TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025175755
公報種別
公開特許公報(A)
公開日
2025-12-03
出願番号
2024081997
出願日
2024-05-20
発明の名称
被覆剥離方法および被覆剥離装置
出願人
株式会社片岡製作所
代理人
弁理士法人信栄事務所
主分類
H02G
1/12 20060101AFI20251126BHJP(電力の発電,変換,配電)
要約
【課題】線材の幅方向端部と幅方向中心部とで均一に線材の被覆を剥離することができる被覆剥離方法および被覆剥離装置を提供する。
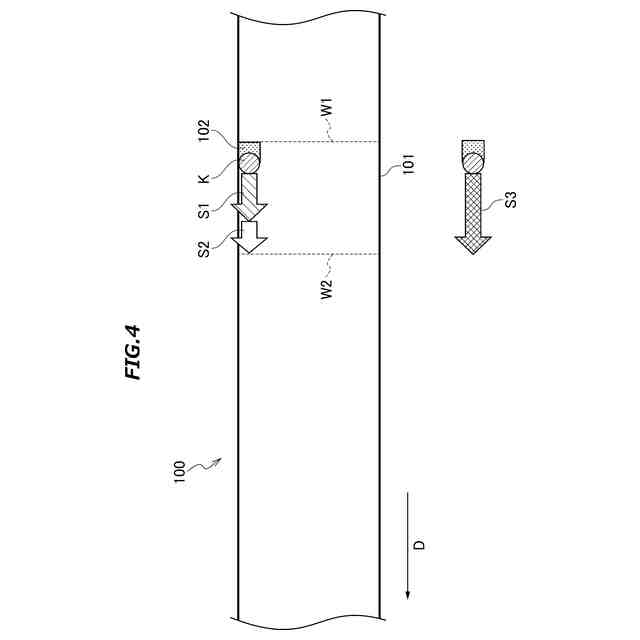
【解決手段】レーザ照射装置10に対して線材100を送り方向Dに相対的に移動させながら線材100の被覆をレーザ光Lにより剥離する、被覆剥離方法であって、レーザ光Lのスポット領域Kを送り方向Dに沿って移動させる、被覆剥離方法。
【選択図】図9
特許請求の範囲
【請求項1】
レーザ照射装置に対して線材を送り方向に相対的に移動させながら前記線材の被覆をレーザ光により剥離する、被覆剥離方法であって、
前記レーザ光のスポット領域を前記送り方向に沿って移動させる、被覆剥離方法。
続きを表示(約 1,200 文字)
【請求項2】
前記線材上の第一照射領域に前記レーザ光を、前記送り方向に沿って照射する第一照射工程と、
前記第一照射工程の後に前記送り方向と交差する幅方向に前記スポット領域を移動させる幅送り工程と、
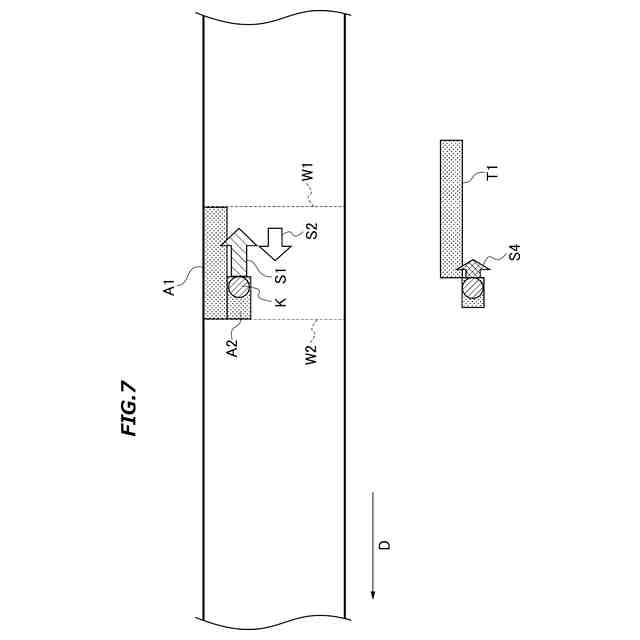
前記幅送り工程の後に前記第一照射領域と幅方向に隣接する第二照射領域に対して前記レーザ光を、前記送り方向とは反対の帰り方向に沿って照射させる第二照射工程と、を有する請求項1に記載の被覆剥離方法。
【請求項3】
前記第二照射工程における前記レーザ光の第二走査速度は、前記第一照射工程における前記レーザ光の第一走査速度よりも小さく、
前記第一走査速度と前記第二走査速度との差は前記線材の送り速度に基づいて決定する、請求項2に記載の被覆剥離方法。
【請求項4】
前記送り速度に対する前記第一走査速度の相対速度は、
前記送り速度に対する前記第二走査速度の相対速度と同一である、
請求項3に記載の被覆剥離方法。
【請求項5】
前記第一照射工程で前記レーザ光を照射する時間は
前記第二照射工程で前記レーザ光を照射する時間と同一である、請求項4に記載の被覆剥離方法。
【請求項6】
前記線材の幅方向の一端から他端まで前記スポット領域を動かしながら前記第一照射工程から前記第二照射工程を繰り返す第一フェーズと、
前記線材の幅方向の他端から一端まで、前記幅送り工程の移動方向を逆向きにし、前記スポット領域を動かしながら前記第一照射工程から前記第二照射工程を繰り返す第二フェーズと、を有する、請求項2に記載の被覆剥離方法。
【請求項7】
前記線材の幅方向の一端から他端まで前記スポット領域を動かしながら前記第一照射工程から前記第二照射工程を繰り返す第一フェーズと、
前記第一フェーズ終了後、前記照射スポット領域を前記線材の幅方向の一端に移動させたのち、再度、前記第一フェーズと同じく線材の幅方向の一端から他端まで前記スポット領域を動かしながら前記第一照射工程から前記第二照射工程を繰り返す第二フェーズと、を有する、請求項2に記載の被覆剥離方法。
【請求項8】
前記第一フェーズと前記第二フェーズとの間には少なくとも1ms以上のクールタイムを有する、請求項6または請求項7に記載の被覆剥離方法。
【請求項9】
レーザ照射装置から見たときに前記第一フェーズから前記第二フェーズまでの前記レーザ光の前記スポット領域の移動軌跡が、前記レーザ照射装置の照射範囲内に収まっている、請求項8に記載の被覆剥離方法。
