TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024054649
公報種別
公開特許公報(A)
公開日
2024-04-17
出願番号
2022161017
出願日
2022-10-05
発明の名称
光学部材の製造方法および光学部材
出願人
三井化学株式会社
代理人
個人
主分類
B29C
45/77 20060101AFI20240410BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】表面荒れおよびフローマークの発生が抑制された光学部材を得ること。
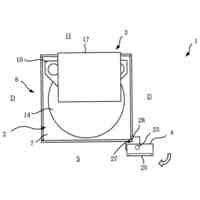
【解決手段】スクリュー24を用いて、溶融した樹脂組成物をゲート区間38を介して射出し、キャビティー36内に充填する工程において、以下(条件1)および(条件2)を満たす、光学部材の製造方法。
(条件1)下記式(1)により求められる、溶融した上記樹脂組成物の先端部が上記ゲート区間38の入り口から出口までを通過する際の射出率aに対する、下記式(2)により求められる溶融した上記樹脂組成物の先端部が上記ゲート区間38の出口を通過した後の射出率bの比b/aが、3以上16以下である。
(条件2)上記射出率bが、45cm
3
/秒以上100cm
3
/秒以下である。
a=σ×v
a
(1)、b=σ×v
b
(2)
σ:シリンダー22内部の断面積
v
a
、v
b
:特定条件のスクリューの前進速度
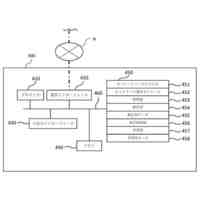
【選択図】図1
特許請求の範囲
【請求項1】
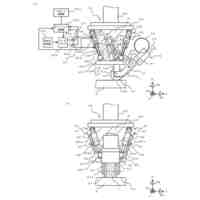
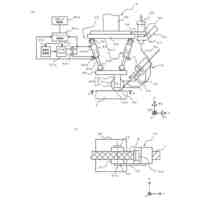
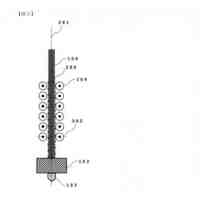
シリンダーおよび前記シリンダーに挿入されたスクリューからなる射出ユニットと、
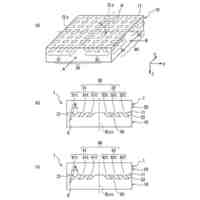
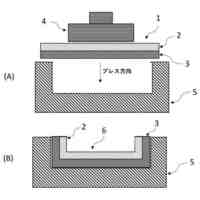
光学部材を成形するためのキャビティー、および前記射出ユニットから前記キャビティー内への樹脂組成物の射出通路となるゲート区間を有する金型と、
を備える、射出成形装置を用いた光学部材の製造方法であって、
前記シリンダー内で、エチレンまたはα-オレフィンと環状オレフィンとの共重合体を含む樹脂組成物を溶融する工程(1)と、
前記スクリューを用いて、溶融した前記樹脂組成物を前記ゲート区間を介して射出し、前記キャビティー内に充填する工程(2)と、を含み、
前記工程(2)において、以下(条件1)および(条件2)を満たす、光学部材の製造方法。
(条件1)下記式(1)により求められる、溶融した前記樹脂組成物の先端部が前記ゲート区間の入り口から出口までを通過する際の射出率aに対する、下記式(2)により求められる溶融した前記樹脂組成物の先端部が前記ゲート区間の出口を通過した後の射出率bの比b/aが、3以上16以下である。
