TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025178758
公報種別
公開特許公報(A)
公開日
2025-12-09
出願番号
2024085558
出願日
2024-05-27
発明の名称
ストレッチャストレインマーク評価方法、ストレッチャストレインマーク測定装置、及びプレス成形品の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G01B
11/30 20060101AFI20251202BHJP(測定;試験)
要約
【課題】ストレッチャストレインマークを精度良く定量評価可能な技術を提供する。
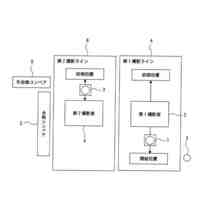
【解決手段】金属板表面のストレッチャストレインマークの評価方法である。第1の工程1にて、評価対象の金属板における評価する面領域を複数の区画に区分すると共に、上記金属板表面の面歪みの予め設定した設定方向への面傾きを区画毎に求める。第2の工程2にて、区画毎に求めた面傾きに基づき、上記設定方向への面傾きの変化率を区画毎に求める。第3の工程3にて、面傾きの変化率の絶対値が予め設定した閾値以上の区画を選出区画として選出する。第4の工程4にて、選出した選出区画の群に基づき、上記面領域のストレッチャストレインマークを評価する。
【選択図】 図1
特許請求の範囲
【請求項1】
金属板表面のストレッチャストレインマークの評価方法であって、
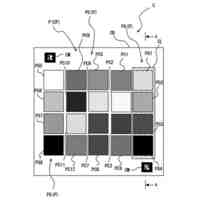
評価対象の金属板における評価する面領域を複数の区画に区分すると共に、上記金属板表面の3次元形状情報を測定し、測定した3次元形状情報から、予め設定した設定方向への面傾きを区画毎に求め、
区画毎に求めた面傾きに基づき、上記設定方向への面傾きの変化率を区画毎に求め、
面傾きの変化率の絶対値が予め設定した閾値以上の区画を選出区画として選出し、
選出した選出区画の群に基づき、上記面領域のストレッチャストレインマークを評価する、
ストレッチャストレインマーク評価方法。
続きを表示(約 1,400 文字)
【請求項2】
評価する面領域における、全区画の数に対する上記選出区画の数の割合である占有割合を求め、
求めた占有割合によって、上記面領域のストレッチャストレインマークを評価する、
請求項1に記載したストレッチャストレインマーク評価方法。
【請求項3】
上記選出区画の群に基づき、隣接して連続している選出区画の組を連続体として検出し、上記連続体の長さから、ストレッチャストレインマークの長さを推定する、
請求項1に記載したストレッチャストレインマーク評価方法。
【請求項4】
上記選出区画の群に基づき、隣接して連続している選出区画の連続方向から、ストレッチャストレインマークの向きを推定する、
請求項1に記載したストレッチャストレインマーク評価方法。
【請求項5】
ストレッチャストレインマークが無いと推定された面領域における区画毎の上記面傾きの変化率の絶対値を求め、求めた区画毎の面傾きの変化率の範囲に基づき、上記閾値を設定する、
請求項1に記載したストレッチャストレインマーク評価方法。
【請求項6】
上記閾値を、0.0015[mrad/mm]以上、0.0025[mrad/mm]以下の範囲の値とする、
請求項1に記載したストレッチャストレインマーク評価方法。
【請求項7】
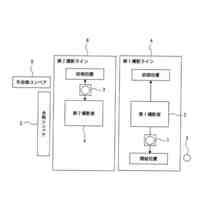
金属板表面のストレッチャストレインマークを測定する測定装置であって、
評価対象の金属板における評価する面領域を撮像装置で撮像した画像データに基づき、上記面領域の面の3次元形状情報を取得する3次元形状情報取得部と、
上記面領域を複数の区画に区分し、取得した3次元形状情報から、予め設定した設定方向への面傾きを区画毎に求める面傾き取得部と、
区画毎に求めた面傾きに基づき、上記設定方向への面傾きの変化率を区画毎に求める面傾き変化率取得部と、
