TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024055248
公報種別
公開特許公報(A)
公開日
2024-04-18
出願番号
2022162019
出願日
2022-10-07
発明の名称
検査システム
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
G01N
21/88 20060101AFI20240411BHJP(測定;試験)
要約
【課題】作業者の熟練度にかかわらず、タクトタイム内に検査を完了させる。
【解決手段】自動車のボデーシェルをインラインで検査する検査システムは、ボデーシェルを塗装工程前に撮影する撮影部と、撮影された画像を用いて、欠陥の有無と、検出された欠陥の位置と、を検出する検出部と、検出された欠陥が、塗装工程前に補修する必要がある補修対象欠陥であるか否かを判定する判定部と、欠陥が検出された場合において、検出された欠陥のうち、少なくとも補修対象欠陥の位置を作業者に通知する通知部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
自動車のボデーシェルをインラインで検査する検査システムであって、
前記ボデーシェルを塗装工程の前に撮影する撮影部と、
撮影された画像を用いて、欠陥の有無と、検出された欠陥の位置と、を検出する検出部と、
前記検出された欠陥が、前記塗装工程の前に補修する必要がある補修対象欠陥であるか否かを判定する判定部と、
前記欠陥が検出された場合において、前記検出された欠陥のうち、少なくとも前記補修対象欠陥の前記位置を作業者に通知する通知部と、
を備える検査システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、検査システムに関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1には、自動車の製造工程におけるインライン検査の方法についての技術が記載されている。