(条件2)前記射出率bが、45cm
3
/秒以上100cm
3
/秒以下である。
a=σ×v
a
(1)
b=σ×v
b
(2)
σ:前記射出成形装置のシリンダー内部の断面積
v
a
:溶融した前記樹脂組成物の先端部が前記ゲート区間の入口から出口までを通過する際のスクリューの前進速度
v
b
:溶融した前記樹脂組成物の先端部が前記ゲート区間の出口を通過した後のスクリューの前進速度
続きを表示(約 2,800 文字)
【請求項2】
前記b/aが、7以上16以下である、請求項1に記載の光学部材の製造方法。
【請求項3】
前記工程(2)において、以下(条件3)および(条件4)をさらに満たす、請求項1または2に記載の光学部材の製造方法。
(条件3)前記射出率aに対する、下記式(3)により求められる溶融した前記樹脂組成物の先端部が前記ゲート区間の入口を通過する前の射出率xの比x/aが、1以上6以下である。
(条件4)前記射出率xが、6cm
3
/秒以上30cm
3
/秒以下である。
x=σ×v
x
(3)
σ:前記射出成形装置のシリンダー内部の断面積
v
x
:溶融した前記樹脂組成物の先端部が前記ゲート区間の入口を通過する前のスクリューの前進速度
【請求項4】
前記工程(2)において、下記式(4)により求められる剪断速度γが、300/秒以上である、請求項1または2に記載の光学部材の製造方法。
γ=πDN/h (4)
D:スクリュー直径
N:スクリュー回転数
h:スクリュー溝深さ
【請求項5】
前記金型のキャビティー容量が5cm
3
以上150cm
3
以下である、請求項1または2に記載の光学部材の製造方法。
【請求項6】
前記共重合体が、
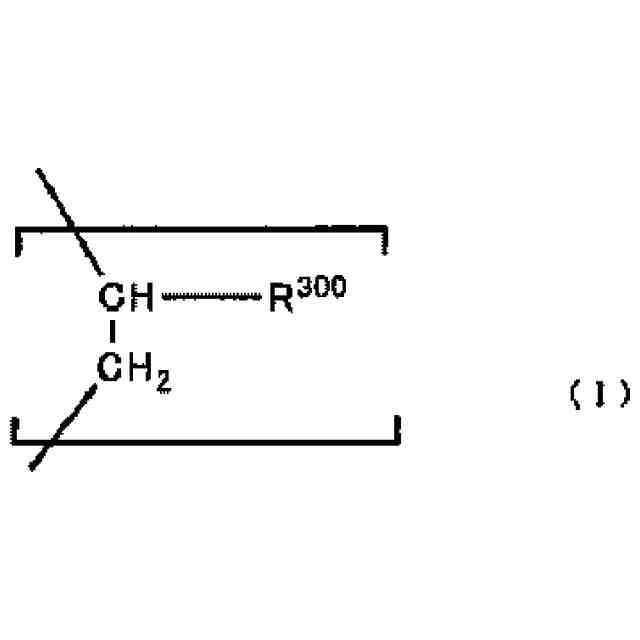
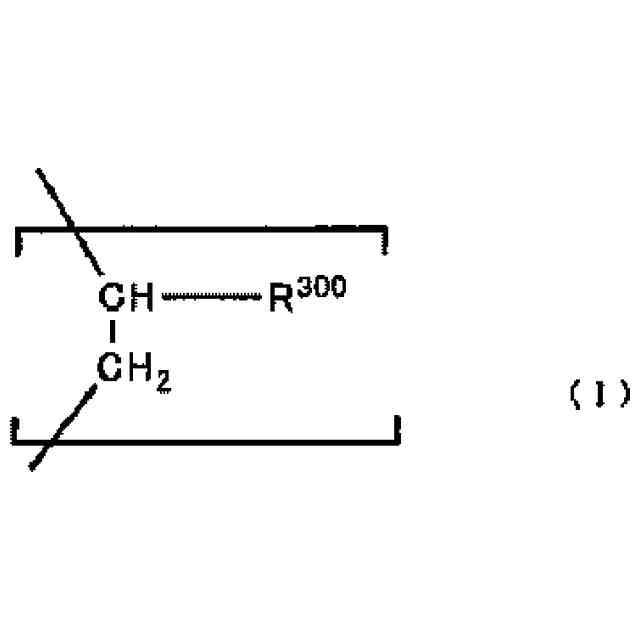
下記一般式(I)で表される少なくとも1種のオレフィン由来の繰り返し単位(a)と、
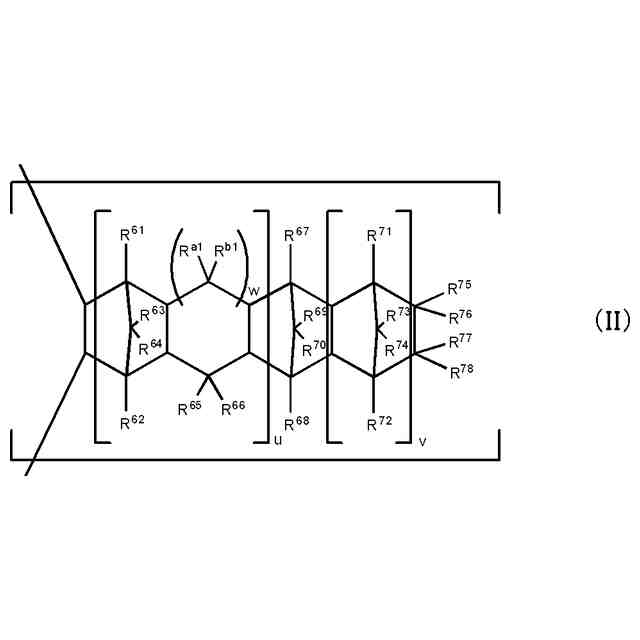
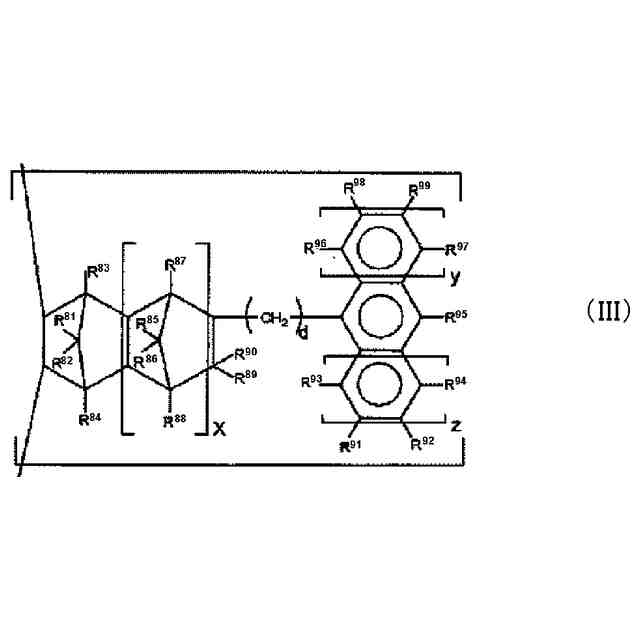
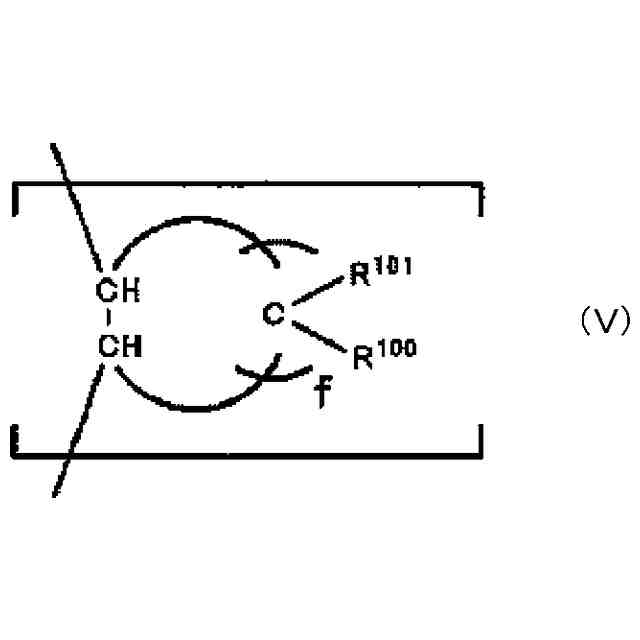
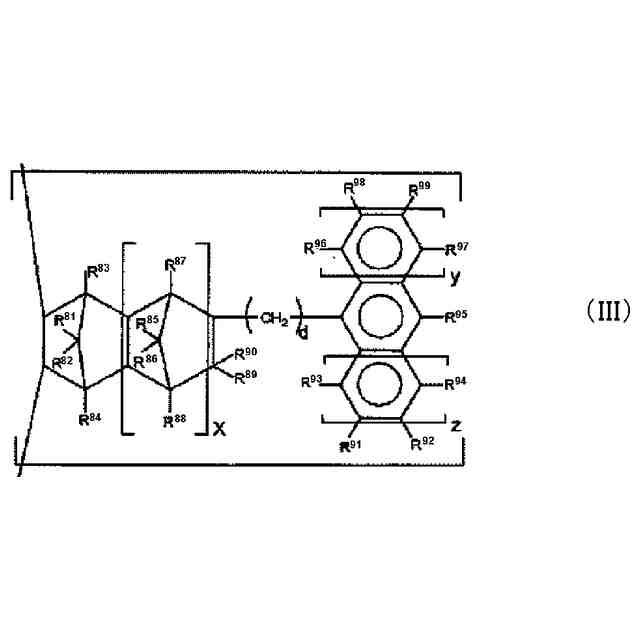
下記一般式(II)で表される繰り返し単位、下記一般式(III)で表される繰り返し単位、下記一般式(IV)で表される繰り返し単位、下記一般式(V)で表される繰り返し単位および下記一般式(VI)で表される繰り返し単位からなる群から選ばれる少なくとも1種の環状オレフィン由来の繰り返し単位(b)と、
を有する、請求項1または2に記載の光学部材の製造方法。
TIFF
2024054649000021.tif
49
153
前記一般式(I)において、R
300
は水素原子又は炭素原子数1~29の直鎖状または分岐状の炭化水素基を示す。
TIFF
2024054649000022.tif
63
153
