TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2023169438
公報種別
公開特許公報(A)
公開日
2023-11-30
出願番号
2020135329
出願日
2020-08-07
発明の名称
金属部材
出願人
カヤバ株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
C23C
26/00 20060101AFI20231122BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】他の部材と摺動する金属部材について、摺動面の耐久性をより向上させる。
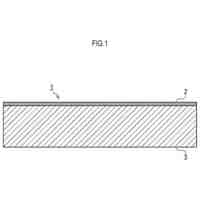
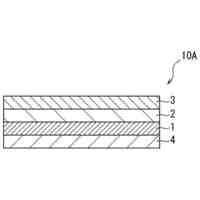
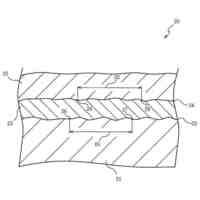
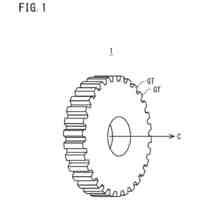
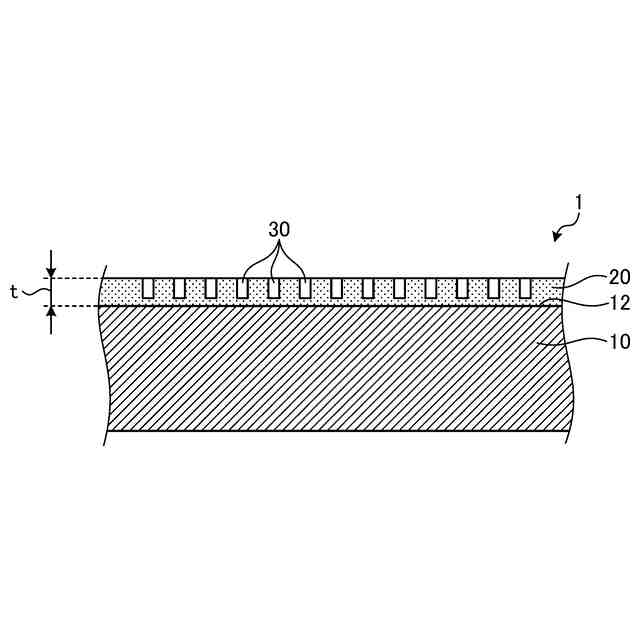
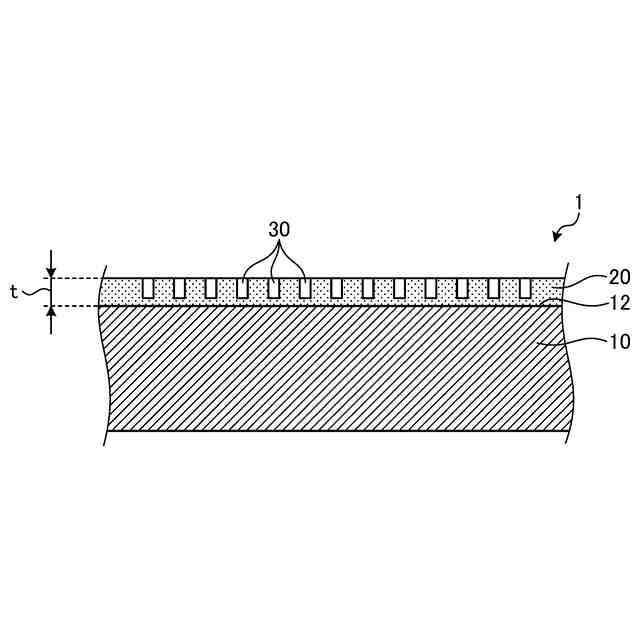
【解決手段】金属部材1は、アルミニウム製の金属基材10と、金属基材10の表面のうち、他の部材と摺動する摺動面12に施されたチタン酸アルミニウムAL
2
TiO
5
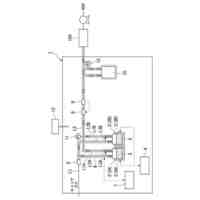
の皮膜20と、を有する。金属部材1は、チタン酸塩を主成分とする電解液L中に、金属基材10を陽極122とした一対の電極120を浸し、一対の電極120間に電圧を印加して、プラズマ電解酸化処理により、金属基材10の表面のうち他の部材と摺動する摺動面12にAL
2
TiO
5
の皮膜を施すことによって製造される。
【選択図】図1
特許請求の範囲
【請求項1】
アルミニウム製の金属基材と、
前記金属基材の表面のうち、他の部材と摺動する摺動面に施されたチタン酸アルミニウムAl
2
TiO
5
の皮膜と、を有する金属部材。
続きを表示(約 370 文字)
【請求項2】
前記皮膜は、厚さが1μm以上50μm未満である請求項1に記載の金属部材。
【請求項3】
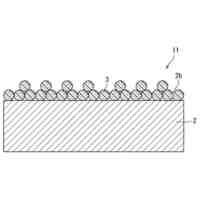
前記皮膜は、複数の孔部を含む多孔質状に形成され、
前記孔部は、孔径が1μm以上100μm未満である請求項1または請求項2に記載の金属部材。
【請求項4】
前記孔部は、深さが1μm以上である請求項3に記載の金属部材。
【請求項5】
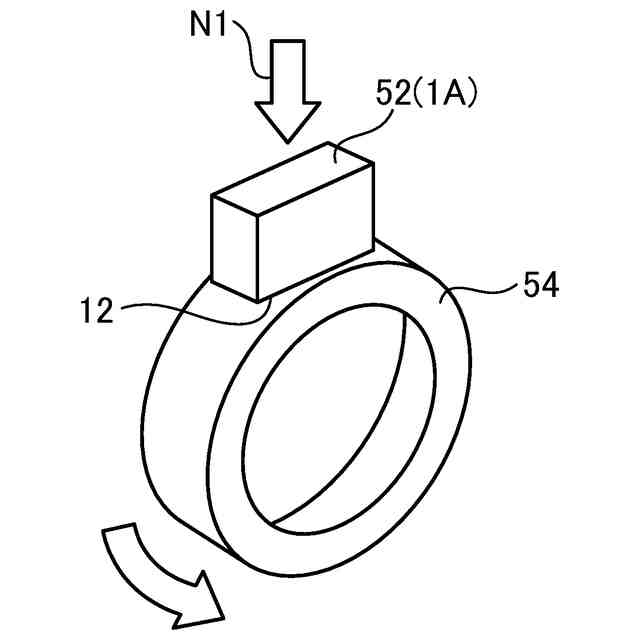
前記金属部材の前記皮膜が施された前記摺動面をリングに当接させ、前記金属部材を前記リングに対して96N以上196N以下で押圧しながら、前記リングを回転させるブロックオンリング試験において、前記皮膜の比摩耗量が10.0×10
-9
(mm
3
