TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024054501
公報種別
公開特許公報(A)
公開日
2024-04-17
出願番号
2022160750
出願日
2022-10-05
発明の名称
タイヤ用モールドの製造方法
出願人
住友ゴム工業株式会社
代理人
弁理士法人有古特許事務所
主分類
B29C
33/38 20060101AFI20240410BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】キャビティ面に微小凹凸を有するモールドが、容易に得られうる、製造方法の提供。
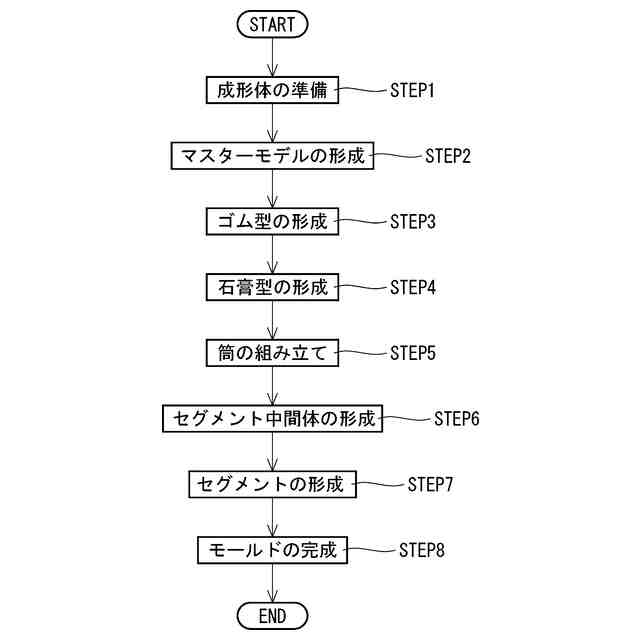
【解決手段】タイヤ用モールドの製造方法は、
(1)気泡を含む成形体を切削し、切削面の算術平均粗さRaが4.0μm以上であるマスターモデルを得る工程、
(2)このマスターモデルの表面形状が反転した形状を有する雌型を得る工程、
(3)この雌型の表面形状が反転した形状を有する雄型を得る工程、
及び
(4)この上記雄型の表面形状が反転した形状を有するモールド部品を得る工程
を含む。好ましくは、工程(1)において、その発泡倍率が3.0以上である成形体が切削される。好ましくは、工程(1)において、その密度が0.45g/cm
3
以下である成形体が切削される。
【選択図】図6
特許請求の範囲
【請求項1】
(1)気泡を含む成形体を切削し、切削面の算術平均粗さRaが4.0μm以上であるマスターモデルを得る工程、
(2)上記マスターモデルの表面形状が反転した形状を有する雌型を得る工程、
(3)上記雌型の表面形状が反転した形状を有する雄型を得る工程、
及び
(4)上記雄型の表面形状が反転した形状を有するモールド部品を得る工程
を備えた、タイヤ用モールドの製造方法。
続きを表示(約 810 文字)
【請求項2】
上記工程(1)において、その発泡倍率が3.0以上である成形体が切削される、請求項1に記載の製造方法。
【請求項3】
上記工程(1)において、その密度が0.45g/cm
3
以下である成形体が切削される、請求項1又は2に記載の製造方法。
【請求項4】
上記工程(1)において、その材質が、ポリウレタンを基材とする樹脂組成物である成形体が切削される、請求項1又は2に記載の製造方法。
