TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024051286
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2022157360
出願日
2022-09-30
発明の名称
タイヤ成形装置およびタイヤの製造方法
出願人
住友ゴム工業株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B29D
30/60 20060101AFI20240404BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】加硫後のタイヤの均一性を向上させる。
【解決手段】
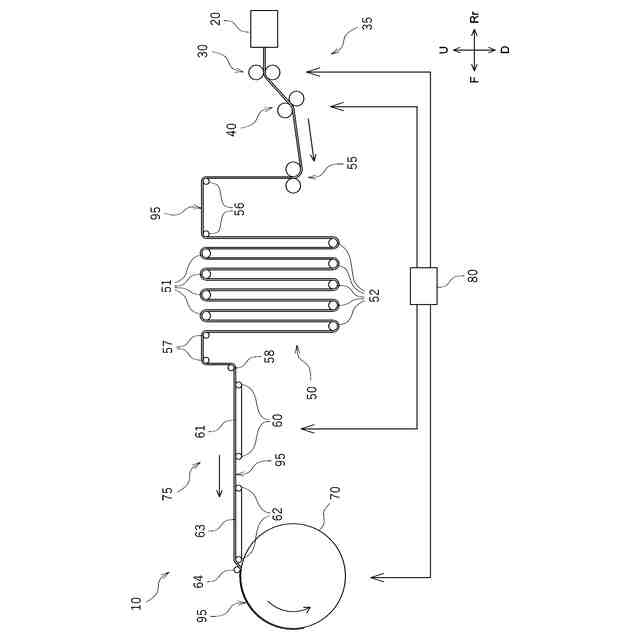
ここで開示されるタイヤ成形装置10は、一対のカレンダーロール30と、成形ドラム70と、伸長機構35,75とを備えている。一対のカレンダーロール30は、予め定められた間隔で配置されている。一対のカレンダーロール30では、ゴムストリップ95が間を搬送され圧延される。成形ドラム70には、一対のカレンダーロール30から予め定められた搬送経路に沿って搬送されたゴムストリップ95が巻き付けられる。伸長機構35,75は、ゴムストリップ95を搬送経路に沿って伸長させる。伸長機構35,75は、搬送経路上に設けられている。伸長機構35,75は、カレンダーロール30の周長と成形ドラム70の周長に基づいてゴムストリップ95の伸び率を制御する制御装置80を備えている。
【選択図】図2
特許請求の範囲
【請求項1】
ゴムストリップが間を搬送され圧延される予め定められた間隔で配置された一対のカレンダーロールと、
前記一対のカレンダーロールから予め定められた搬送経路に沿って搬送された前記ゴムストリップが巻き付けられる成形ドラムと、
前記搬送経路上に設けられた、前記ゴムストリップを前記搬送経路に沿って伸長させる伸長機構と
を備え、
前記伸長機構は、前記カレンダーロールの周長と前記成形ドラムの周長に基づいて前記ゴムストリップの伸び率を制御する制御装置を備えた、タイヤ成形装置。
続きを表示(約 1,400 文字)
【請求項2】
前記搬送経路において前記カレンダーロールよりも下流側に設けられ、かつ、前記ゴムストリップが前記一対のカレンダーロールの間を搬送される速度よりも早い速度で前記ゴムストリップを搬送する第1ローラをさらに備え、
前記伸長機構は、前記ゴムストリップが前記一対のカレンダーロールの間を搬送される速度と前記ゴムストリップが前記第1ローラに沿って搬送される速度の差によって前記ゴムストリップを伸長させる、請求項1に記載されたタイヤ成形装置。
【請求項3】
前記搬送経路において前記成形ドラムよりも上流側に設けられ、かつ、前記ゴムストリップが前記成形ドラム上を搬送される速度よりも遅い速度で前記ゴムストリップを搬送する第2ローラをさらに備え、
前記伸長機構は、前記ゴムストリップが前記第2ローラに沿って搬送される速度と前記ゴムストリップが前記成形ドラム上を搬送される速度の差によって前記ゴムストリップを伸長させる、請求項1に記載されたタイヤ成形装置。
【請求項4】
前記搬送経路において前記カレンダーロールよりも下流側に設けられ、かつ、前記ゴムストリップが前記一対のカレンダーロールの間を搬送される速度よりも早い速度で前記ゴムストリップを搬送する第1ローラと、
前記搬送経路において前記成形ドラムよりも上流側に設けられ、かつ、前記ゴムストリップが前記成形ドラム上を搬送される速度よりも遅い速度で前記ゴムストリップを搬送する第2ローラと
をさらに備え、