【請求項10】
前記第一フェーズにかかる時間と、前記第二フェーズにかかる時間と、前記クールタイムと、を足した時間に前記送り速度を乗じて算出される総送り長さは、
前記レーザ照射装置の最大照射範囲よりも小さくなるように設定される、請求項9に記載の被覆剥離方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、被覆剥離方法および被覆剥離装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1に記載の被覆剥離方法においては、レーザ光を電線の絶縁被覆に照射することによって、該絶縁被覆を除去する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2021-158819号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
電線の絶縁被覆の剥離方法としては、特許文献1に記載のようにレーザ光を照射する方法が知られている。
【0005】
ところで、線材の幅方向の一端部と他端部との間でレーザ光のスポット領域を折り返し移動させながら絶縁被覆を剥離させる場合においては、線材の幅方向端部と幅方向中心部において線材の剥離具合にムラが生じてしまうことがあった。
線材の剥離具合にムラが生じる要因としては、以下の要因も考えられる。即ち、線材の幅方向の一端部と他端部との間でレーザ光のスポット領域を折り返し移動させながら被覆を剥離させる場合に、線材の幅方向の端部付近におけるスポット領域の折り返し点の前後において、レーザのスポット領域の移動速度が減速する。かかる場合に、減速の程度によっては、線材の幅方向の中心部における単位面積当たりのレーザ光の照射時間と、線材の幅方向の端部付近における単位面積当たりのレーザ光の照射時間とで大きな差異が生じ、線材の幅方向の端部付近において必要以上のレーザ光の照射を受けて線材が焦げ付く不具合が生じる場合もある。
【0006】
そこで本開示は、線材の幅方向端部と幅方向中心部とで均一に線材の被覆を剥離することができる被覆剥離方法および被覆剥離装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の一側面に係る被覆剥離方法は、
レーザ照射装置に対して線材を送り方向に相対的に移動させながら前記線材の被覆をレーザ光により剥離する、被覆剥離方法であって、
前記レーザ光のスポット領域を前記送り方向に沿って移動させる。
【0008】
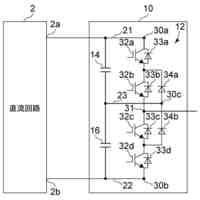
また、本発明の一側面に係る被覆剥離装置は、
レーザ照射装置に対して線材を送り方向に移動させながら、レーザ光によって前記線材の被覆を剥離する被覆剥離装置であって、
前記レーザ照射装置は、
レーザ光を出力するレーザ光源部と、
前記レーザ光のスポット領域を前記線材に対して走査させる走査部と、
前記走査部を制御する制御部と、を有し、
前記制御部は、前記スポット領域を前記線材の前記送り方向に沿って移動させるように前記走査部を制御する。
【発明の効果】
【0009】
本開示によれば、線材の幅方向端部と幅方向中心部とで均一に線材の被覆を剥離することができる被覆剥離方法および被覆剥離装置を提供することができる。
【図面の簡単な説明】
【0010】
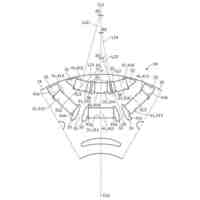
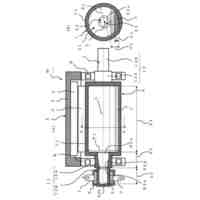
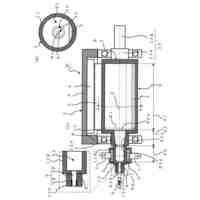
