TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025177949
公報種別
公開特許公報(A)
公開日
2025-12-05
出願番号
2024085122
出願日
2024-05-24
発明の名称
端部絶縁された電極体の製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
H01M
4/04 20060101AFI20251128BHJP(基本的電気素子)
要約
【課題】体積効率が改善された、電極体の製造方法を提供することを目的とする。
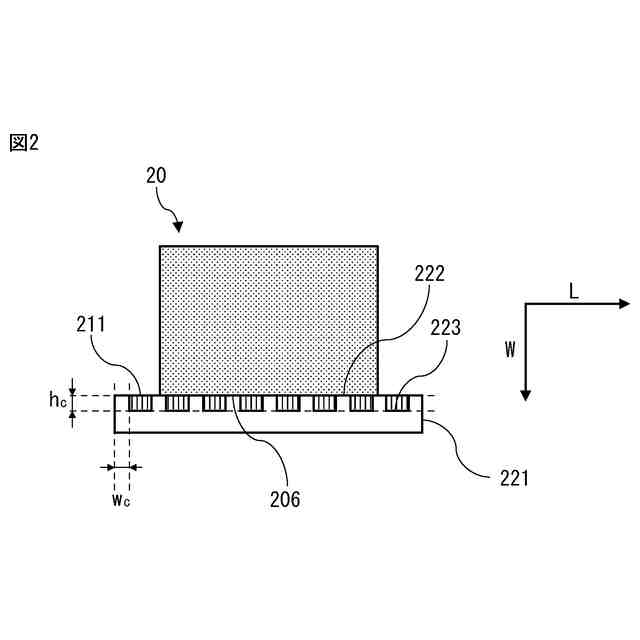
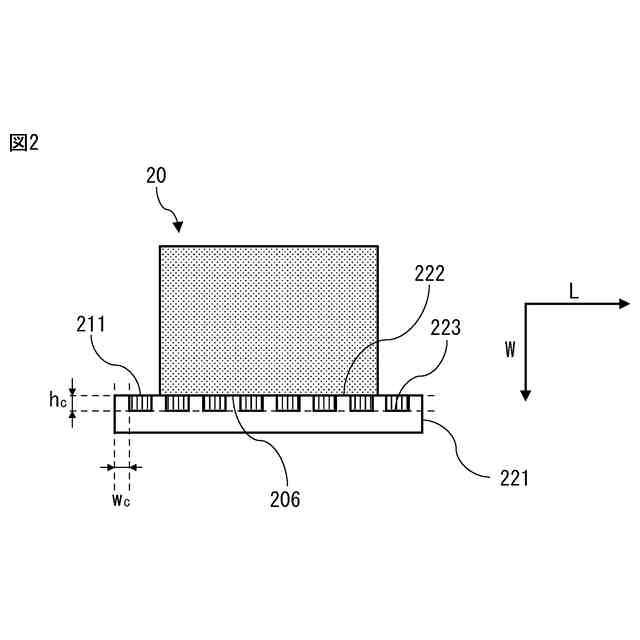
【解決手段】電極体を提供すること(a)、電極体の端部を切断して、端面を形成すること(b)、及び、端面に絶縁部を形成すること(c)、を含み、(c)において、複数の凸部及び複数の凸部の間の凹部に保持されている絶縁体塗工液を有する塗工具を、端面に接触させて、絶縁部を形成する、端部絶縁された電極体の製造方法。
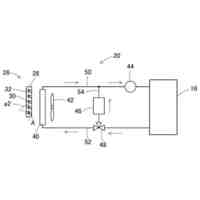
【選択図】図2
特許請求の範囲
【請求項1】
(a)電極体を提供すること、
(b)前記電極体の端部を切断して、端面を形成すること、及び、
(c)前記端面に絶縁部を形成すること、
を含み、
前記(c)において、複数の凸部及び前記複数の凸部の間の凹部に保持されている絶縁体塗工液を有する塗工具を、前記端面に接触させて、前記絶縁部を形成する、
端部絶縁された電極体の製造方法。
続きを表示(約 550 文字)
【請求項2】
前記電極体が、少なくとも集電体及び活物質層を含み、かつ前記(b)において、前記電極体の端部を切断して面一の端面を形成することを含む、
請求項1に記載の端部絶縁された電極体の製造方法。
【請求項3】
前記塗工具の前記凸部の幅は、前記電極体の厚みの2倍以下である、請求項1又は2に記載の端部絶縁された電極体の製造方法。
【請求項4】
前記塗工具の前記凹部の深さは、前記電極体の厚みの1倍以下である、請求項1又は2に記載の端部絶縁された電極体の製造方法。
【請求項5】
(a’)帯状の電極体を形成すること、
(b’)前記帯状の電極体の端部を切断して、端面を形成すること、
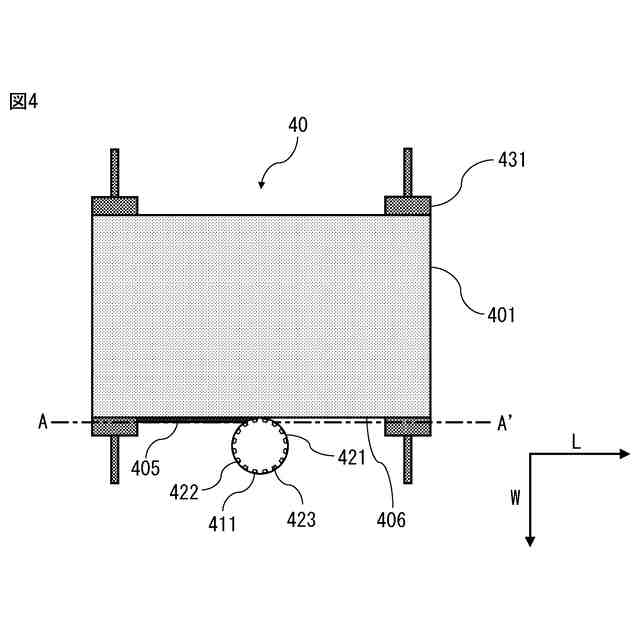
(c’)搬送ローラ間で搬送される前記帯状の電極体の前記端面に、絶縁部を形成すること、
を含み、
前記(c’)において、複数の凸部及び前記複数の凸部の間の凹部に保持されている絶縁体塗工液を外周面に有する塗工ローラを、前記端面に接触させて、前記絶縁部を形成し、かつ、