【請求項5】
上記樹脂組成物が無機充填剤を含む、請求項4に記載の製造方法。
【請求項6】
上記工程(2)において、その材質が架橋ゴムである雌型が得られる、請求項1又は2に記載の製造方法。
【請求項7】
上記工程(3)において、その材質が石膏である雄型が得られる、請求項1又は2に記載の製造方法。
【請求項8】
上記工程(4)において、その材質が金属であるモールド部品が得られる、請求項1又は2に記載の製造方法。
【請求項9】
上記金属がアルミニウム合金である、請求項8に記載の製造方法。
【請求項10】
(1)気泡を含む成形体を切削し、切削面の算術平均粗さRaが4.0μm以上であるマスターモデルを得る工程、
(2)上記マスターモデルの表面形状が反転した形状を有する雌型を得る工程、
(3)上記雌型の表面形状が反転した形状を有する雄型を得る工程、
(4)上記雄型の表面形状が反転した形状を有するモールド部品を得る工程、
(5)上記モールド部品を含むモールドに、ローカバーを投入する工程、
及び
(6)上記モールド内で、上記ローカバーを加圧及び加熱する工程
を備えた、タイヤ製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本明細書は、タイヤの加硫工程に用いられるモールドの製造方法を開示する。詳細には、本明細書は、モールドの粗面の形成方法を開示する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
スタッドレスタイヤは、雪路面及び氷路面の上での走行に適している。このタイヤは、複数の溝と、これらの溝によってセパレートされた複数のブロックとを有している。雪路面では、溝が雪を踏み固めて雪塊が形成される。この雪塊に発生する剪断応力により、雪路面上でのスリップが抑制される。氷路面では、ブロックのエッジ効果により、タイヤと路面との間に存在する水膜が除去される。水膜の除去により、氷路面上でのスリップが抑制される。
【0003】
