TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025173319
公報種別
公開特許公報(A)
公開日
2025-11-27
出願番号
2024078855
出願日
2024-05-14
発明の名称
めっき焦げ防止治具及びこれを用いためっき方法
出願人
柿原工業株式会社
代理人
弁理士法人 武政国際特許商標事務所
主分類
C25D
17/10 20060101AFI20251119BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】めっき槽内にめっき焦げ防止治具を配置すると共に、このめっき焦げ防止治具にめっき槽内に生じる過大な電流密度を緩和させることで、樹脂成形品にめっき焦げが生じることを防止する。
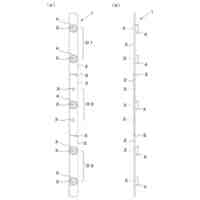
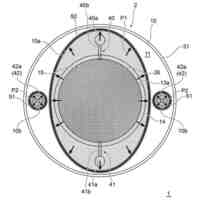
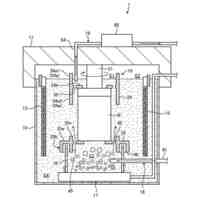
【解決手段】めっき槽72において、樹脂成形品Wが取り付けられた吊下げ具71に隣接して配置し、めっきを積極的に析出させる長方形状の板状補助部材2と、板状補助部材2に複数か所に開けられた、吊下げ具71の支柱部71aに複数取り付けられた挟持部71bの先端に着脱自在に差し込められる取付穴3と、を備えたものである。めっき処理に際して、めっき焦げ防止治具1を樹脂成形品Wに隣接する位置に配置し、めっき焦げ防止治具1にめっきを積極的に析出させて、樹脂成形品Wに、過大に電流密度が生じた状態でめっきが析出することを防止する。
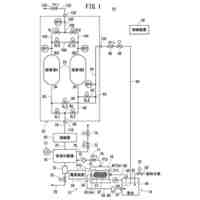
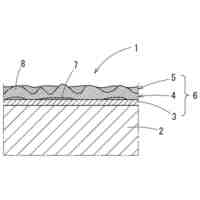
【選択図】図1
特許請求の範囲
【請求項1】
樹脂成形品(W)をめっき槽(72)において湿式めっきする際に、吊下げ具(71)に掛け止めた樹脂成形品(W)のめっき焦げを防止するめっき焦げ防止治具(1)であって、
めっき槽(72)において、樹脂成形品(W)が取り付けられた吊下げ具(71)に隣接して配置し、めっきを積極的に析出させる長方形状の板状補助部材(2)と、
前記板状補助部材(2)に複数か所に開けられた、吊下げ具(71)の支柱部(71a)に複数取り付けられた挟持部(71b)の先端に着脱自在に差し込められる取付穴(3)と、を備え、
めっき処理に際して、前記めっき焦げ防止治具(1)を樹脂成形品(W)に隣接する位置に配置し、該めっき焦げ防止治具(1)にめっきを積極的に析出させて、該樹脂成形品(W)に、過大に電流密度が生じた状態でめっきが析出することを防止するように構成した、ことを特徴とするめっき焦げ防止治具。
続きを表示(約 1,100 文字)
【請求項2】
前記板状補助部材(2)の長手方向の端部に、めっきが局部的に析出しないようにアール部(6)を形成した、ことを特徴とする請求項1に記載のめっき焦げ防止治具。
【請求項3】
前記板状補助部材(2)は、複数本に容易に折損して切り離し得るように、折損用折り線(5)を形成した、ことを特徴とする請求項1に記載のめっき焦げ防止治具。
【請求項4】
前記板状補助部材(2)は、樹脂成形品(W)の外形状に合うように湾曲させることができる程度の可撓性を有する合成樹脂製の板状の部材である、ことを特徴とする請求項1に記載のめっき焦げ防止治具。
【請求項5】
前記めっき焦げ防止治具(1)の取付穴(3)に、これに差し込む前記吊下げ具(71)の挟持部(71b)の先端に、めっきが局部的に析出させないように、該取付穴(3)に筒形状のボス(4)を形成した、ことを特徴とする請求項1に記載のめっき焦げ防止治具。
【請求項6】
めっき槽(72)において樹脂成形品(W)を湿式めっきする際に、該樹脂成形品(W)のめっき焦げを防止することをめっき焦げ防止治具(1)を用いて防止しながらめっきする方法であって、
先ず、吊下げ具(71)の挟持部(71b)に、めっきする樹脂成形品(W)を取り付け、この吊下げ具(71)をめっき槽(72)内に掛けとめ、
前記吊下げ具(71)に掛け止めた樹脂成形品(W)の周囲に、めっき焦げ防止治具(1)の板状補助部材(2)をめっき槽(72)に配置し、
前記めっき焦げ防止治具(1)を配置した状態で、湿式めっきすると共に、