図1は、本実施形態に係る被覆剥離方法を実行する被覆剥離装置の概略図である。
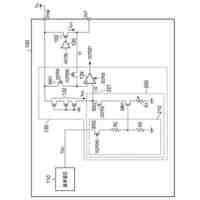
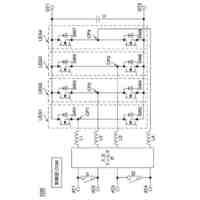
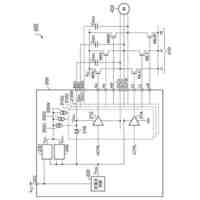
図2は、本開示に係るレーザ照射装置のブロック図である。
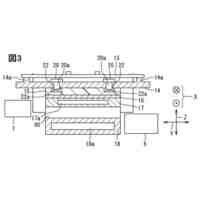
図3は、実施形態に係るガルバノ光学系の概略図である。
図4は、第一照射工程を開始した直後の線材の様子(上段)とスポット領域の軌跡(下段)である。
図5は、第一照射工程が終了した時点での線材上の様子(上段)とスポット領域の軌跡(下段)である。
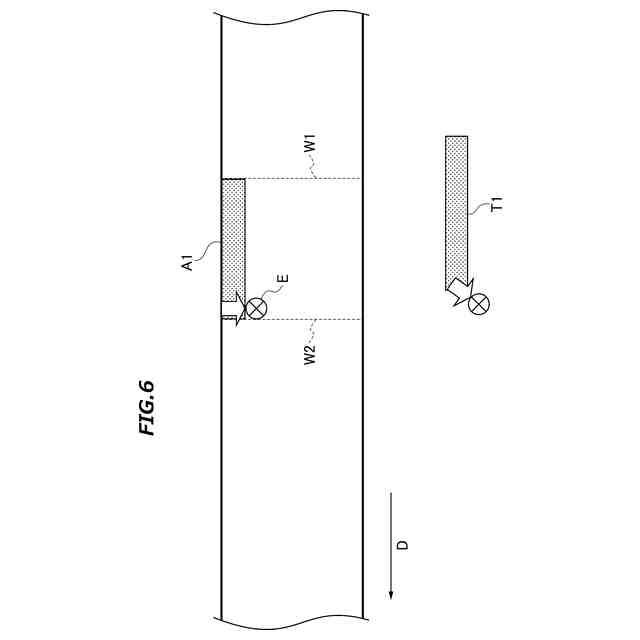
図6は、実施形態に係る被覆剥離装置による線材の被覆剥離の過程を示した図である。
図7は、第二照射工程を開始した直後の線材の様子(上段)とスポット領域の軌跡(下段)である。
図8は、第二照射工程が終了した時点での線材上の様子(上段)とスポット領域の軌跡(下段)である。
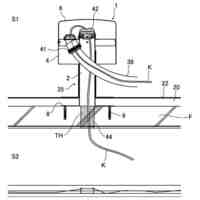
図9は、実施形態に係る被覆剥離装置による線材の被覆剥離の過程を示した図である。
図10は、第一フェーズの終了後、第二フェーズの開始前の被覆剥離工程を示す図である。
図11は、実施形態に係る被覆剥離装置による線材の被覆剥離の過程を示した図である。
図12は、実施形態に係る被覆剥離装置による線材の被覆剥離の過程を示した図である。
図13は、第一フェーズの開始から第二フェーズの終了までのレーザ光の照射軌跡を示した図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
電気を重力で発電装置
28日前
個人
高圧電気機器の開閉器
15日前
キヤノン電子株式会社
モータ
27日前
キヤノン電子株式会社
モータ
1か月前
コーセル株式会社
電源装置
1か月前
日星電気株式会社
ケーブル組立体
1か月前
トヨタ自動車株式会社
モータ
27日前
株式会社アイドゥス企画
減反モータ
15日前
株式会社デンソー
端子台
8日前
個人
二次電池繰返パルス放電器用印刷基板
1か月前
株式会社デンソー
電力変換装置
1か月前
ローム株式会社
半導体集積回路
6日前
本田技研工業株式会社
回転電機
1日前
株式会社ミツバ
回転電機
1か月前
株式会社TMEIC
制御装置
7日前
トヨタ自動車株式会社
固定子の加熱装置
1か月前
株式会社デンソー
非接触受電装置
1か月前
株式会社日立製作所
回転電機
6日前
矢崎総業株式会社
電源回路
14日前
矢崎総業株式会社
給電装置
7日前
山洋電気株式会社
モータ
1か月前
トヨタ自動車株式会社
ステータの製造装置
28日前
日産自動車株式会社
ロータシャフト
22日前
個人
非対称鏡像力を有する4層PWB電荷搬送体
22日前
ローム株式会社
モータドライバ回路
22日前
日産自動車株式会社
ロータシャフト
22日前
大和ハウス工業株式会社
敷設用機器
7日前
株式会社明治ゴム化成
ワイヤレス給電用部品
1か月前
サンデン株式会社
モータ
今日
トヨタ紡織株式会社
ロータの製造装置
1か月前
株式会社TMEIC
電力変換装置
1か月前
株式会社アイシン
電力変換装置
27日前
株式会社マキタ
電動作業機
1か月前
株式会社TMEIC
電力変換装置
7日前
個人
電線盗難防止方法及び電線盗難防止装置
1か月前
トヨタ自動車株式会社
可変界磁ロータ
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