タイヤの走行により、ブロックの表面が徐々に摩耗する。摩耗は、ブロックの表面に適度な粗さを与える。粗さは、水膜を抑制しうる。新品のタイヤでは、摩耗による粗さは期待できない。新品のタイヤにおいて水膜を抑制する目的で、タイヤの表面に微小凹凸が形成されることがある。タイヤ用モールドのキャビティ面に凹凸が形成されることにより、この凹凸が反転した形状の微小凹凸が、タイヤの表面に形成される。摩耗が進行するまでは、この微小凹凸による粗さが、スリップを抑制する。この微小凹凸は、摩耗の進行によって消滅する。その後は、摩耗に起因する粗さが、スリップを抑制する。キャビティ面に微小凹凸を有するモールドの製造方法が、特開2021-41669公報に開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2021-41669公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来のモールド製造方法では、キャビティ面への微小凹凸の形成に、手間がかかる。本出願人の意図するところは、キャビティ面に微小凹凸を有するモールドが、容易に得られうる、製造方法の提供にある。
【課題を解決するための手段】
【0006】
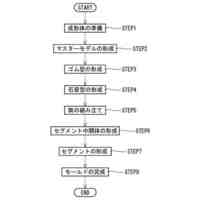
本明細書は、タイヤ用モールドの製造方法を開示する。この製造方法は、
(1)気泡を含む成形体を切削し、切削面の算術平均粗さRaが4.0μm以上であるマスターモデルを得る工程、
(2)このマスターモデルの表面形状が反転した形状を有する雌型を得る工程、
(3)この雌型の表面形状が反転した形状を有する雄型を得る工程、
及び
(4)この雄型の表面形状が反転した形状を有するモールド部品を得る工程
を含む。
【発明の効果】
【0007】
このタイヤ用モールドは、容易に得られうる。このモールドから、表面に微小凹凸を有するタイヤが得られうる。
【図面の簡単な説明】
【0008】
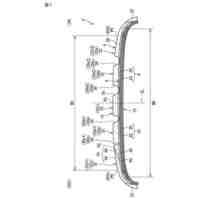
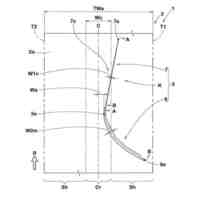
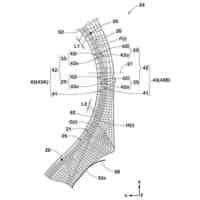
図1は、一実施形態に係る製造方法で得られたタイヤ用モールドの一部が示された概略図である。
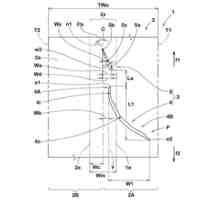
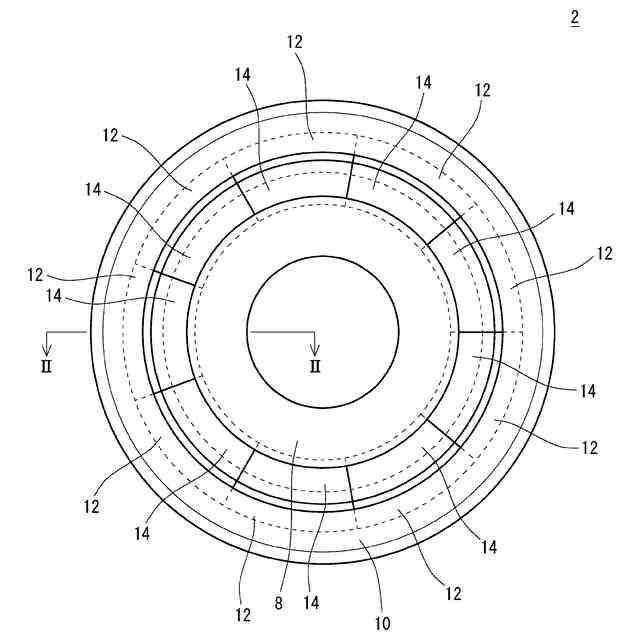