前記めっき焦げ防止治具(1)の板状補助部材(2)にめっきを積極的に析出させ、該樹脂成形品(W)に過大に電流密度が生じた状態でめっきが析出することを防止しながらめっきする、ことを特徴とするめっき焦げ防止治具を用いてめっきする方法。
【請求項7】
前記めっき焦げ防止治具(1)を、前記めっき槽(72)内に配置された電極板(73)に隣接する位置に配置してめっきする、ことを特徴とする請求項6に記載のめっき焦げ防止治具を用いてめっきする方法。
【請求項8】
前記めっき焦げ防止治具(1)を、前記吊下げ具(71)の上下の位置に配置してめっきする、ことを特徴とする請求項6に記載のめっき焦げ防止治具を用いてめっきする方法。
【請求項9】
前記めっき焦げ防止治具(1)を、めっきする樹脂成形品(W)の外形線に沿って湾曲させてめっき槽(72)に配置した、ことを特徴とする請求項6に記載のめっき焦げ防止治具を用いてめっきする方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂成形品にめっきする際に使用する補助具に係り、特に樹脂成形品にめっきする際に生じるめっき焦げのようなめっき皮膜の不具合を解消する、めっき焦げ防止治具及びこれを用いためっき方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
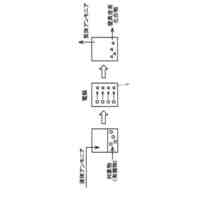
従来の一般的な樹脂めっき方法は、めっきする樹脂成形品に、その樹脂成形品の表面粗化をするエッチング工程、エッチング中和工程、触媒付与工程、導電化工程(又は無電解めっき)を施し、このように前処理した樹脂成形品に、銅めっき工程、ニッケルめっき工程の順で各めっき処理を施し、最後にクロムめっき工程を施して終了する。
【0003】
このような各工程を経る樹脂めっき方法では、樹脂成形品を吊下げ具に取り付けてめっき処理している。この吊下げ具は、上端にフックを有する支柱に挟持部を複数取り付けたものである。例えば挟持部はばねで先端が開閉挟持するようになっている。各挟持部の先端は樹脂成形品を掛け止められるように鉤部が形成されている。この吊下げ具は、例えば、自動車用内装ドアハンドル、外装ドアハンドル、外装ハンドルカバー部品等のような自動車用樹脂めっき部品、シャワーヘッド、蛇口部品等のような住宅関連樹脂めっき部品、更に携帯電話部品のように同一形状のものを大量に生産する際に適している。
【0004】
また、例えば上下2本ずつの計4本の挟持部で1個の樹脂成形品を4か所の鉤部で掛け止めるように成る構成の吊下げ具も使用されている。これは、大きな樹脂成形品の取り付けに適している。
【0005】
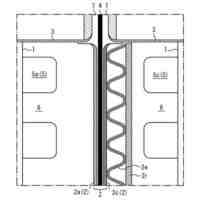
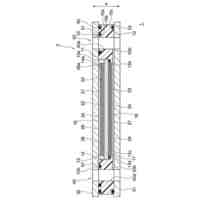
このような吊下げ具71を用いてめっきされる樹脂成形品W(ワーク)の表面には、図89の電気めっきにおける電流分布の説明図に示すような電流分布が生じる。めっき槽において電流は樹脂成形品Wの電極板73側にだけ流れ、電極板73の逆側の面と樹脂成形品Wの内側の面(図10における左側)には電流は流れにくい。めっきは電流の流れるところにだけ形成されるため、電流の流れが少ない電極板73の逆側の面と樹脂成形品Wの内側の面にはめっきが薄く形成される。
【0006】
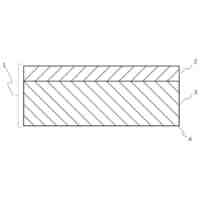
一般に樹脂成形品Wの外側に張出した部分ほど電流密度が高い。めっき金属は樹脂成形品Wの凸部や張出した角部に析出しやすい。図10のばり部の膜厚が厚く形成されためっき製品の断面図に示すように、板状の樹脂成形品Wへめっきした場合、樹脂成形品Wの角のばり部は電流密度が高くなるため、ばり部の膜厚t1は、電流密度が低い樹脂成形品Wの中央部の膜厚t2よりも厚くなりやすい。このように均一電着性が低いめっきの場合は、角ばり部にザラが発生し光沢がなくなり、外観を損なうことがある。
特に、過大な電流密度でいわゆる「めっき焦げ」という不具合が生じる。これは、樹脂成形品Wの表面に析出する粗くて脆い焦げたようなめっき皮膜のことをいい、めっき焼けとも称される。
【0007】
