び/又は少なくとも1つのフレネル集光器を有する請求項1~7の何れか1項に記載の太陽熱工程温度制御装置(10)。
【請求項9】
少なくとも1つの太陽熱加熱器(110)は、少なくとも1つの単軸追尾装置を有する追尾型熱発生装置である請求項1~8の何れか1項に記載の太陽熱工程温度制御装置(10)。
【請求項10】
第1の熱移送流体(112)、第2の熱移送流体(312)及び/又は中間回路熱移送流体(212)を循環する工程温度制御装置(10)に一体に取り付けられる少なくとも1つのポンプ(124, 322, 326)を備える請求項1~9の何れか1項に記載の太陽熱工程温度制御装置(10)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、薄膜延伸装置の太陽熱工程温度管理装置と、対応する薄膜延伸装置とに関連する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
薄膜の製造法、特に工業上利用する薄膜延伸装置の操作は、高エネルギ変換を伴う。
【0003】
薄膜の製造に使用される代表的な出発材料の重合体は、粒状及び/又は粉体状で押出機に供給され、通常種々の温度水準に保持される多工程段階で、薄膜延伸装置により例えば2軸配向薄膜等の薄膜に変換され成形される。
【0004】
薄膜製造工程での最大エネルギ消費工程は、単軸又は2軸延伸工程のみならず、通常重合体製造の出発材料(例えば、粒状及び/又は粉状)の乾燥工程と引抜工程にある。例えば、機械方向配向(「MDO」ともいう)、横方向配向(「TDO」ともいう)又横方向と同時に縦方向にも薄膜を延伸する同時延伸装置により薄膜が延伸される。
【0005】
薄膜の製造時に、単一(又は複数)の押出機に通常出発材料(粒状及び/又は粉状)が通常供給される。代表的な押出機は、単一又は2つの可塑化推進器(スクリュウ)が回転する温度制御(加熱)式シリンダを有する。推進器を設ける目的は、上流に形成される溶融樹脂と共に樹脂顆粒剤(又は樹脂粉末剤)をシリンダ内で搬送しながら、剪断力(摩擦力)を加えて出発材料を可塑化しかつ均質化し、同時に十分な圧力を発生して、金型開口(押出金型)から溶融樹脂を連続的に加圧押出しするためである。薄膜製造法に依存して、異なる押出金型を使用できる。
【0006】
吹込み薄膜(吹込み薄膜装置)を製造する際に、押出機を経て例えば(温度制御型)管状金型から溶融樹脂が押出される。その後、押出される管状の溶融樹脂は、空気と共に吹込み(ブロー)成形されて、外部で冷却され、適用可能な内部の(一定範囲に温度管理される)冷却空気で冷却される。
【0007】
薄膜(「押出薄膜」ともいう)を製造する際に、通常溝型金型(温度制御される)により押出された後に、溶融樹脂は、平坦膜に形成される。溝型金型により形成される平坦膜(「注型薄膜ともいう」)は、例えば冷却ロール上に押し出されて、延伸される。
【0008】
順次又は同時に平坦膜は、原則的に延伸される。順次延伸法では、平坦膜は、まず例えば、機械方向に延伸され、その後、横方向に延伸される。同時延伸法では、平坦膜は、機械方向と横方向とに同時に延伸される。
【0009】
樹脂薄膜の機械方向延伸工程(MDO工程)は、通常延伸する帯状樹脂の温度管理工程とロール(温度管理される)に(注型)薄膜を案内する工程とを含む。異なる回転速度で回転する複数のロールにより機械方向に帯状樹脂が延伸される。
【0010】
樹脂薄膜の順次横方向延伸工程(TDO工程)は、押出される帯状樹脂の温度を管理(加熱炉内での)しかつ横方向に順次延伸する操作を含む。横方向に延伸する目的で、両縁部が把持される帯状樹脂は、幅方向に引張(延伸)される。その後、2軸延伸薄膜が巻き取られる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
2か月前
睦月電機株式会社
樹脂成形用金型
7か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
積層基材の製造方法
5か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
六浦工業株式会社
接着装置
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社不二越
射出成形機
6か月前
株式会社吉野工業所
計量キャップ
4か月前
AGC株式会社
車両窓用窓ガラス
7か月前
東レエンジニアリング株式会社
処理装置
6か月前
株式会社城北精工所
押出成形用ダイ
1か月前
東レ株式会社
リーフディスク型フィルター
4か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
TOWA株式会社
樹脂成形装置
5か月前
NISSHA株式会社
加飾成形品の製造方法
10日前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
株式会社イクスフロー
成形装置
27日前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
三井化学株式会社
光学部材の製造方法
6か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