特許文献1に記載のインライン検査においては、まず、作業者が、目視により発見した車体の塗装面の欠陥を囲むように、枠状体を塗装面に取り付ける。撮影装置が、作業者の操作指示に従って枠状体に囲まれた領域を撮影する。解析装置が、撮影された画像を用いて塗装面の欠陥の寸法を算出し、算出した寸法に応じて塗装面の欠陥の手直しが必要であるか否かを判定する。
【先行技術文献】
【特許文献】
【0003】
特開2017-9528号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、作業者が目視により塗装面の欠陥を発見する作業と、作業者が枠状体を塗装面に取り付ける作業と、にかかる時間は、作業者の熟練度により、ばらつきが生じることが想定される。例えば、これらの作業にかかる時間が長くなってしまい、タクトタイム内にインライン検査を完了できなければ、対象の車体を生産ラインから降ろす必要が生じる。よって、作業者の熟練度にかかわらず、タクトタイム内に検査を完了させることが望まれていた。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
本開示の一形態によれば、自動車のボデーシェルをインラインで検査する検査システムが提供される。この検査システムは、前記ボデーシェルを塗装工程の前に撮影する撮影部と、撮影された画像を用いて、欠陥の有無と、検出された欠陥の位置と、を検出する検出部と、前記検出された欠陥が、前記塗装工程の前に補修する必要がある補修対象欠陥であるか否かを判定する判定部と、前記欠陥が検出された場合において、前記検出された欠陥のうち、少なくとも前記補修対象欠陥の前記位置を作業者に通知する通知部と、を備える。
このような形態によれば、作業者自らが欠陥の有無を判定する必要がないので、作業者の熟練度にかかわらず欠陥の有無の判定に要する時間にばらつきが生じることがない。さらに、作業者には、検出された欠陥のうち、少なくとも補修対象欠陥の位置が通知される。よって、作業者は、欠陥の程度を判定することなく、通知された位置の補修対象欠陥を補修すればよい。