その対策として、従来より図12(a)と(b)のめっきの膜厚が異なる状態を示す説明断面図にあるように、樹脂成形品Wの角部、張出し部に予めアール面(R面)76を形成することでめっきの付き過ぎを防止している。例えば図示の左側の樹脂成形品Wは、それぞれ角部又は張出し部が鋭利な状態になっている。そこで、右側の樹脂成形品Wのように、その部分にそれぞれアール面(R面)76を形成することで不均一な膜厚の形成を防止している。
【0008】
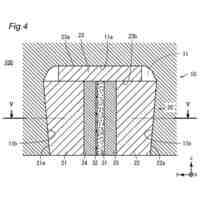
しかし、このような樹脂成形品Wの角部又は張出し部にR面76を形成することは、その製品の設計の自由度を制限することになり、精密な製品には採用できない対策方法であった。そこで、図13のめっき槽内に遮蔽板を用いてめっきを施す状態を示す断面図に示すように、めっき槽72内において、電極板73と樹脂成形品Wの間、特に樹脂成形品Wの角部又は張出し部に遮蔽板74を配置してめっきを施す技術が提案されている。この遮蔽板74は、樹脂成形品Wの角部又はその周辺に陰を造る板である。これは樹脂成形品W端部の過大な電流密度が生じないようにするものである。
【0009】
更に、図14に示すように、吊下げ具71の上下位置それぞれに、電解集中防止具(めっき焦げ防止具)77を取り付けたものがある。この電解集中防止具77は、吊下げ具71に掛け止めた樹脂成形品Wの角部又はその周辺に過大な電流密度が生じないようにするものである。
【0010】
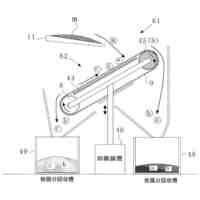
更に、電流遮蔽板の下端部形状を改善して均一にめっきを施せるようにしためっき処理に関する技術について、例えば特許文献1の特開平8-296086号公報「電気メッキ装置」に、断面を縦方向にしてメッキ槽内を走行する金属条体の上部と下部との両側に、メッキ電流を調節する電流遮蔽板をそれぞれ設け、さらに下部両側の電流遮蔽板の間から流体を噴出してメッキ液を流動する流体ノズルを設けた電気メッキ装置において、上部両側の電流遮蔽板に所定の傾斜を設けてその下端部をくさび状にした電気メッキ装置が提案されている。
【先行技術文献】
【特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
柿原工業株式会社
めっき焦げ防止治具及びこれを用いためっき方法
1日前
柿原工業株式会社
金属被膜樹脂材の金属と樹脂材の分離回収方法及びその分離回収装置
5か月前
株式会社堤水素研究所
水電解装置
22日前
株式会社神戸製鋼所
接点材料
21日前
株式会社ケミカル山本
電解研磨装置用電極
22日前
株式会社カネカ
可撓性ガス拡散電極
2か月前
本田技研工業株式会社
差圧式電解装置
1か月前
一般財団法人電力中央研究所
電解反応装置
1か月前
本田技研工業株式会社
水電解スタック
1か月前
東レ株式会社
液体電解用多孔質輸送層およびその製造方法
21日前
SECカーボン株式会社
カソードアセンブリ
1か月前
株式会社荏原製作所
蒸気発電プラント
1か月前
本田技研工業株式会社
CO2電解装置
1か月前
メルテックス株式会社
極薄電解銅箔及びその製造方法
1か月前
古河電気工業株式会社
端子
1か月前
本田技研工業株式会社
電解セルの製造方法
2か月前
NOK株式会社
セルユニット
2か月前
NOK株式会社
セルユニット
2か月前
NOK株式会社
セルユニット
2か月前
株式会社デンソー
電解装置
23日前
旭化成株式会社
電解装置の運転方法
1か月前
株式会社豊田中央研究所
電極
2か月前
NOK株式会社
セルユニット
2か月前
三菱マテリアル株式会社
皮膜付端子材及びその製造方法
1か月前
本田技研工業株式会社
膜電極構造体の製造方法
1か月前
大阪瓦斯株式会社
共電解メタネーション装置
1か月前
大阪瓦斯株式会社
共電解メタネーション装置
1か月前
東京瓦斯株式会社
水電解システム
2か月前
三菱重工業株式会社
皮膜形成装置
1か月前
株式会社フジタ
水電解装置
22日前
JX金属株式会社
電着金属の搬送システム及び搬送方法
1か月前
本田技研工業株式会社
電気化学式水素昇圧システム
1か月前
本田技研工業株式会社
電気化学式水素昇圧システム
1か月前
日本碍子株式会社
電気化学セル
22日前
株式会社デンソー
電気化学反応装置
2日前
三菱マテリアル株式会社
めっき皮膜付銅端子材及びその製造方法
1か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