TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025170526
公報種別
公開特許公報(A)
公開日
2025-11-19
出願番号
2024075173
出願日
2024-05-07
発明の名称
回転電機のコアシートのプレス打ち抜き加工装置
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
主分類
H02K
15/027 20250101AFI20251112BHJP(電力の発電,変換,配電)
要約
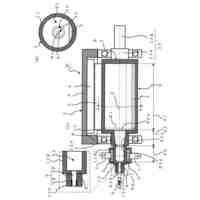
【課題】 コアシートのプレス打ち抜き装置に於いて、電磁鋼板のシート片の板厚の変化によるシート上のパイロット孔の位置と打ち抜き予定位置との間の距離の変化に対応して、パイロット孔に挿し込まれるパイロットピンの、打ち抜き型の位置に対する位置が調整できるようにする。
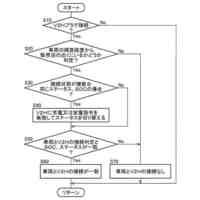
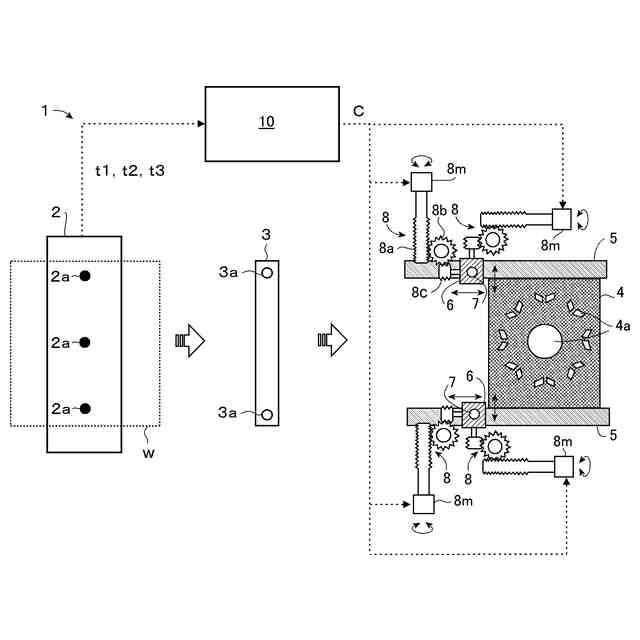
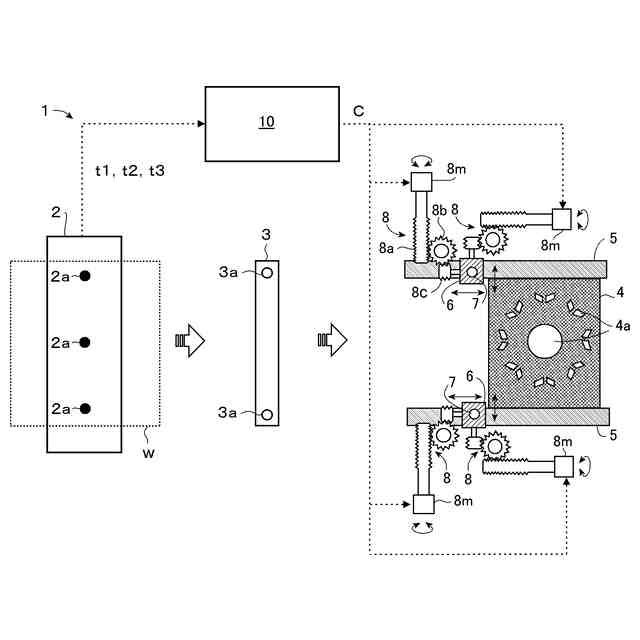
【解決手段】 プレス打ち抜き装置1は、打ち抜き加工前のシート片wの板厚を測定し(2)、板厚測定値に基づいてパンチプレート及びダイスプレート4の打ち抜き型の位置に対するシート片に穿たれたパイロット孔PHに挿し込まれるパイロットピン7の目標位置を決定し、目標位置に一致するようにパイロットピンの位置を調整する。パイロットピンの目標位置は、シート片の板厚によって変化するパイロット孔の位置とシート片の打ち抜き予定位置との間の距離と、打ち抜き型の位置とパイロットピンの位置との間の距離とが一致するように決定される。
【選択図】 図1
特許請求の範囲
【請求項1】
パンチプレートとダイスプレートとの間に搬送された電磁鋼板のシート片から、モータコアを形成すべく積層されるコアシートを打ち抜くブレス打ち抜き加工装置であって、
打ち抜き加工前の前記シート片の板厚を測定する板厚測定手段と、
前記シート片にパイロット孔を穿孔する穿孔手段と、
前記測定された板厚に基づいて前記パンチプレート及び前記ダイスプレートに於ける所定のパターンの打ち抜き型の位置に対する前記パイロット孔に挿し込まれるパイロットピンの目標位置を決定するよう構成されているパイロットピン目標位置決定手段と、
前記パイロットピンの目標位置に一致するように前記パイロットピンの位置を調整するパイロットピン位置調整手段と
を含み、
前記パイロットピン目標位置決定手段が、前記板厚によって変化する前記パイロット孔の位置と前記シート片の前記打ち抜き型による穿孔又は打ち抜きがされるべき位置との間の距離と、前記打ち抜き型の位置と前記パイロットピンの位置との間の距離とが一致するように前記パイロットピンの目標位置を決定するよう構成されている装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機のロータコア、ステータコアを、積層されて構成するコアシートを電磁鋼板からプレス打ち抜き加工により形成するための装置に係る。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