作業者が欠陥の程度を判定する必要がないので、作業者の熟練度にかかわらず欠陥の程度の判定に要する時間にばらつきが生じることがない。作業者は、通知された位置の欠陥を補修する作業に専念することができるため、タクトタイム内にインライン検査および補修の工程を完了させられないという状況が発生することを抑制できる。
【図面の簡単な説明】
【0007】
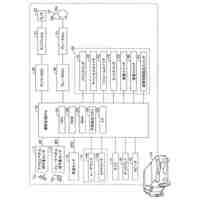
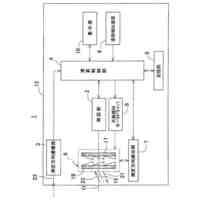
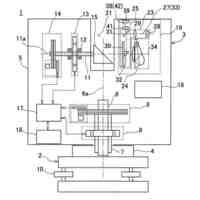
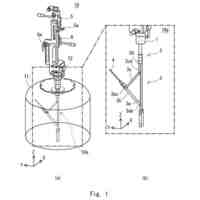
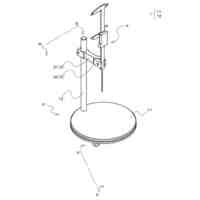
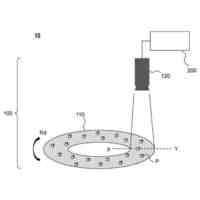
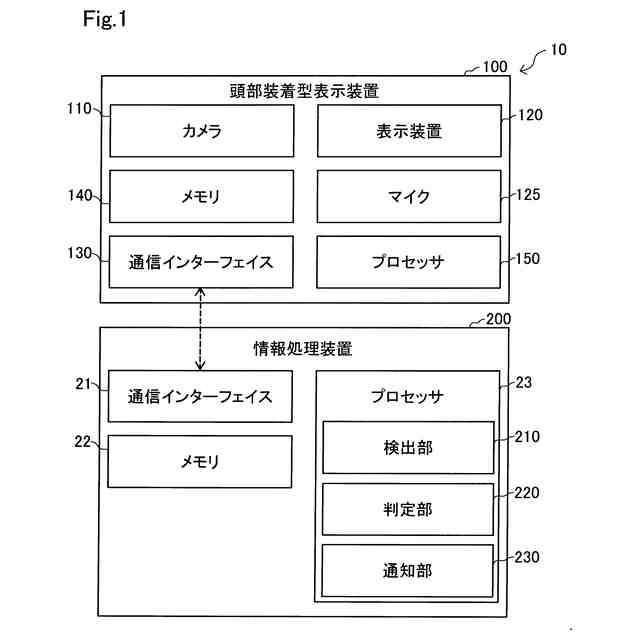
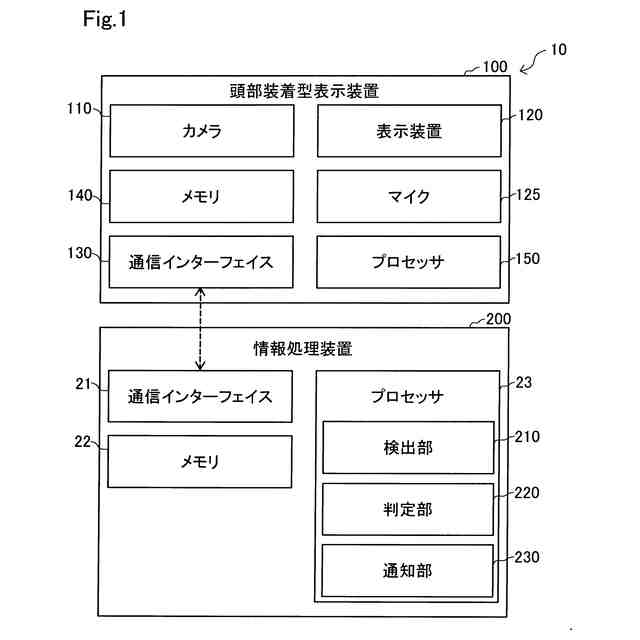
実施形態にかかる検査システムの概略構成を示す図である。
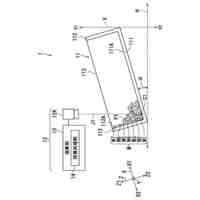
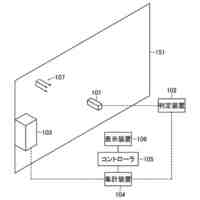
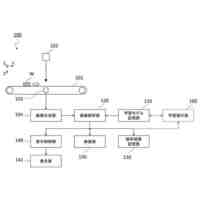
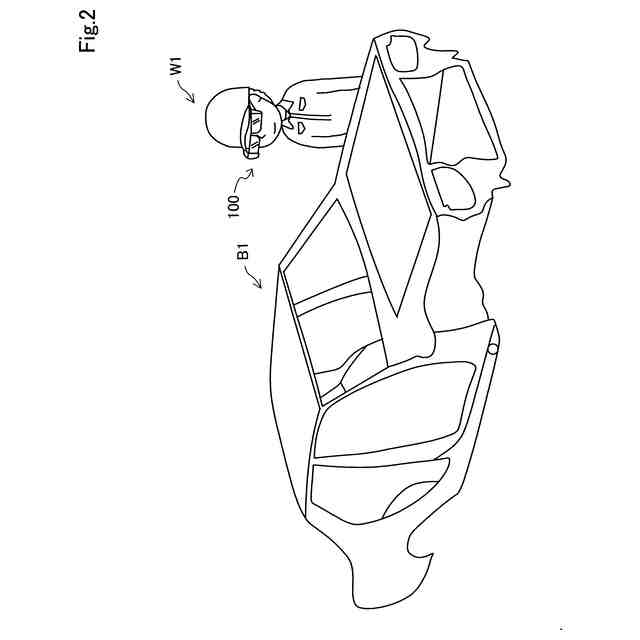
頭部装着型表示装置を装着した作業者とボデーシェルとを表した図である。
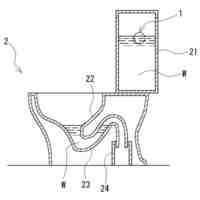
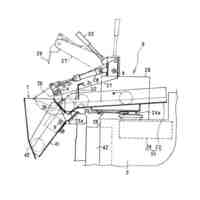
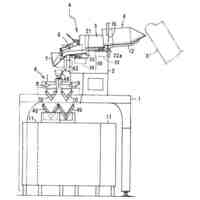
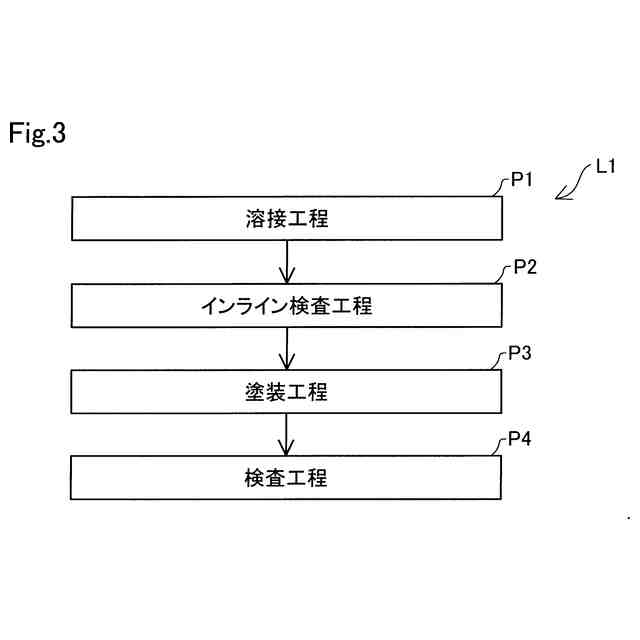
自動車の生産ラインの一部の工程を示す図である。