前記一般式(II)において、uは0または1であり、vは0または正の整数であり、wは0または1であり、R
61
~R
78
ならびにR
a1
およびR
b1
は、互いに同一でも異なっていてもよく、水素原子、ハロゲン原子、炭素原子数1~20のアルキル基、炭素原子数1~20のハロゲン化アルキル基、炭素原子数3~15のシクロアルキル基または炭素原子数6~20の芳香族炭化水素基であり、R
75
~R
78
は、互いに結合して単環または多環を形成していてもよい。
TIFF
2024054649000023.tif
65
153
前記一般式(III)において、xおよびdは0または1以上の整数であり、yおよびzは0、1または2であり、R
81
~R
99
は、互いに同一でも異なっていてもよく、水素原子、ハロゲン原子、炭素原子数1~20のアルキル基若しくは炭素原子数3~15のシクロアルキル基である脂肪族炭化水素基、炭素原子数6~20の芳香族炭化水素基またはアルコキシ基であり、R
89
およびR
90
が結合している炭素原子と、R
93
が結合している炭素原子またはR
91
が結合している炭素原子とは、直接あるいは炭素原子数1~3のアルキレン基を介して結合していてもよく、またy=z=0のとき、R
95
とR
92
またはR
95
とR
99
とは互いに結合して単環または多環の芳香族環を形成していてもよい。
TIFF
2024054649000024.tif
93
153
前記一般式(IV)中、nおよびmはそれぞれ独立に0、1または2であり、qは1、2または3であり、R
18
~R
31
はそれぞれ独立に、水素原子、フッ素原子を除くハロゲン原子、またはフッ素原子を除くハロゲン原子で置換されていてもよい炭素原子数1~20の炭化水素基であり、またq=1のときR
28
とR
29
、R
29
とR
30
、R
30
とR
31
は互いに結合して単環または多環を形成していてもよく、またq=2または3のときR
28
とR
28
、R
28
とR
29
、R
29
とR
30
、R
30
とR
31
、R
31
とR
31
は互いに結合して単環または多環を形成していてもよく、また前記単環または前記多環が芳香族環であってもよい。
TIFF
2024054649000025.tif
49
153
前記一般式(V)において、R
100
、R
101
は、互いに同一でも異なっていてもよく、水素原子または炭素原子数1~5の炭化水素基を示し、fは1≦f≦18の整数である。
TIFF
2024054649000026.tif
70
153
前記一般式(VI)中、qは1、2または3であり、R
32
【請求項7】
前記共重合体中の前記環状オレフィン由来の繰り返し単位(b)が、ビシクロ[2.2.1]-2-ヘプテン、テトラシクロ[4.4.0.1
2,5
.1
7,10
]-3-ドデセンおよびベンゾノルボルナジエンからなる群から選ばれる少なくとも一種の化合物に由来する繰り返し単位を含む、請求項6に記載の光学部材の製造方法。
【請求項8】
前記共重合体中の前記オレフィン由来の繰り返し単位(a)が、エチレンに由来する繰り返し単位を含む、請求項6に記載の光学部材の製造方法。