面傾きの変化率の絶対値が予め設定した閾値以上の区画を選出区画として選出する選出区画選出部と、
選出区画の群に基づき、上記面領域のストレッチャストレインマークを評価する評価部と、
を備えるストレッチャストレインマーク測定装置。
【請求項8】
上記3次元形状情報取得部は、評価する面領域を複数の区画に区分し、3次元形状情報として、予め設定した設定方向への面傾きを区画毎に求めることで、上記面傾き取得部を兼ねる、
請求項7に記載したストレッチャストレインマーク測定装置。
【請求項9】
上記3次元形状情報取得部は、
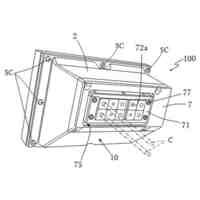
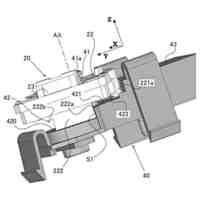
複数種の明暗パタンを切り替えて表示することが可能なパタン表示手段と、
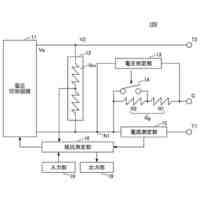
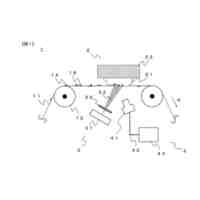
上記面領域の表面上に映る、上記パタン表示手段に表示された複数の明暗パタンの鏡像を撮像する撮像手段と、
撮像された複数の明暗パタンの鏡像画像を画像処理して、測定対象表面の面の傾き分布を上記3次元形状情報として演算する演算手段と、
を備える、
請求項7に記載したストレッチャストレインマーク測定装置。
【請求項10】
金属板をプレス加工してプレス成形品を製造するプレス成形品の製造方法であって、
請求項1~請求項6のいずれか1項に記載したストレッチャストレインマーク評価方法で、製造したプレス成形品の表面のストレッチャストレインマークを評価する工程を含む、
プレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属板表面のストレッチャストレインマークを評価する技術、及びその技術を有するプレス成形品の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
金属薄板を自動車部品などにプレス加工した場合、局所的に線状の微細な歪み模様である表面欠陥が生じる場合がある。この歪み模様は、一般的にストレッチャストレインマークと呼ばれている。このストレッチャストレインマークが存在する場合、外観不良となるため商品価値が低下し、またプレス成形の歩留りを悪化させる要因となる。ストレッチャストレインマークの発生原因は、金属薄板に生じる降伏点伸びと考えられている。ストレッチャストレインマークは、降伏点伸びに由来することから、塑性加工の初期に発現し、その後は塑性加工の進行に伴って消失することが知られている。そのためスキンパス圧延やレベラー加工をするなどにより降伏点伸びを予めほとんどゼロにすることで、ストレッチャストレインマークの発生が防止されてきた。
【0003】
しかしながら自動車の外板部品では、部品の要求性能を満足するために焼付け硬化特性を持った金属薄板を用いる場合が多い。焼付け硬化特性を有している場合、金属薄板は、製造時に調質圧延を受けた後も時間の経過に伴って時効が進み、降伏点伸びが再度現れる。こういった背景から、プレス成形品の表面に対し、意図せずしてストレッチャストレインマークが生じる場合がある。
【0004】
ストレッチャストレインマークは、微細な表面の凹凸となって現れている。このストレッチャストレインマークの診断は、従来、自動車生産ラインの検査員が、砥石がけや金属薄板表面に塗油して光源の光の反射の揺らめき等から目視評価することで行われている。このような評価方法は、検査員の主観に頼らざるを得ず、評価結果にばらつきが生じる。そのため、ストレッチャストレインマークが生じているか否か、また、生じたストレッチャストレインマークがどの程度の大きさかを判断するための定量的な評価手法が望まれる。
【0005】
ストレッチャストレインマークの評価方法としては、例えば、特許文献1~3に記載の方法がある。
