TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025161280
公報種別
公開特許公報(A)
公開日
2025-10-24
出願番号
2024064341
出願日
2024-04-12
発明の名称
電着金属の搬送システム及び搬送方法
出願人
JX金属株式会社
代理人
個人
,
個人
主分類
C25C
7/02 20060101AFI20251017BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】積層された電着金属からなる製品の単位時間当たりの製造個数を低下させることなく当該製品の品質の向上を図る。
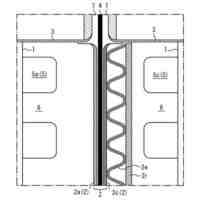
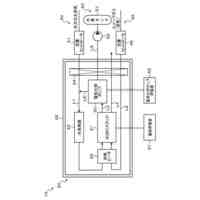
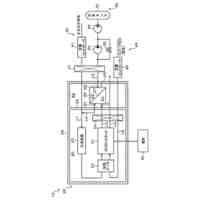
【解決手段】搬送システム1は、カソード板10から剥取られた電着金属20-1,20-2を搬送する搬送装置12と、搬送装置12により搬送されてくる電着金属20-1,20-2の表面にガスを噴射して異物を除去する噴射装置14とを含むので、電着金属20-1,20-2を剥取る効率及び積層する効率を低下させることなく製品への異物の混入を防止することができる。
【選択図】図1
特許請求の範囲
【請求項1】
カソード板から剥取られた電着金属を搬送する搬送装置と、
前記搬送装置により搬送されてくる前記電着金属の表面にガスを噴射して異物を除去する噴射装置と、
を含むことを特徴とする電着金属の搬送システム。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の電着金属の搬送システムにおいて、
前記搬送装置は、
前記カソード板の第一の面から剥取られた第一の電着金属が落下する第一のエリアから、前記カソード板の第二の面から剥取られた第二の電着金属が落下する第二のエリアに向けて前記第一の電着金属を搬送し、
前記噴射装置は、
前記第一の電着金属の上に前記第二の電着金属が落下する前に前記第一の電着金属の表面にガスを噴射する第一の噴射処理と、
前記第一の電着金属の上に前記第二の電着金属が落下した後に前記第二の電着金属の表面にガスを噴射する第二の噴射処理と
を実行することを特徴とする電着金属の搬送システム。
【請求項3】
請求項2に記載の電着金属の搬送システムにおいて、
前記噴射装置は、
前記第一の噴射処理に専用のガス蓄積タンクと前記第二の噴射処理に専用のガス蓄積タンクとを備える
ことを特徴とする電着金属の搬送システム。
【請求項4】
請求項2に記載の電着金属の搬送システムにおいて、
前記第一の噴射処理のノズルの位置及び姿勢は、前記第二のエリアに搬送された前記第一の電着金属と当該第一の電着金属の上に落下してくる前記第二の電着金属の隙間へガスを噴射できるように設定され、
前記第二の噴射処理のノズルの位置及び姿勢は、前記第一の電着金属の上に落下した前記第二の電着金属の表面に向けてガスを噴射できるように設定される
ことを特徴とする電着金属の搬送システム。
【請求項5】
請求項4に記載の電着金属の搬送システムにおいて、
前記第一の噴射処理のノズルは、前記第二のエリアの第一の隅部の斜め上方位置に、前記第二のエリアの中央に開口を向けた姿勢で配置され、
前記第二の噴射処理のノズルは、前記第二のエリアの第二の隅部の斜め上方位置に、前記第二のエリアの中央に開口を向けた姿勢で配置される
ことを特徴とする電着金属の搬送システム。
【請求項6】
請求項2に記載の電着金属の搬送システムにおいて、
前記第一の噴射処理のノズルの開口及び前記第二の噴射処理のノズルの開口は、前記第二のエリアに配置された前記第一の電着金属又は前記第二の電着金属の表面の全域にガスが吹付けられるように扁平な形状に設定される
ことを特徴とする電着金属の搬送システム。
【請求項7】
請求項2に記載の電着金属の搬送システムにおいて、
前記第一の電着金属の表面に吹付けられるガスの圧力及び前記第二の電着金属の表面に吹付けられるガスの圧力は、搬送路の外へ異物を吹き飛ばすことができるような圧力に設定される