前記(c’)において、前記塗工ローラの外周面が前記電極体の前記端面の基準搬送位置に対して内側になるように構成されている、端部絶縁された電極体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、体積効率が改善された電極体の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
自動車業界において、環境に対する問題意識の高まりから、電気自動車、ハイブリッド自動車等の開発が行われており、高電圧の二次電池に対する要求が強くなってきている。一方、携帯用電子機器の分野では、その普及・発展に伴って、小型、軽量であって、かつ長時間の連続稼働が可能な高容量の二次電池が求められている。
【0003】
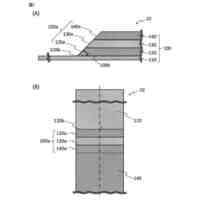
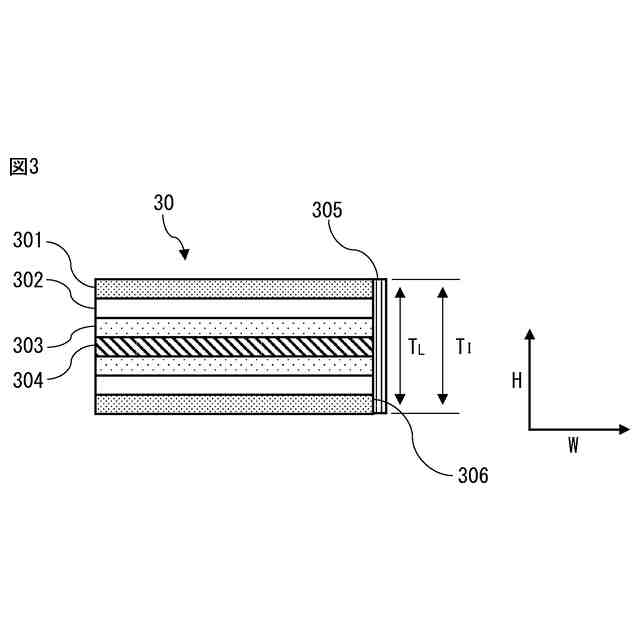
高電圧・高容量の電池として、例えば、負極集電体層、負極活物質層、固体電解質層、正極活物質層、及び正極集電体層をこの順で有する電極体を備える電池が知られている。
【0004】
このような電池においては、一方の電極の集電体層が、他方の電極の集電体層及び/又は活物質層と接触して短絡を生じることがある。この短絡は、一方の電極の集電体層の面積が、他方の電極の集電体層の面積よりも大きく形成されているときに、特に生じやすい。そのため、このような短絡を防止する技術が開発されている。
【0005】
従来、電極体の端部に絶縁体塗工液を塗布して、絶縁部を形成して、短絡を防止する方法が知られている。
【0006】
例えば、特許文献1は、電極体の端部への絶縁体塗工液の塗布を、端部を絶縁体塗工液に浸漬することによって行うことを含む、積層型全固体電池の製造方法を記載している。
【先行技術文献】
【特許文献】
【0007】
特開2018-049696号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
電極体の端面を絶縁体塗工液に浸漬する場合、絶縁部が形成された部分の電極体の合計厚さが、絶縁部を形成されていない領域の電極体の厚さよりも厚くなるため、体積効率が低下することがある。すなわち、従来の方法では、塗工液に電極体の端部を浸漬した際に、塗工液が、電極体上下面に乗り上げてしまい、積層方向で厚みが増加してしまうことがある。
【0009】
この背景において、本開示は、体積効率が改善された端部絶縁電極体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本開示の課題は、下記の本発明の態様によって解決できる:
<態様1>
(a)電極体を提供すること、
(b)前記電極体の端部を切断して、端面を形成すること、及び、