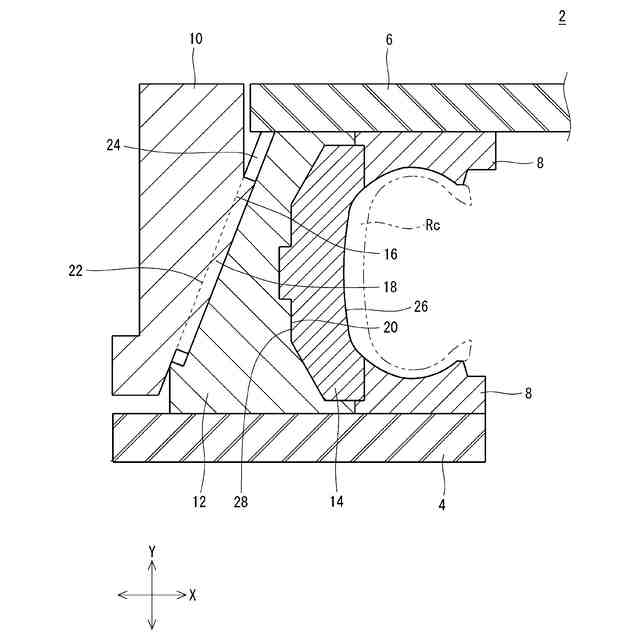
図2は、図1のII-II線に沿った拡大断面図である。
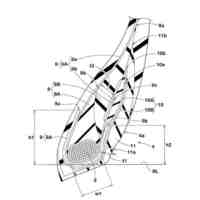
図3は、図2のモールドのセグメントが示された正面図である。
図4は、図3のセグメントが示された平面図である。
図5は、図3のセグメントが示された左側面図である。
図6は、図1及び2のモールドの製造方法が示されたフロー図である。
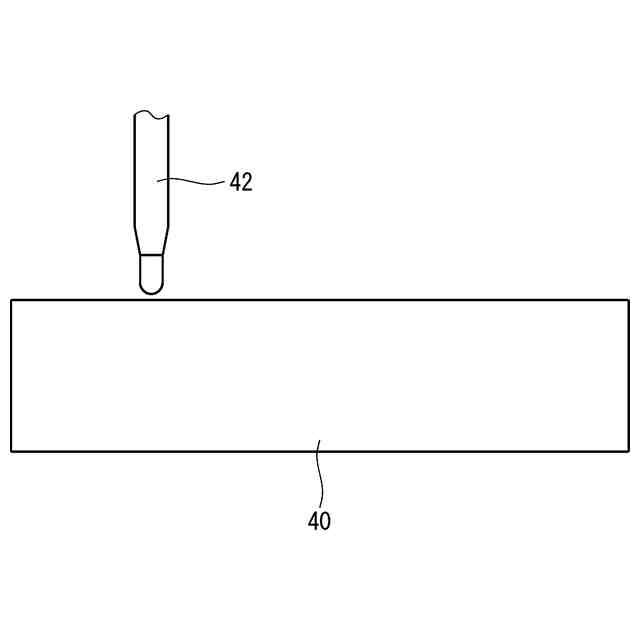
図7は、図6の製造方法に使用される成形体が切削工具と共に示された正面図である。
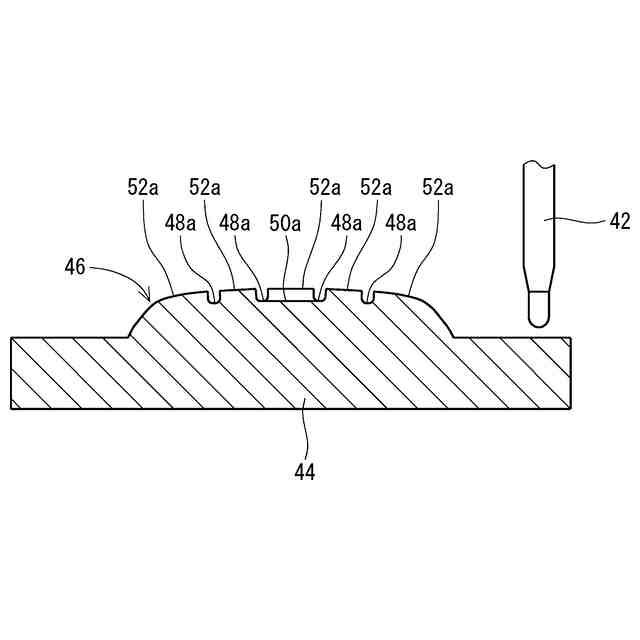
図8は、図6の製造方法の一工程で得られたマスターモデルが示された正面図である。
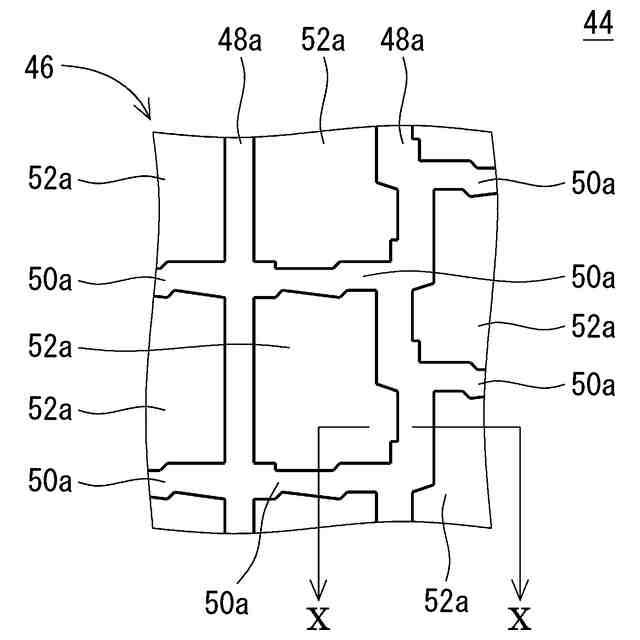
図9は、図8のマスターモデルの切削面の一部が示された拡大平面図である。
図10は、図9のX-X線に沿った拡大断面図である。
図11は、図6の製造方法の他の工程が示された断面図である。
図12は、図6の製造方法のさらに他の工程が示された断面図である。
図13は、図6の製造方法のさらに他の工程が示された断面図である。
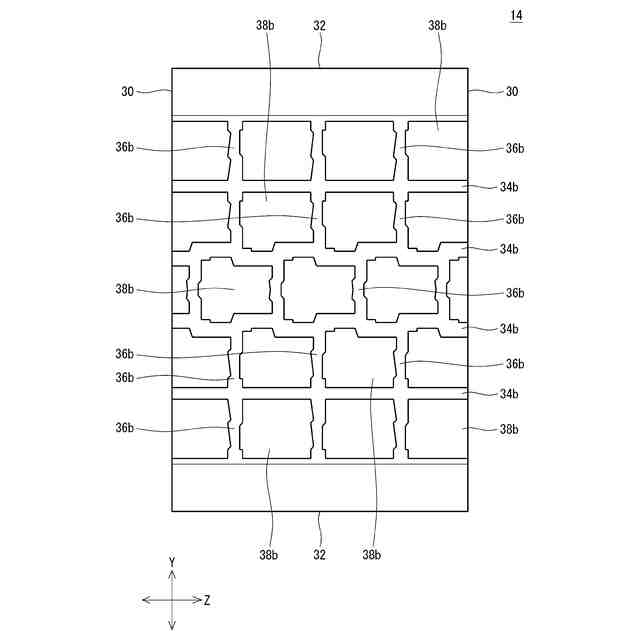
図14は、図6の製造方法のさらに他の工程が示された断面図である。
図15は、図14の工程で得られたセグメント中間体の一部が示された断面図である。
【発明を実施するための形態】
【0009】
以下、適宜図面が参照されつつ、タイヤ用モールドの好ましい実施形態が詳細に説明される。
【0010】
図1及び2に、タイヤ用モールド2が示されている。図2において、矢印Xはモールド2の径方向を表し、矢印Yはモールド2の軸方向を表す。このモールド2は、下プレート4、上プレート6、一対のサイドウォールプレート8、コンテナリング10、複数のセクターシュー12及び複数のセグメント14を有している。図1では、便宜上、上プレート6の図示が省略されている。下プレート4は、リング状の形状を有する。上プレート6は、ディスク状の形状を有する。それぞれのサイドウォールプレート8は、実質的にリング状の形状を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
