TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023170906
公報種別
公開特許公報(A)
公開日
2023-12-01
出願番号
2022083001
出願日
2022-05-20
発明の名称
複合加工機
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
23/12 20060101AFI20231124BHJP(工作機械;他に分類されない金属加工)
要約
【課題】位相検出に用いる部品の追加を最小限にし、手作業に起因するミスを防ぎつつ、ワークおよび工具の位相を調整することが可能な歯車加工機を提供する。
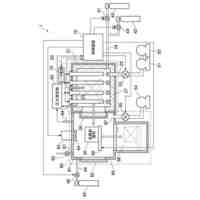
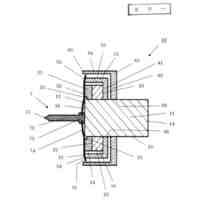
【解決手段】本発明の複合加工機の構成は、固定ベッド、ワーク主軸、工具主軸、位相検出装置、および制御部を備え、ワーク主軸に装着されたワークの軸心方向をワーク軸方向とした際、位相検出装置は、台座と、台座上でワーク軸方向に移動可能なセンサユニットを備え、センサユニットは、ワーク軸方向に対して所定角度傾いた状態で取り付けられたレーザ変位センサと、レーザ変位センサの出射光の光軸を中心にレーザ変位センサを回動させるセンサ回動部を備え、制御部は、ワーク主軸に取り付けられたワークの位相、および工具主軸に取り付けられた工具の位相を、センサユニットのワーク軸方向への移動またはセンサ回動部によるレーザ変位センサの回動を用いて検出する。
【選択図】図1
特許請求の範囲
【請求項1】
固定ベッドと、
前記固定ベッド上に設置されたワーク主軸と、
前記固定ベッド上に設置された工具主軸と、
前記固定ベッド上に設置された位相検出装置と、
前記ワーク主軸、前記工具主軸および前記位相検出装置の動作を制御する制御部とを備え、
前記ワーク主軸に装着されたワークの軸心方向をワーク軸方向とした際、
前記位相検出装置は、
前記固定ベッドに固定される台座と、
前記台座上で前記ワーク軸方向に移動可能なセンサユニットとを備え、
前記センサユニットは、
前記ワーク軸方向に対して所定角度傾いた状態で取り付けられたレーザ変位センサと、
前記レーザ変位センサから出射される出射光の光軸を中心に前記レーザ変位センサを回動させるセンサ回動部とを備え、
前記制御部は、前記ワーク主軸に取り付けられたワークの位相、および前記工具主軸に取り付けられた工具の位相を、前記センサユニットの前記ワーク軸方向への移動または前記センサ回動部による前記レーザ変位センサの回動を用いて検出することを特徴とする複合加工機。
続きを表示(約 210 文字)
【請求項2】
前記ワーク主軸は、前記ワーク軸方向に移動自在であり、
前記ワークは外歯車または内歯車であって、前記ワーク主軸を前記ワーク軸方向に移動させることにより前記レーザ変位センサのレーザを歯面に照射させることを特徴とする請求項1に記載の複合加工機。
【請求項3】
前記工具はスカイビングカッタ、ピニオンカッタ、またはホブカッタであることを特徴とする請求項1に記載の複合加工機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、センサユニットを用いてワークおよび工具の位相を検出する複合加工機に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
近年、NC旋盤のような旋削加工が可能な装置と、スカイビング加工が可能な装置とを一体化した複合加工機が実用化されている。かかる複合加工機において熱処理後の高硬度歯車を創成加工する際には、ワークの生加工、熱処理後の熱処理歪の仕上げ加工、およびさらえ切りを行うため、ワーク歯溝と工具刃溝(カッタ刃溝)との位置合わせ、すなわち工具(カッタ)とワークとの位相合わせを行う必要がある。
【0003】
厳密には複合加工機ではないが、例えば特許文献1には「ホブの切削により歯車を創成する歯車加工機」が開示されている。特許文献1の歯車加工機は、「歯車の回転軸に対し線状レーザ光を略直角に歯車へ照射する投光部および歯車の歯面からの反射光を受光する受光部を有するレーザ変位センサと、レーザ変位センサを回動するセンサ回動部と、前記投光部からの出射光による歯車からの反射光を前記受光部が受光して前記投光部から歯車までの距離を計測する手段と、この手段により計測された距離によるデータを利用して得た歯面データや位相データを用いてホブ加工を行う手段と」を備えている。
【0004】
特に特許文献1の歯車加工機ではセンサ回動部は、「前記レーザ変位センサから歯車までの距離を一定に維持した状態で、前記投光部が照射するレーザ光軸と一致するセンサ回転軸により前記レーザ変位センサが回動するように支持し、予め判別している歯車の歯面の歯筋方向に対して前記レーザ変位センサが略直角となるように前記レーザ変位センサを回動する粗調を行い、前記レーザ変位センサを回動する微調整を行って歯車から反射する線状レーザ光の拡散反射光が前記受光部により最も多く受光されるように前記レーザ変位センサの位置を決定」している。