ことを特徴とする電着金属の搬送システム。
【請求項8】
請求項2に記載の電着金属の搬送システムは、複数の前記カソード板を連続して搬送するものであり、
前記噴射装置は、
前記第一の電着金属と前記第二の電着金属とが分離されたことを示す切断検知信号をトリガーとして前記第一の噴射処理を実行し、
前記第一のエリアから前記第二のエリアへと前記第一の電着金属を搬送するための正転信号をトリガーとして前記第二の噴射処理を実行する
ことを特徴とする電着金属の搬送システム。
【請求項9】
カソード板から剥取られた電着金属を搬送する工程と、
搬送されてくる前記電着金属の表面にガスを噴射して異物を除去する工程と、
を含むことを特徴とする電着金属の搬送方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、カソード板から剥取られた電着金属を搬送する電着金属の搬送システム及び搬送方法に関し、さらに詳しくは、電着金属を剥取って出荷、保管等を行うに際して所定の枚数を積み重ねた製品を製造するための電着金属の搬送システム及び搬送方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
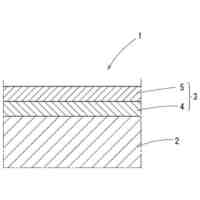
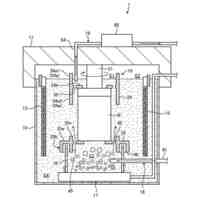
パーマネントカソード法による金属の電解精製、例えば銅の電解精製(特許文献1,2等を参照)では、粗銅をアノード鋳造機によって鋳込んで銅アノードを鋳造し、この銅アノードとステンレス製のカソード板を電解槽に交互に浸漬して通電を行い、カソード板に銅を電着させる。そして、カソード板に銅が十分に電着したら電解槽からカソード板を引き上げ、カソード板の両面に電着した電気銅を剥取装置で剥取り、これをコンベアで搬送することによって積層し、最終的にはバンド等で束ねた状態の製品として出荷している。
【先行技術文献】
【特許文献】
【0003】
特開2008-231501号公報
特開2015-206101号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、カソード板の両面から電気銅を剥取装置で剥取る際には、カソード板の両面に電着した一対の電気銅を掴む工程、これら一対の電気銅を開く工程、一対の電気銅を引っ張って分離する工程などを要し、その過程でカソード板のエッジストリップが破損することがあるので、破損により生じた破片が電気銅の表面に残ったまま積層されることがあった。このような破損の要因としては、エッジストリップの経年劣化、特に、電解精製の電流密度の向上等によるエッジストリップの絶縁低下に起因した母板とエッジストリップの隙間への電着増加に起因した経年劣化が挙げられる。また、エッジストリップの破片以外にも、剥取装置の設備から脱落したボルトやナットなどの部品が電気銅の表面に残ったまま積層されることがあった。このような破片、ボルト、ナットなどの異物が残ったまま電気銅が積層されると、外観上は異物の混入の有無を判断できないため、そのまま電気銅の製品が出荷されてしまい、クレーム・コンプレインを受ける原因となっていた。
【0005】
そこで、本発明は、かかる問題点に鑑みなされたもので、積層された電着金属からなる製品の単位時間当たりの製造個数を低下させることなく当該製品の品質を向上させることのできる電着金属の搬送システム及び搬送方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る一の電着金属の搬送システムは、カソード板から剥取られた電着金属を搬送する搬送装置と、前記搬送装置により搬送されてくる前記電着金属の表面にガスを噴射して異物を除去する噴射装置とを含むことを特徴とする。
【0007】
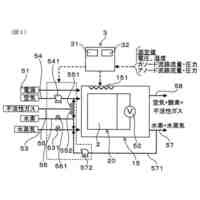