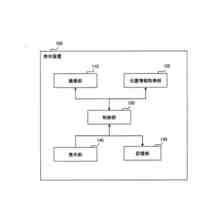
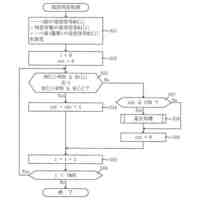
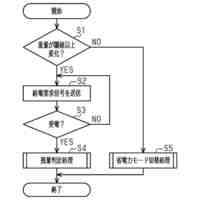
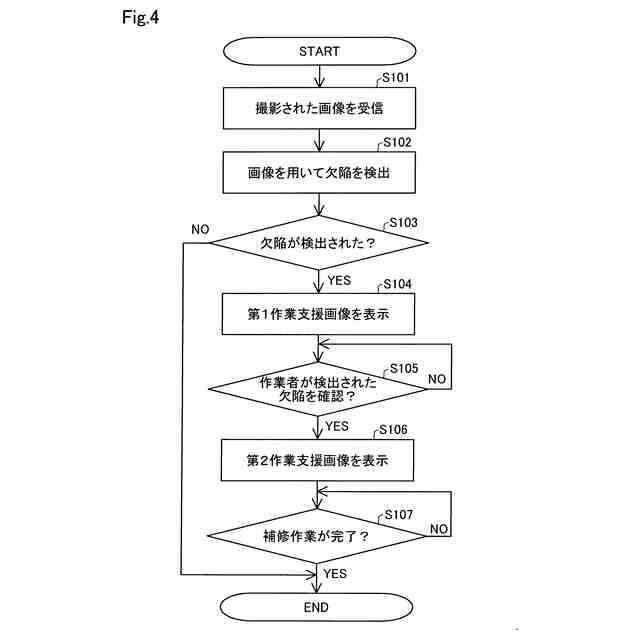
検査処理の一例を表すフローチャートである。
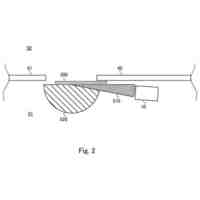
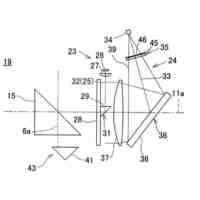
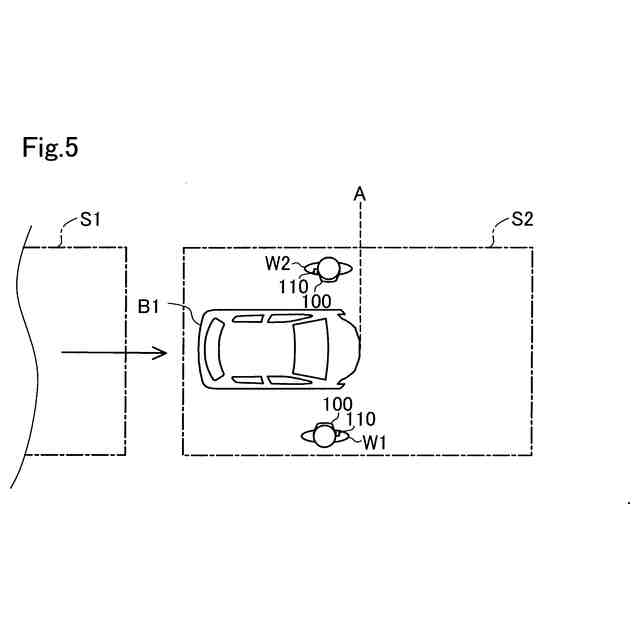
ボデーシェルの撮影の方法の一例の説明図である。
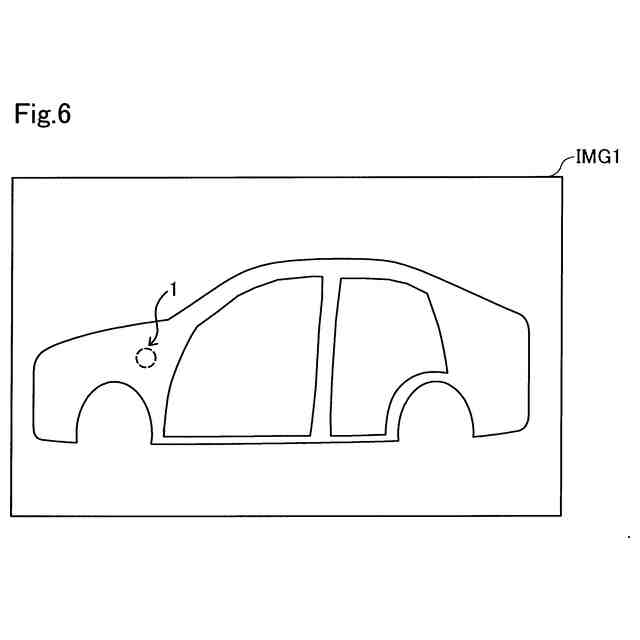
第1作業支援画像の一例を示す図である。
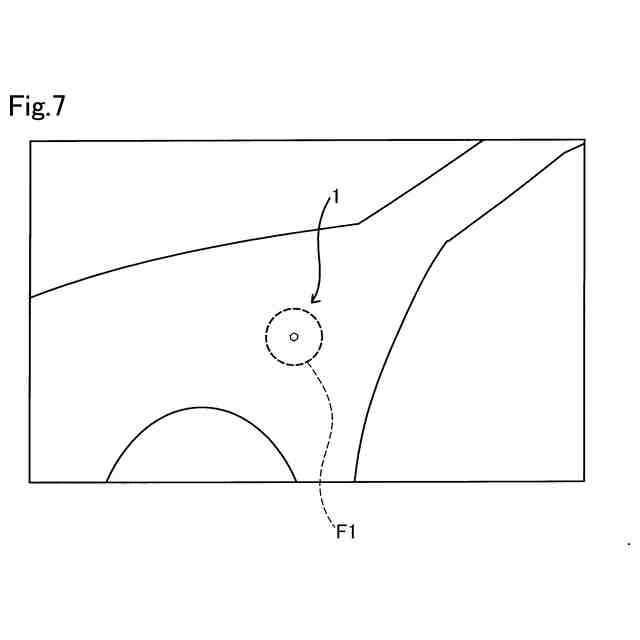
欠陥の位置を示す仮想的な枠線が重ね合わせて表示されている様子を表した図である。
【発明を実施するための形態】
【0008】
A.実施形態
図1は、実施形態における検査システム10の概略構成を示す図である。検査システム10は、自動車の生産ラインにおいて、溶接加工により製造されたボデーシェルB1の欠陥を検出する。さらに、検査システム10は、欠陥の位置を示す画像を表示することにより、欠陥の補修作業において作業者を支援する。検査システム10は、頭部装着型表示装置100と、情報処理装置200と、を備える。
【0009】
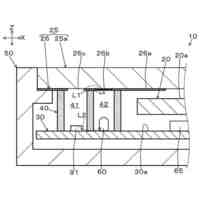
図2は、頭部装着型表示装置100を装着した作業者W1と、ボデーシェルB1とを表した図である。実施形態において、頭部装着型表示装置100は、透過型のスマートグラスである。作業者W1は、ボデーシェルB1の欠陥を補修する作業を行う。
【0010】
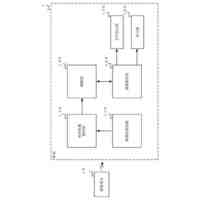