/Nm)以下である請求項1から請求項4のいずれか一項に記載の金属部材。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属部材に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、金属部材の表面に皮膜を施す技術が知られている。例えば、特許文献1には、転がり軸受において、電食が発生することを抑制するために、起動輪の軌道面以外の面にチタン酸アルミニウムが分散した電融アルミナを溶射した溶射被膜を形成することが記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2015-230058号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
金属部材への皮膜は、上記特許文献1に記載のような電食防止以外にも、種々の目的で施される。特に、他の部材の摺動する面を有する金属部材について、例えば耐摩耗性、耐焼付き性、疲労強度といった観点から、摺動面の耐久性を良好に確保することが求められる。
【0005】
本発明は、上記に鑑みてなされたものであって、他の部材と摺動する金属部材について、摺動面の耐久性をより向上させることを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明にかかる金属部材は、アルミニウム製の金属基材と、前記金属基材の表面のうち、他の部材と摺動する摺動面に施されたチタン酸アルミニウムAl
2
TiO
5
の皮膜と、を有する。
【0007】
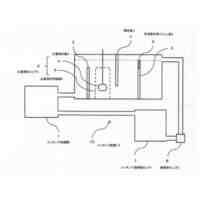
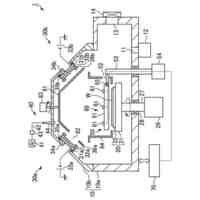
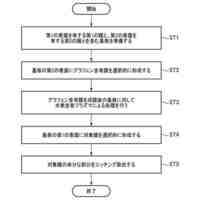
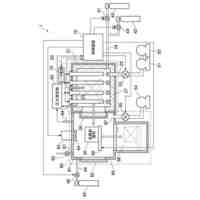
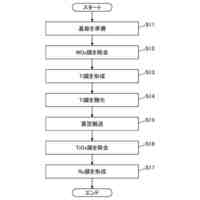
上述した課題を解決し、目的を達成するために、本発明にかかる金属部材の製造方法は、チタン化合物を含む水溶液を用いた電解液中に、金属基材を陽極とした一対の電極を浸し、前記一対の電極間に電圧を印加して、プラズマ電解酸化処理により、前記金属基材の表面のうち他の部材と摺動する摺動面にチタン酸化合物の皮膜を施す。
を特徴とする。
【発明の効果】
【0008】
本発明にかかる金属部材および金属部材の製造方法は、他の部材と摺動する金属部材について、摺動面の耐久性をより向上させることができる、という効果を奏する。
【図面の簡単な説明】
【0009】
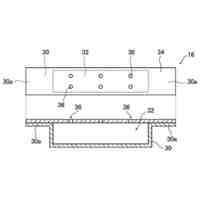
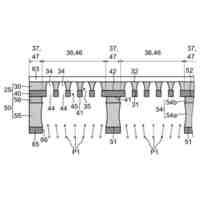
図1は、実施形態にかかる金属部材の一例を示す断面図である。
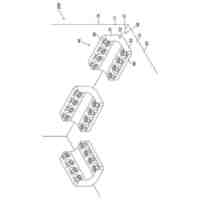
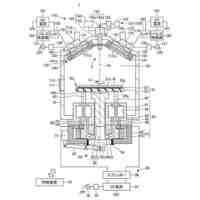
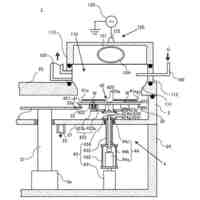
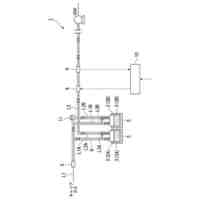
図2は、実施形態にかかる金属部材の製造方法に用いるプラズマ電解酸化処理装置の一例を示す模式図である。
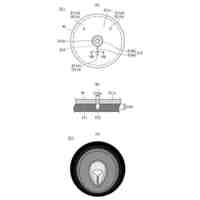
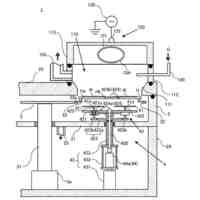