特許文献1では、塑性変形を加えた金属薄板の表面を3次元粗さ計で測定する。更に、薄板にもともと存在していた微小表面粗さや反りを除去及び補正したうえで、等高線表示若しくは等傾斜角線表示することで縞模様を求める。そして、特許文献1では、その縞模様に基づき、ストレッチャストレインマークの有無を判定している。
【0006】
特許文献2では、金属薄板表面の2次元粗さ分布を測定し、フーリエ変換やパワースペクトル強度を求める等の処理を施す。そして、特許文献2では、パワースペクトルの強度差からリジングマークやストレッチャストレインマークといった表面性状を評価する。
【0007】
特許文献3では、被対象物を複数の領域に分けて撮像し、各画像に対し特許文献2で開示された評価手法を用いて特徴画像を生成する。そして、特許文献3では、各特徴画像を連結して元の被対象物のサイズに合成することが開示されている。
【先行技術文献】
【特許文献】
【0008】
特開平9-78169号公報
特開2017-181389号公報
特開2017-219511号公報
特開2007-147587号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
引用文献1では、3次元粗さ計を用いて測定している。しかし、このような測定は、一回の測定範囲が数mm×数mm、若しくは数mm×数十mmと非常に局所的な領域に限定されることが推定される。これほど限定された領域を代表値としてストレッチャストレインマークの有無を判定することは、信頼性が低いおそれがあるという課題がある。その課題を解決するために、複数領域を個別に測定することが考えられる。しかし、複数領域を個別に測定することは、膨大な時間を要し現実的ではない。また、引用文献1では、ストレッチャストレインマークの定量評価にまでは至っていない。
【0010】
引用文献2や引用文献3に記載のような方法は、引用文献1の方法に比べて広範囲を簡便に評価ができる点では好適な評価手法であると考えられる。しかしながら、ストレッチャストレインマークの長さや、金属薄板表面におけるストレッチャストレインマークの占める割合などを定量評価するには至っていない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社イシダ
表示装置
1日前
個人
視触覚センサ
6日前
個人
計量機能付き容器
1か月前
愛知電機株式会社
外観検査方法
2日前
株式会社カクマル
境界杭
21日前
株式会社イシダ
組合せ計量装置
今日
日本精機株式会社
液面検出装置
1日前
愛知電機株式会社
外観検査装置
2日前
日本精機株式会社
発光表示装置
14日前
株式会社トプコン
測量装置
13日前
ユニパルス株式会社
トルク変換器
6日前
ユニパルス株式会社
トルク変換器
6日前
ユニパルス株式会社
トルク変換器
6日前
IMV株式会社
振動試験装置
今日
大成建設株式会社
風洞実験装置
1か月前
個人
計量具及び計量機能付き容器
1か月前
日本特殊陶業株式会社
ガスセンサ
29日前
日本特殊陶業株式会社
ガスセンサ
13日前
大同特殊鋼株式会社
形状測定方法
今日
日本特殊陶業株式会社
ガスセンサ
6日前
日本特殊陶業株式会社
ガスセンサ
7日前
株式会社タイガーカワシマ
揚穀装置
13日前
個人
液位検視及び品質監視システム
29日前
本陣水越株式会社
車載式計測標的物
8日前
日本特殊陶業株式会社
センサ
15日前
キーコム株式会社
画像作成システム
21日前
日置電機株式会社
絶縁抵抗測定装置
6日前
ユニパルス株式会社
トルク変換器、調整部材
6日前
理研計器株式会社
ガス検知装置
21日前
スズキ株式会社
タイヤ径算出システム
7日前
株式会社エルメックス
希釈液収容容器
1か月前
東レ株式会社
異物検査装置および異物検査方法
6日前
合同会社画像技術研究所
カラーチャート
27日前
CKD株式会社
シート情報確認システム
7日前
アズビル株式会社
電磁流量計の励磁回路
1日前
株式会社川島製作所
海苔の異物検査装置
27日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