前記伸長機構は、前記ゴムストリップが前記一対のカレンダーロールの間を搬送される速度と前記ゴムストリップが前記第1ローラに沿って搬送される速度の差、および、前記ゴムストリップが前記第2ローラに沿って搬送される速度と前記ゴムストリップが前記成形ドラム上を搬送される速度の差によって前記ゴムストリップを伸長させる、請求項1に記載されたタイヤ成形装置。
【請求項5】
前記制御装置は、前記伸び率と前記カレンダーロールの周長の積に対する前記成形ドラムの周長が整数にならないように、前記ゴムストリップの搬送速度を制御する、請求項1~4のいずれか一項に記載されたタイヤ成形装置。
【請求項6】
前記制御装置は、前記伸び率と前記カレンダーロールの周長の積に対する前記成形ドラムの周長が整数から0.05以上離れた値になるように、前記ゴムストリップの搬送速度を制御する、請求項1~4のいずれか一項に記載されたタイヤ成形装置。
【請求項7】
前記制御装置は、前記伸び率と前記カレンダーロールの周長の積に対する前記成形ドラムの周長が0.5の整数倍にならないように、前記ゴムストリップの搬送速度を制御する、請求項1~4のいずれか一項に記載されたタイヤ成形装置。
【請求項8】
予め定められた間隔で配置された一対のカレンダーロールから成形ドラムに向かってゴムストリップを予め定められた搬送経路に沿って搬送する工程と、
前記搬送経路に沿って搬送された前記ゴムストリップを前記成形ドラムに巻き付ける工程と
を含み、
前記搬送する工程および前記巻き付ける工程のうち少なくともいずれか一方は、前記ゴムストリップを前記搬送経路に沿って伸長させることを含み、
前記ゴムストリップの伸び率は、前記カレンダーロールの周長と前記成形ドラムの周長に基づいて制御される、タイヤの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、タイヤ成形装置およびタイヤの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特開2018-151870号公報には、帯状のゴムストリップを被巻付体に螺旋状に巻き重ねる際の巻回条件を計算する方法が開示されている。同公報に開示されている計算方法は、コンピュータにゴムストリップを巻き重ねるための制約条件を入力する工程と、コンピュータに目標断面形状からのゴム部材の誤差を特定するための第1目的関数を入力する工程と、コンピュータが最適化アルゴリズムに基づいて、制約条件の下で少なくとも第1目的関数を満足する巻回条件の少なくとも一つの最適解を求める工程とを含んでいる。かかる計算方法によると、目標の断面形状を有する環状のゴム部材が安定して形成されうるとされている。
【先行技術文献】
【特許文献】
【0003】
特開2018-151870号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、ゴムストリップを成形ドラムに巻き重ねて成形する場合において、加硫後のタイヤの均一性を向上させたいと考えている。
【課題を解決するための手段】
【0005】
ここで開示されるタイヤ成形装置は、ゴムストリップが間を搬送され圧延される予め定められた間隔で配置された一対のカレンダーロールと、一対のカレンダーロールから予め定められた搬送経路に沿って搬送されたゴムストリップが巻き付けられる成形ドラムと、搬送経路上に設けられた、ゴムストリップを搬送経路に沿って伸長させる伸長機構とを備えている。伸長機構は、カレンダーロールの周長と成形ドラムの周長に基づいてゴムストリップの伸び率を制御する制御装置を備えている。
【発明の効果】
【0006】
かかる構成を有するタイヤ成形装置を用いることによって、加硫後のタイヤの均一性が向上する。
【図面の簡単な説明】
【0007】
図1は、ローカバー90の斜視図である。
図2は、タイヤ成形装置10の模式図である。
図3は、ゴムストリップ95の模式図である。