図3は、金属部材について耐摩耗性試験を実施する様子を示す模式図である。
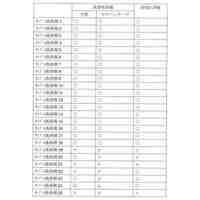
図4は、耐摩耗性試験の試験結果を示す説明図である。
図5は、金属部材について耐焼付き性試験を実施する様子を示す模式図である。
図6は、耐焼付き性試験の試験結果を示す説明図である。
図7は、金属部材について摩擦特性試験を実施する様子を示す模式図である。
図8は、摩擦特性試験の試験結果を示す説明図である。
図9は、疲労強度試験の試験結果を示す説明図である。
図10は、X線回折法による分析結果の一例を示す説明図である。
【発明を実施するための形態】
【0010】
以下に、本発明にかかる金属部材の実施形態を図面に基づいて詳細に説明する。なお、この実施形態によりこの発明が限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
カヤバ株式会社
流体圧シリンダ
8日前
個人
熱フィラメントCVD装置
3か月前
東レエンジニアリング株式会社
成膜装置
2か月前
株式会社アイセロ
防錆フィルム
22日前
株式会社アルバック
基板処理装置
2か月前
マシン・テクノロジー株式会社
蒸発装置
2か月前
東京エレクトロン株式会社
基板処理装置
2か月前
北川工業株式会社
導電反射膜
29日前
株式会社ベル・トレーディング
金属洗浄剤
3か月前
TOPPANホールディングス株式会社
エッチング装置
1か月前
株式会社神戸製鋼所
改質金属材の製造方法
2か月前
株式会社ブイ・テクノロジー
蒸着装置及び蒸着方法
2か月前
株式会社野村鍍金
積層硬質炭素膜及びその製造方法
2か月前
東京エレクトロン株式会社
成膜装置および成膜方法
17日前
株式会社神戸製鋼所
金属-有機化合物複合材
1か月前
東京エレクトロン株式会社
成膜方法および成膜装置
2か月前
株式会社MOLDINO
被覆工具
2か月前
株式会社不二越
真空浸炭方法及び真空浸炭装置
1か月前
富士フイルム株式会社
蒸着方法および蒸着用容器
1か月前
キヤノントッキ株式会社
成膜装置
23日前
日本特殊陶業株式会社
複合部材
1か月前
キヤノントッキ株式会社
成膜装置
3日前
ENEOS株式会社
さび止め油組成物
23日前
株式会社不二越
熱処理装置及び金属製部材製造方法
16日前
東京エレクトロン株式会社
載置台及び基板処理装置
17日前
芝浦メカトロニクス株式会社
成膜装置
29日前
芝浦メカトロニクス株式会社
成膜装置
29日前
株式会社アルバック
基板処理装置及びクランプ機構
2か月前
大日本印刷株式会社
マスクの製造方法及びマスク
1か月前
大陽日酸株式会社
混合ガス供給方法
2か月前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
2か月前
大陽日酸株式会社
混合ガス供給装置
2か月前
トヨタ自動車株式会社
バーンアウト実施タイミングの判定方法
3日前
株式会社ファシリティ
銅エッチング液組成物及びエッチング方法
8日前
株式会社アルバック
スパッタリング装置及び成膜方法
2か月前
東京エレクトロン株式会社
成膜方法及び基板処理システム
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