(c)前記端面に絶縁部を形成すること、
を含み、
前記(c)において、複数の凸部及び前記複数の凸部の間の凹部に保持されている絶縁体塗工液を有する塗工具を、前記端面に接触させて、前記絶縁部を形成する、
端部絶縁された電極体の製造方法。
<態様2>
前記電極体が、少なくとも集電体及び活物質層を含み、かつ前記(b)において、前記電極体の端部を切断して面一の端面を形成することを含む、請求項1に記載の端部絶縁された電極体の製造方法。
<態様3>
前記塗工具の前記凸部の幅は、前記電極体の厚みの2倍以下である、態様1又は2に記載の電極体の製造方法。
<態様4>
前記塗工具の前記凹部の深さは、前記電極体の厚みの1倍以下である、態様1~3に記載の電極体の製造方法。
<態様5>
(a’)帯状の電極体を形成すること、
(b’)前記帯状の電極体の端部を切断して、端面を形成すること、
(c’)搬送ローラ間で搬送される前記帯状の電極体の前記端面に、絶縁部を形成すること、
を含み、
前記(c’)において、複数の凸部及び前記複数の凸部の間の凹部に保持されている絶縁体塗工液を外周面に有する塗工ローラを、前記端面に接触させて、前記絶縁部を形成し、かつ、
前記(c’)において、前記塗工ローラの外周面が前記電極体の前記端面の基準搬送位置に対して内側になるように構成されている、端部絶縁された電極体の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
治具
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
配管
20日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
電池
25日前
トヨタ自動車株式会社
方法
4日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
5日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
電池
11日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車体
1か月前
トヨタ自動車株式会社
車体
1か月前
トヨタ自動車株式会社
椅子
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
20日前
トヨタ自動車株式会社
車両
2か月前
トヨタ自動車株式会社
車両
19日前
トヨタ自動車株式会社
電池
19日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
タンク
4日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