図4は、ゴムストリップ95の模式図である。
【発明を実施するための形態】
【0008】
以下、本発明の一実施形態を図面に基づいて説明する。なお、本発明は以下の実施形態に限定されない。各図面は模式的に描かれており、必ずしも実物を反映していない。また、各図面は、一例を示すのみであり、特に言及されない限りにおいて本発明を限定しない。また、同一の作用を奏する部材・部位には、適宜に同一の符号を付し、重複する説明を省略する。上、下、左、右、前、後の向きは、図中、U、D、L、R、F、Rrの矢印でそれぞれ表されている。ここで、上、下、前、後の向きは、説明の便宜上、定められているに過ぎず、特に言及されない限りにおいて本願発明を限定しない。
【0009】
〈ローカバー90〉
図1は、ローカバー90の斜視図である。ローカバー90は、加硫成形前の未加硫のタイヤであり、生タイヤとも称される。ローカバー90は、ビードワイヤやカーカス、ブレーカ、ワイヤ等の基材に、未加硫のサイドウォールゴムやトレッドゴムが貼り合わせられた筒状の部材である。図1に示されているように、ローカバーは、内側面と側面を構成する第1カバー91と、外側面を構成する第2カバー92とを備えている。
【0010】
第1カバー91は、円筒状の部材である。第1カバー91は、例えば、インナーライナと、カーカスと、一対のサイドウォールゴム91aとを備えている。第1カバー91はさらに、その径方向内側の端部に一対のビードを備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
6か月前
東レ株式会社
金型の製造方法
3か月前
東レ株式会社
シート成形口金
3か月前
津田駒工業株式会社
連続成形機
1か月前
東レ株式会社
繊維強化樹脂成形体
7か月前
東レ株式会社
接合用繊維強化樹脂
7か月前
東レ株式会社
積層基材の製造方法
5か月前
睦月電機株式会社
樹脂成形用金型
7か月前
世紀株式会社
造形装置
4か月前
輝創株式会社
接合方法
3か月前
東レ株式会社
延伸フィルムの製造方法
3か月前
六浦工業株式会社
接着装置
3か月前
株式会社吉野工業所
計量キャップ
4か月前
東レエンジニアリング株式会社
処理装置
6か月前
グンゼ株式会社
印刷層の除去方法
3か月前
株式会社不二越
射出成形機
6か月前
AGC株式会社
車両窓用窓ガラス
7か月前
個人
超高速射出点描画による熱溶解積層法
3か月前
株式会社城北精工所
押出成形用ダイ
1か月前
東レ株式会社
リーフディスク型フィルター
4か月前
株式会社アフィット
粉末焼結積層造形装置
4か月前
ダイハツ工業株式会社
3Dプリンタ
5か月前
大塚テクノ株式会社
樹脂製の構造体
1か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
東レエンジニアリング株式会社
立体造形方法
6か月前
三井化学株式会社
光学部材の製造方法
6か月前
TOWA株式会社
樹脂成形装置
5か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
UBEマシナリー株式会社
シミュレータ装置
3か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レエンジニアリング株式会社
立体造形装置
4か月前
株式会社イクスフロー
成形装置
24日前
東レエンジニアリング株式会社
立体造形方法
1か月前
NISSHA株式会社
加飾成形品の製造方法
7日前
東レエンジニアリング株式会社
立体造形方法
6か月前
東レエンジニアリング株式会社
立体造形方法
7か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ


