【請求項9】
請求項1または2に記載の光学部材の製造方法により製造される光学部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、光学部材の製造方法および光学部材に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
環状オレフィン系共重合体は光学性能に優れるため、例えば、光学レンズ等の光学部材として用いられている。環状オレフィン系共重合体からなる光学部材の製造方法に関する技術としては、例えば、特許文献1~3に記載のものが挙げられる。
【0003】
特許文献1には、特定構造の環状オレフィン系重合体からなる環状オレフィン系樹脂を、スクリュー径(d)とシリンダー内径(D)との寸法差(D-d)が0.2mm以上で、スクリューの圧縮比が1.6~2.4であるスクリュー及びシリンダーを用いた成形機により成形することを特徴とする環状オレフィン系樹脂成形体の製造方法が開示されている。当該製造方法によれば、樹脂成形体の黒点発生を抑え、連続運転時における製品歩留まりに優れると記載されている。なお、特許文献1には射出率に関して記載されていない。
【0004】
特許文献2には、環状ポリオレフィン系の熱可塑性樹脂を、樹脂温度を(Tg+100)℃~400℃(ここで、Tgは該熱可塑性樹脂のガラス転移温度を示す。以下同じ)、金型温度を(Tg-100)℃~(Tg-5)℃、せん断速度を4×10
4
~1×10
6
/秒、該熱可塑性樹脂の成形機中の平均滞留時間を5~200秒として射出成形することを特徴とする光記録媒体の製造方法が開示されている。当該製造方法によれば、シルバーストリークの発生が抑制され、転写性に優れると記載されている。なお、特許文献2には樹脂組成物の射出率を成形機内の場所によって変化させることについて記載されていない。
【0005】
特許文献3には、シリンダーおよび前記シリンダーに挿入されたスクリューからなる射出ユニットと、光学面を有する光学部材を成形するためのキャビティー、および前記射出ユニットから前記キャビティー内への溶融樹脂組成物の射出口となるゲートを有する金型と、を備える、射出成形装置を用いた光学部材の製造方法であって、前記シリンダー内で、エチレンまたはα-オレフィンと環状オレフィンとの共重合体を含む樹脂組成物を溶融する工程と、前記スクリューを用いて、溶融した前記樹脂組成物を前記ゲートを介して射出し、前記キャビティー内に充填する工程と、を含み、前記ゲートを通過する際の前記樹脂組成物の射出率a(cm
3
/秒)に対する、前記キャビティー内の前記樹脂組成物の射出率b(cm
3
/秒)の比b/aが、1.5~6.5である、光学部材の製造方法が開示されている。当該製造方法によれば、光学面の表面荒れが抑制され表面平滑性に優れると記載されている。なお、特許文献3には射出率の具体的な数値範囲は規定されていない。
【先行技術文献】
【特許文献】
【0006】
特開2000-233425号公報
特開2001-121569号公報