【先行技術文献】
【特許文献】
【0005】
特許第6029163号
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の技術では、歯車の歯面の歯筋に対して略直角となるようにレーザ変位センサを回動させている。しかしながら、かかる構成では、ヘリカル歯車等の歯車の歯面データや位相データを取得することはできるものの、工具の位相データを取得することはできない。すると特許文献1の構成では、工具の位相データを別途取得する必要があるため、装置の部数の増加によって製造コストが増大してしまう。
【0007】
工具の位相データを取得する方法としては、予め機外で位相調整を行った工具を実機に搭載する方法が用いられることもある。しかしこのような方法の場合、予め位相を調整した工具を作業者が実機に搭載する際に手作業が介在することとなるため、取付ミス、段取りミス、取付誤差が発生してしまうおそれがある。
【0008】
本発明は、上記事情に鑑み、位相検出に用いる部品の追加を最小限にし、且つ手作業に起因するミスを防ぎつつ、ワークおよび工具の両方の位相を調整することが可能な歯車加工機およびその位相合わせ方法を提供することを目的としている。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の複合加工機の代表的な構成は、固定ベッドと、固定ベッド上に設置されたワーク主軸と、固定ベッド上に設置された工具主軸と、固定ベッド上に設置された位相検出装置と、ワーク主軸、工具主軸および位相検出装置の動作を制御する制御部とを備え、ワーク主軸に装着されたワークの軸心方向をワーク軸方向とした際、位相検出装置は、固定ベッドに固定される台座と、台座上でワーク軸方向に移動可能なセンサユニットとを備え、センサユニットは、ワーク軸方向に対して所定角度傾いた状態で取り付けられたレーザ変位センサと、レーザ変位センサから出射される出射光の光軸を中心にレーザ変位センサを回動させるセンサ回動部とを備え、制御部は、ワーク主軸に取り付けられたワークの位相、および工具主軸に取り付けられた工具の位相を、センサユニットのワーク軸方向への移動またはセンサ回動部によるレーザ変位センサの回動を用いて検出する。
【0010】
上記ワーク主軸は、ワーク軸方向に移動自在であり、ワークは外歯車または内歯車であって、ワーク主軸をワーク軸方向に移動させることによりレーザ変位センサのレーザを歯面に照射させるとよい。また上記工具はスカイビングカッタ、ピニオンカッタ、またはホブカッタであるとよい。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
管用タップ
10日前
株式会社不二越
異常判定装置及びプログラム
3日前
株式会社不二越
熱処理装置及び金属製部材製造方法
16日前
日東精工株式会社
ねじ締め機
22日前
個人
低周波振動発生出力方法
1か月前
日東精工株式会社
ねじ締め機
3日前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
3か月前
個人
パワーデバイスの接合方法
3か月前
日東精工株式会社
着座確認装置
2か月前
日東精工株式会社
ねじ締め装置
2か月前
ウエダ産業株式会社
カッター装置
1か月前
アズビル株式会社
溶接方法
1か月前
株式会社FUJI
工作機械
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社コスメック
着脱装置
15日前
株式会社不二越
ドリル
1か月前
津田駒工業株式会社
回転テーブル装置
3か月前
株式会社ダイヘン
くびれ検出制御方法
17日前
株式会社ダイヘン
アーク溶接制御方法
17日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社不二越
複合加工機
3か月前
株式会社不二越
管用タップ
1か月前
株式会社不二越
エンドミル
2か月前
株式会社不二越
管用タップ
10日前
ニフコプラント株式会社
ろ過装置
4か月前
個人
クーラント装置
2か月前
一文機工株式会社
スタッド溶接用プラグ
3か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社FUJI
工具交換アーム
3か月前
工機ホールディングス株式会社
工具
1か月前
有限会社 ナプラ
接合材用金属粒子
25日前
株式会社不二越
歯車加工装置
1か月前
株式会社ダイヘン
アークスタート制御方法
4か月前
株式会社不二越
歯車製造装置
2か月前
ダイハツ工業株式会社
位置検出装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