TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024057586
公報種別
公開特許公報(A)
公開日
2024-04-24
出願番号
2023163625
出願日
2023-09-26
発明の名称
複合体およびその製造方法
出願人
日産自動車株式会社
代理人
個人
,
個人
,
個人
主分類
B29C
65/70 20060101AFI20240417BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】接合強度を向上し得る複合体およびその製造方法を提供する。
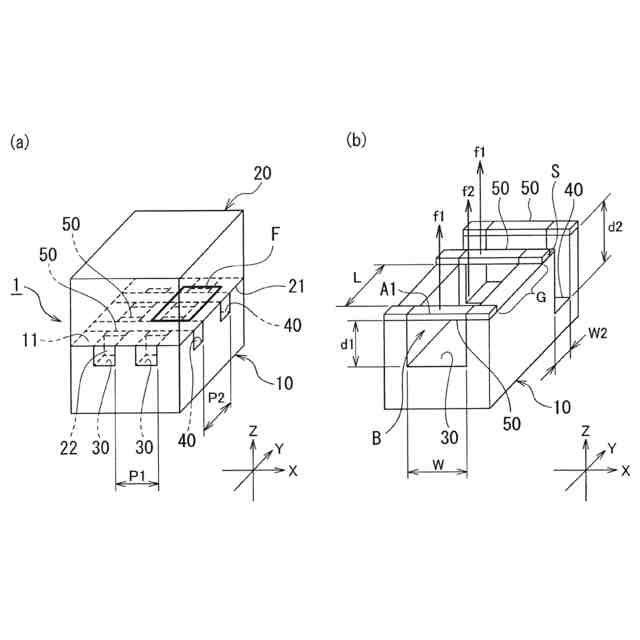
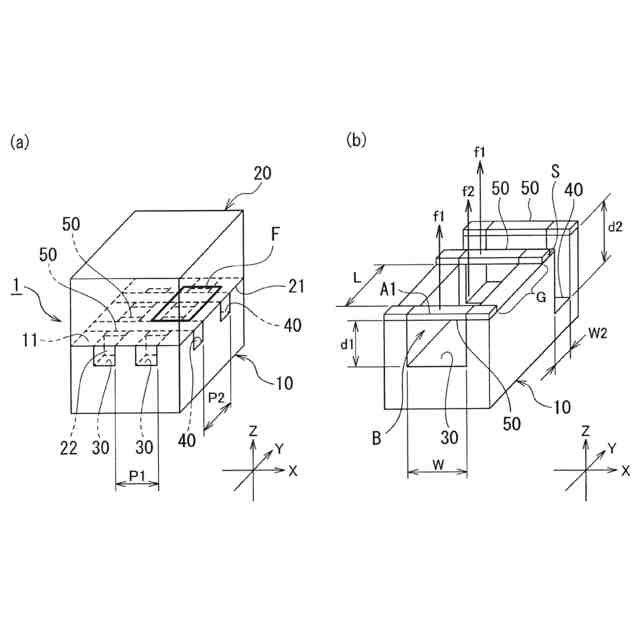
【解決手段】この複合体1は、金属部10と樹脂部20とを相互に対向する接合面11,21で接合したものであり、金属部10の接合面11に一の方向に沿って形成された第一の溝30と、第一の溝30と交差する他の方向に沿って形成された第二の溝40と、第一の溝30と第二の溝40との交差部の少なくとも一部に第二の溝40に沿って金属部10の金属母材によって第一の溝30の両縁相互を繋ぐように形成された架橋部50と、を有する。この複合体1の製造方法は、第一の溝30をレーザ処理で形成した後に、第二の溝40をレーザ処理で形成することで、第一の溝30の両縁相互を繋ぐように架橋部50を形成する。その後、第一の溝30と第二の溝40とに溶融樹脂を充填しつつ金属部10と樹脂部20とを相互に対向する接合面11,21で接合する。
【選択図】図1
特許請求の範囲
【請求項1】
金属部と樹脂部とを相互に対向する接合面で接合した複合体であって、
前記金属部は、
前記金属部の接合面に一の方向に沿って形成された第一の溝と、
前記第一の溝と交差する他の方向に沿って形成された第二の溝と、
前記第一の溝と前記第二の溝との交差部の少なくとも一部に前記第二の溝に沿って前記金属部の金属母材によって前記第一の溝の両縁相互を繋ぐように形成された架橋部と、
を有し、
前記樹脂部の接合面が、前記第一の溝および前記第二の溝の内部に樹脂母材が充填された状態で接合されていることを特徴とする複合体。
続きを表示(約 840 文字)
【請求項2】
前記架橋部は、前記交差部での前記第二の溝に沿って前記第二の溝の両側にそれぞれ形成されている請求項1に記載の複合体。
【請求項3】
前記第二の溝が前記金属部の前記接合面に対して斜めに形成されている請求項1に記載の複合体。
【請求項4】
前記第一の溝は、前記一の方向に沿って複数条形成され、前記第二の溝は、前記他の方向に沿って複数条形成されており、
前記複数条の前記第一の溝のピッチが、前記複数条の前記第二の溝のピッチよりも短い請求項1に記載の複合体。
【請求項5】
前記第二の溝の溝深さは、前記第一の溝の溝深さ以上である請求項1に記載の複合体。
【請求項6】