住友ゴム工業株式会社
タイヤ
2日前
住友ゴム工業株式会社
タイヤ
14日前
住友ゴム工業株式会社
タイヤ
7日前
住友ゴム工業株式会社
タイヤ
7日前
住友ゴム工業株式会社
タイヤ
今日
住友ゴム工業株式会社
タイヤ
14日前
住友ゴム工業株式会社
空気入りタイヤ
今日
住友ゴム工業株式会社
重荷重用タイヤ
14日前
住友ゴム工業株式会社
空気入りタイヤ
7日前
住友ゴム工業株式会社
自動二輪車用タイヤ
14日前
住友ゴム工業株式会社
自動二輪車用タイヤ
14日前
住友ゴム工業株式会社
ゴム組成物及びタイヤ
14日前
住友ゴム工業株式会社
重荷重用空気入りタイヤ
2日前
住友ゴム工業株式会社
重荷重用空気入りタイヤ
7日前
住友ゴム工業株式会社
空気入りタイヤの製造方法
8日前
住友ゴム工業株式会社
タイヤ用モールドの製造方法
15日前
住友ゴム工業株式会社
剛性評価方法及び剛性評価装置
16日前
住友ゴム工業株式会社
ゴム組成物および架橋ゴム成形体
14日前
住友ゴム工業株式会社
タイヤのシミュレーション方法及びタイヤの設計方法
7日前
個人
3次元造形装置
6か月前
東レ株式会社
シート成形口金
3か月前
東レ株式会社
金型の製造方法
3か月前
津田駒工業株式会社
連続成形機
1か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
積層基材の製造方法
5か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
睦月電機株式会社
樹脂成形用金型
7か月前
輝創株式会社
接合方法
3か月前
世紀株式会社
造形装置
4か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
AGC株式会社
車両窓用窓ガラス
7か月前
株式会社吉野工業所
計量キャップ
4か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社不二越
射出成形機
6か月前
東レエンジニアリング株式会社
処理装置
6か月前
六浦工業株式会社
接着装置
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