特開2022-65314号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1~3に記載の製造方法においては、得られた樹脂成形品の外観に改善の余地があった。
【課題を解決するための手段】
【0008】
本発明者らは、検討の結果、射出成型装置内のゲート区間における樹脂組成物の射出率を調整することにより、表面荒れおよびフローマークの発生が抑制されることを見出し、本発明を完成させた。
すなわち、本発明は、以下に示すことができる。
【0009】
[1]
シリンダーおよび前記シリンダーに挿入されたスクリューからなる射出ユニットと、
光学部材を成形するためのキャビティー、および前記射出ユニットから前記キャビティー内への樹脂組成物の射出通路となるゲート区間を有する金型と、
を備える、射出成形装置を用いた光学部材の製造方法であって、
前記シリンダー内で、エチレンまたはα-オレフィンと環状オレフィンとの共重合体を含む樹脂組成物を溶融する工程(1)と、
前記スクリューを用いて、溶融した前記樹脂組成物を前記ゲート区間を介して射出し、前記キャビティー内に充填する工程(2)と、を含み、
前記工程(2)において、以下(条件1)および(条件2)を満たす、光学部材の製造方法。
(条件1)下記式(1)により求められる、溶融した前記樹脂組成物の先端部が前記ゲート区間の入り口から出口までを通過する際の射出率aに対する、下記式(2)により求められる溶融した前記樹脂組成物の先端部が前記ゲート区間の出口を通過した後の射出率bの比b/aが、3以上16以下である。
(条件2)前記射出率bが、45cm
3
/秒以上100cm
3
/秒以下である。
a=σ×v
a
(1)
b=σ×v
b
(2)
σ:前記射出成形装置のシリンダー内部の断面積
v
a
:溶融した前記樹脂組成物の先端部が前記ゲート区間の入口から出口までを通過する際のスクリューの前進速度
v
b
:溶融した前記樹脂組成物の先端部が前記ゲート区間の出口を通過した後のスクリューの前進速度
[2]
前記b/aが、7以上16以下である、前記[1]に記載の光学部材の製造方法。
[3]
前記工程(2)において、以下(条件3)および(条件4)をさらに満たす、前記[1]または[2]に記載の光学部材の製造方法。
(条件3)前記射出率aに対する、下記式(3)により求められる溶融した前記樹脂組成物の先端部が前記ゲート区間の入口を通過する前の射出率xの比x/aが、1以上6以下である。
(条件4)前記射出率xが、6cm
3
/秒以上30cm
3
/秒以下である。
x=σ×v
x
(3)
σ:前記射出成形装置のシリンダー内部の断面積
v
x
:溶融した前記樹脂組成物の先端部が前記ゲート区間の入口を通過する前のスクリューの前進速度
[4]
前記工程(2)において、下記式(4)により求められる剪断速度γが、300/秒以上である、前記[1]~[3]のいずれかに記載の光学部材の製造方法。
γ=πDN/h (4)
D:スクリュー直径
N:スクリュー回転数
h:スクリュー溝深さ
[5]
前記金型のキャビティー容量が5cm