前記樹脂部は、有限長の繊維を含み、前記繊維の配向方向が、前記架橋部の架橋方向に対して直交して配置されている請求項1に記載の複合体。
【請求項7】
前記有限長の繊維の長さは、((溝間隔P)-(溝幅W))以上の長さである請求項6に記載の複合体。
【請求項8】
前記架橋部の強度、および、前記第二の溝の両側に形成された2つの前記架橋部を支点にして働く前記樹脂部の引き抜き強度が、前記樹脂部の樹脂母材の強度以上である請求項2に記載の複合体。
【請求項9】
前記複合体は、車体の前若しくは後のバンパ内に車幅方向に沿って取り付けられるバンパレインフォースメントであり、
前記金属部は、自身の背面両端に車体側に取り付けるための二つの取付部をそれぞれ有する金属製のバンパビームであり、
前記樹脂部は、前記バンパビームの背面に沿って接合される樹脂製の補強部である請求項1~8のいずれか一項に記載の複合体。
【請求項10】
前記架橋部は、前記バンパビームの長手方向に直交する方向に沿って配置されている請求項9に記載の複合体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属部と樹脂部とを相互に対向する接合面で接合した複合体およびその製造方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
軽量化且つ低コスト化を目的に、金属部と樹脂部とを相互に対向する接合面で接合した複合体が知られている(例えば、特許文献1参照)。特許文献1には、金属部と樹脂部との接合強度の向上を課題とし、レーザ処理で形成する溝の構造を規定した上で、金属部の接合面に対して垂直な方向からレーザ照射して形成された竪溝に樹脂を充填して接合強度の向上を図っている。
【0003】
この種の複合体として、例えば、金属部(メタルシート)上に、樹脂部として炭素繊維強化熱可塑性樹脂(CFRTP)からなる補強部材(リブ)をプレス形成する自動車部品が検討されている。これらの複合体による自動車部品は、加熱した熱可塑性樹脂とメタルシートとを金型内で一体形成することで製造される。
【先行技術文献】
【特許文献】
【0004】
特許5843750号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、この種の複合体において、相互に対向する接合面の密着性を十分に維持できないと、自動車部品の構造体として必要な強度を発揮できないという問題がある。
これに対し、特許文献1記載の技術では、金属表面に形成した溝に樹脂を充填しているものの、竪溝を形成しただけでは、垂直引張り応力が加わった時に樹脂が溝から抜け易いという問題があり、接合強度の向上を図る上で未だ解決すべき課題が残される。
【0006】