本発明に係る何れかの電着金属の搬送システムにおいて、前記搬送装置は、前記カソード板の第一の面から剥取られた第一の電着金属が落下する第一のエリアから、前記カソード板の第二の面から剥取られた第二の電着金属が落下する第二のエリアに向けて前記第一の電着金属を搬送し、前記噴射装置は、前記第一の電着金属の上に前記第二の電着金属が落下する前に前記第一の電着金属の表面にガスを噴射する第一の噴射処理と、前記第一の電着金属の上に前記第二の電着金属が落下した後に前記第二の電着金属の表面にガスを噴射する第二の噴射処理とを実行することを特徴とする。
【0008】
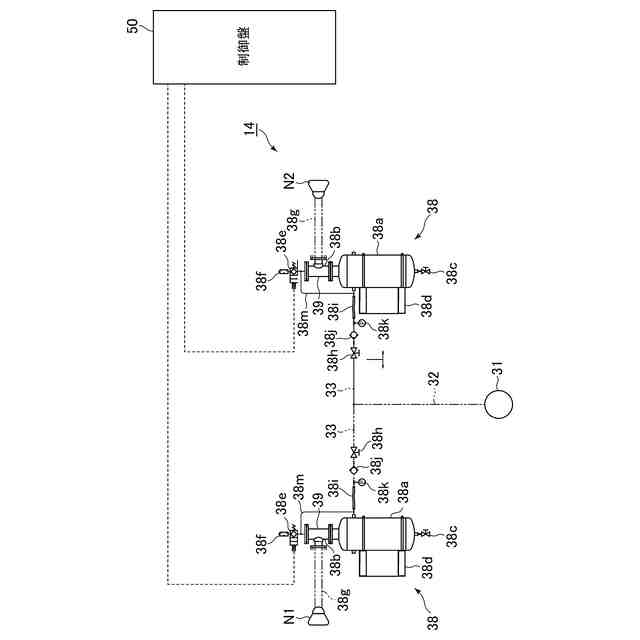
本発明に係る何れかの電着金属の搬送システムにおいて、前記噴射装置は、前記第一の噴射処理に専用のガス蓄積タンクと前記第二の噴射処理に専用のガス蓄積タンクとを備えてもよい。
【0009】
本発明に係る何れかの電着金属の搬送システムにおいて、前記第一の噴射処理のノズルの位置及び姿勢は、前記第二のエリアに搬送された前記第一の電着金属と当該第一の電着金属の上に落下してくる前記第二の電着金属の隙間へガスを噴射できるように設定され、前記第二の噴射処理のノズルの位置及び姿勢は、前記第一の電着金属の上に落下した前記第二の電着金属の表面に向けてガスを噴射できるように設定されてもよい。
【0010】
本発明に係る何れかの電着金属の搬送システムにおいて、前記第一の噴射処理のノズルは、前記第二のエリアの第一の隅部の斜め上方位置に、前記第二のエリアの中央に開口を向けた姿勢で配置され、前記第二の噴射処理のノズルは、前記第二のエリアの第二の隅部の斜め上方位置に、前記第二のエリアの中央に開口を向けた姿勢で配置されてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JX金属株式会社
錫電解沈殿物の処理方法
5日前
JX金属株式会社
炭素被覆金属粉末及びペースト
13日前
JX金属株式会社
電着金属の搬送システム及び搬送方法
1か月前
JX金属株式会社
金属積層体、及び多層回路基板の製造方法
1か月前
JX金属株式会社
スパッタリングターゲット及びスパッタリングターゲット組立品
18日前
JX金属株式会社
スパッタリングターゲット及びスパッタリングターゲット組立品
18日前
JX金属株式会社
スパッタリングターゲット及びスパッタリングターゲット組立品
18日前
JX金属株式会社
スパッタリングターゲット及びスパッタリングターゲット組立品
18日前
株式会社堤水素研究所
水電解装置
19日前
株式会社神戸製鋼所
接点材料
18日前
株式会社ケミカル山本
電解研磨装置用電極
19日前
本田技研工業株式会社
水電解スタック
1か月前
一般財団法人電力中央研究所
電解反応装置
1か月前
本田技研工業株式会社
差圧式電解装置
1か月前
東レ株式会社
液体電解用多孔質輸送層およびその製造方法
18日前
SECカーボン株式会社
カソードアセンブリ
1か月前
株式会社荏原製作所
蒸気発電プラント
1か月前
メルテックス株式会社
極薄電解銅箔及びその製造方法
1か月前
古河電気工業株式会社
端子
1か月前
三菱マテリアル株式会社
皮膜付端子材及びその製造方法
1か月前
株式会社デンソー
電解装置
20日前
旭化成株式会社
電解装置の運転方法
1か月前
大阪瓦斯株式会社
共電解メタネーション装置
1か月前
本田技研工業株式会社
膜電極構造体の製造方法
1か月前
大阪瓦斯株式会社
共電解メタネーション装置
1か月前
三菱重工業株式会社
皮膜形成装置
1か月前
JX金属株式会社
電着金属の搬送システム及び搬送方法
1か月前
株式会社フジタ
水電解装置
19日前
本田技研工業株式会社
電気化学式水素昇圧システム
1か月前
トヨタ自動車株式会社
水電解システム
18日前
日本特殊陶業株式会社
ホットモジュール
1か月前
株式会社アイシン
電解システム
1か月前
日本特殊陶業株式会社
ホットモジュール
1か月前
株式会社アイシン
電解システム
1か月前
株式会社デンソー
セル制御システム
1か月前
株式会社ホクトウ
バレルメッキ装置用リード線のリサイクル方法
20日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