3
以上150cm
3
以下である、前記[1]~[4]のいずれかに記載の光学部材の製造方法。
[6]
前記共重合体が、
下記一般式(I)で表される少なくとも1種のオレフィン由来の繰り返し単位(a)と、
下記一般式(II)で表される繰り返し単位、下記一般式(III)で表される繰り返し単位、下記一般式(IV)で表される繰り返し単位、下記一般式(V)で表される繰り返し単位および下記一般式(VI)で表される繰り返し単位からなる群から選ばれる少なくとも1種の環状オレフィン由来の繰り返し単位(b)と、
を有する、前記[1]~[5]のいずれかに記載の光学部材の製造方法。
TIFF
2024054649000002.tif
49
153
前記一般式(I)において、R
300
は水素原子又は炭素原子数1~29の直鎖状または分岐状の炭化水素基を示す。
【発明の効果】
【0010】
本発明の光学部材の製造方法によれば、表面荒れおよびフローマークの発生が抑制された光学部材を得ることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
2か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社吉野工業所
計量キャップ
4か月前
六浦工業株式会社
接着装置
3か月前
東レ株式会社
リーフディスク型フィルター
4か月前
株式会社アフィット
粉末焼結積層造形装置
5か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
株式会社城北精工所
押出成形用ダイ
1か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
株式会社イクスフロー
成形装置
27日前
東レエンジニアリング株式会社
立体造形装置
4か月前
東レエンジニアリング株式会社
立体造形方法
1か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
NISSHA株式会社
加飾成形品の製造方法
10日前
株式会社日本製鋼所
プリプレグ製造装置
18日前
旭化成株式会社
装置
18日前
株式会社アルコム
射出成形用金型及び成形方法
3か月前
旭化成株式会社
装置
1か月前
トヨタ自動車株式会社
接合体の製造方法
3か月前
株式会社日本製鋼所
プリプレグ製造装置
4日前
日産自動車株式会社
複合体
4か月前
東レエンジニアリング株式会社
テープ貼付装置
1か月前
東レエンジニアリング株式会社
テープ貼付装置
2か月前
東レ株式会社
樹脂の除去方法、樹脂の除去装置
2か月前
株式会社カネカ
成形体の製造方法、及び成形体
4か月前
東レ株式会社
3Dプリンター及び3次元造形方法
1か月前
株式会社ユーシン精機
成形品取出機
1か月前
世紀株式会社
造形装置及び造形方法
4か月前
株式会社日本製鋼所
竪型射出成形機
1か月前
住友重機械工業株式会社
射出成形機
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