そこで、本発明は、このような問題点に着目してなされたものであって、金属部と樹脂部との相互に対向する接合面の密着性(垂直引張強度)をより向上(密着性の改善)させ得る複合体およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の一態様に係る複合体は、金属部と樹脂部とを相互に対向する接合面で接合した複合体であって、前記金属部は、前記金属部の接合面に一の方向に沿って形成された第一の溝(縦溝)と、前記第一の溝と交差する他の方向に沿って形成された第二の溝(横溝)と、前記第一の溝と前記第二の溝との交差部の少なくとも一部に前記第二の溝に沿って前記金属部の金属母材によって前記第一の溝の両縁相互を繋ぐように形成された架橋部と、を有し、前記樹脂部の接合面が、前記第一の溝および前記第二の溝の内部に樹脂母材が充填された状態で接合されている。
【0008】
また、上記課題を解決するために、本発明の一態様に係る複合体の製造方法は、金属部と樹脂部とを相互に対向する接合面で接合した複合体を製造する方法であって、前記金属部の接合面に当該接合面にそれぞれが開口するとともに一の方向に沿った第一の溝とこれに交差する他の方向に沿った第二の溝とを形成する溝形成工程と、前記溝形成工程で前記金属部に形成された前記溝の内部に溶融樹脂を射出して充填しつつ前記樹脂部の接合面を前記金属部の接合面に金型内で一体に接合する接合工程と、を含み、前記溝形成工程にあっては、前記第一の溝をレーザ処理によって形成した後に、前記第二の溝をレーザ処理によって形成しつつ前記第一の溝と前記第二の溝との交差部の少なくとも一部に前記金属部の金属母材によって前記第一の溝の両縁相互を繋ぐように架橋部を形成する。
【発明の効果】
【0009】
本発明によれば、金属部と樹脂部との相互に対向する接合面の接合強度をより向上できる。
【図面の簡単な説明】
【0010】
本発明の一実施形態に係る複合体の説明図であり、同図(a)はその一部の模式的斜視図、(b)は(a)での金属部の架橋構造部分の要部拡大図((a)の符号Fの部分)である。
光学顕微鏡での観察による図であり、同図(a)は第一の溝と第二の溝の交差部からみた第一の溝の架橋部の横断面拡大図、(b)は第二の溝の交差部でない場所での横断面拡大図である。
本発明の一実施形態に係る複合体における第一の溝の縦断面部分での模式的拡大図である。
本発明の一実施形態に係る複合体の製造方法の説明図であり、同図(a)は第一の溝の加工工程、(b)は第一の溝の加工工程後の第二の溝の加工工程を示している。
光学顕微鏡での観察による図であり、同図(a)は第一の溝の縦断面図、(b)は(a)でのE部拡大図である。
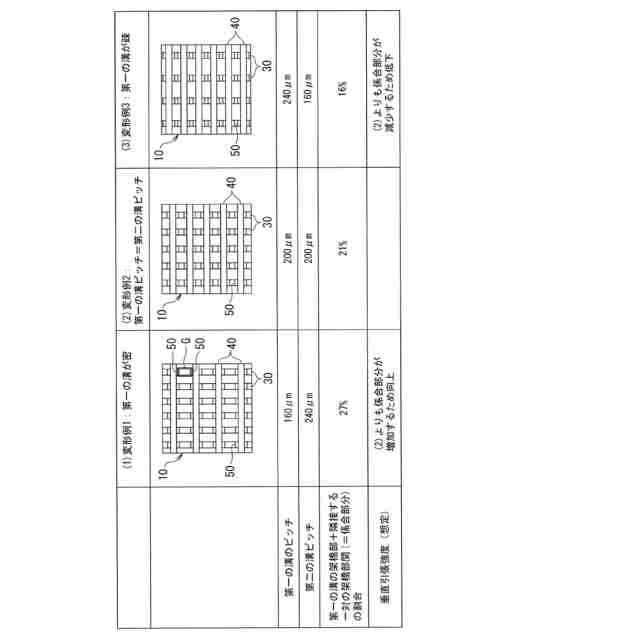
変形例1~3の対比説明図である。
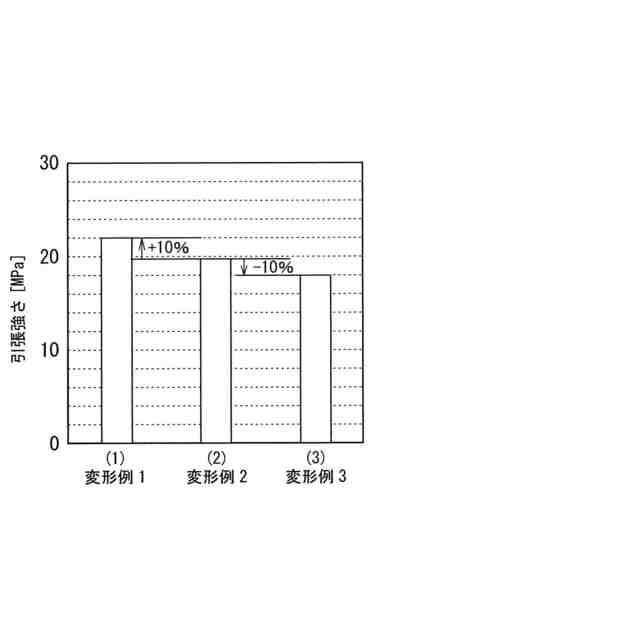
変形例1~3の引っ張り強さを対比して説明するグラフである。
実施例のバンパレインフォースメントの模式的説明図であり、同図(a)は平面図、(b)は(a)をバンパビームの背面側から見た図、(c)は(b)でのZ-Z断面の拡大図である。
実施例のバンパレインフォースメントの製造方法を説明する図であって、各図(a)~(d)はバンパビームの横断面視方向の模式図で示している。