図1に示すように、頭部装着型表示装置100は、カメラ110と、表示装置120と、マイク125と、通信インターフェイス130と、メモリ140と、プロセッサ150とを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
移動環境システム
今日
トヨタ自動車株式会社
変更操作支援装置
今日
個人
健康状態検査材
16日前
株式会社CCT
表示装置
15日前
株式会社トプコン
測量装置
21日前
株式会社SUBARU
車両
23日前
株式会社トプコン
測定装置
22日前
日本精機株式会社
車両用表示装置
22日前
株式会社SUBARU
車両
23日前
株式会社トプコン
測量装置
21日前
ニデック株式会社
検出装置
22日前
日本精機株式会社
センサユニット
7日前
株式会社チノー
放射温度計
8日前
個人
コンベックスルール用測定部品
14日前
本多電子株式会社
水中探知装置
22日前
トヨタ自動車株式会社
給水治具
13日前
株式会社XMAT
点検システム
23日前
株式会社テイエルブイ
処理装置
1日前
大和製衡株式会社
組合せ計量装置
6日前
大和製衡株式会社
組合せ計量装置
6日前
東将精工株式会社
測定器具補助具
15日前
大和製衡株式会社
組合せ計量装置
6日前
株式会社ミツトヨ
光学式エンコーダ
16日前
中部電力株式会社
スミヤ濾紙
21日前
三菱マテリアル株式会社
温度センサ
13日前
東レエンジニアリング株式会社
衝撃試験機
16日前
住友金属鉱山株式会社
検査装置
6日前
株式会社ティアンドデイ
温度測定装置
13日前
豊田合成株式会社
重量測定装置
13日前
株式会社 システムスクエア
検査装置
15日前
住友金属鉱山株式会社
セレン評価方法
6日前
東レ株式会社
センサー素子及びガスセンサー
20日前
トヨタ自動車株式会社
表示装置
7日前
日立建機株式会社
作業機械
20日前
ニシム電子工業株式会社
液位検出装置
7日前
古野電気株式会社
魚種識別システム及び方法
28日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