本発明の一実施形態に係る接合前における金属部の接合面の走査電子顕微鏡での観察による図であり、同図(a)は平面視、(b)は斜め上方から見た図である。
本発明の一実施形態に係る複合体の垂直引っ張り後における金属部の接合面の走査電子顕微鏡での観察による図であり、同図(a)は平面視、(b)は斜め上方から見た図である。
変形例4に係る複合体での架橋構造(架橋部の架橋方向とせん断応力の方向(バンパビームの長手方向)との関係)を説明する模式的平面図である。
変形例4に係る複合体での架橋構造の作用効果を説明する模式的斜視図であり、同図(a)は好適態様、(b)は好適態様(a)との対比態様を示している。
変形例5に係る複合体であって、同図(a)は、バンパレインフォースメントへの適用例において、射出成形によって接合される補強部外観の観察写真、また、同図(b)は、射出成形時の樹脂流れと繊維配向方向のイメージを示す模式的斜視図である。
変形例5に係る複合体での架橋構造の作用効果を説明する模式的斜視図であり、同図(a)は好適態様、(b)は好適態様(a)との対比態様を示している。
図15の要部を拡大図示する模式的斜視図であり、同図(a)は好適態様、(b)は好適態様(a)との対比態様を示している。
従来の複合体の製造方法での溝の加工工程の説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
1か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
六浦工業株式会社
接着装置
3か月前
AGC株式会社
車両窓用窓ガラス
7か月前
株式会社不二越
射出成形機
6か月前
株式会社吉野工業所
計量キャップ
4か月前
東レエンジニアリング株式会社
処理装置
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
東レ株式会社
リーフディスク型フィルター
4か月前
株式会社アフィット
粉末焼結積層造形装置
4か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
株式会社城北精工所
押出成形用ダイ
1か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
TOWA株式会社
樹脂成形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
株式会社イクスフロー
成形装置
26日前
東レエンジニアリング株式会社
立体造形方法
7か月前
NISSHA株式会社
加飾成形品の製造方法
9日前
東レエンジニアリング株式会社
立体造形装置
4か月前
三井化学株式会社
光学部材の製造方法
6か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ


