回転電機のロータコア、ステータコア(以下、「モータコア」と称する。)は、典型的には、電磁鋼板からプレス打ち抜き加工により形成されたコアシートを積層して構成される。かかるコアシートの形成とコアの構成に関連して種々の技術が提案されている。例えば、特許文献1では、帯状の素材を送り、複数配置されたプレス機によって順次プレス加工する順送プレス装置に於いて、素材のプレス位置を決定するために素材に打ち抜かれるパイロット孔の位置ずれを解消するべく、パイロット孔に挿入され、プレス機における素材の位置決めを行う複数のパイロットピンに掛かった荷重の方向を検出し、パイロットピンが送り方向の荷重を受けているときには、送り方向の荷重が小さくなるように送り手段の送り量を変更し、パイロットピンが素材の幅方向の荷重を受けているときには、幅方向の荷重が小さくなるように幅方向位置決め手段により幅方向の位置を変更することが提案されている。特許文献2では、積層される電磁鋼板の加工精度を向上するために、プレス装置に保持された軸部材を鋼板に設けられた積層方向に伸びる孔に通すことによって、鋼板を軸部材に固定した状態で、プレス装置によって、鋼板をプレス加工することが提案されている。特許文献3、4では、薄板材料をプレス加工する際の加工位置のずれを、パイロット穴を設けることなく、防止する位置決め機構が提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2019-47689
特開2019-75935
特開2006-159205
特開2007-47689
【発明の概要】
【発明が解決しようとする課題】
【0004】
モータコアのためのコアシートのプレス打ち抜き加工を行うプレス装置に於いては、典型的には、最初に、コアシートとなる電磁鋼板のシート片にパイロット孔を穿孔し、その後の打ち抜き工程では、ダイスプレートとパンチプレートとの間にて、シート片に於けるパイロット孔にパイロットピンを挿し込むことで、シート片が位置決めされ、その状態で、パンチプレートがシート片をダイスプレートへ向かってプレスすることで、所定のパターンの型(打ち抜き型)がシート片を穿孔は或いは打ち抜くこととなる。この点に関し、電磁鋼板のシート片の厚み(板厚)が異なると、ダイスプレートとパンチプレートとの間にてシート片がプレスされた際のシート片の面方向の伸び量が異なることとなり、これにより、シート片上のパイロット孔の位置と、穿孔或いは打ち抜きが為されるべき位置(打ち抜き予定位置)との間の距離が板厚によって変化することとなる。従って、打ち抜き予定位置を打ち抜き型の位置に整合させてコアシートを高い寸法精度にて形成するためには、パイロット孔に差し込まれるパイロットピンの、打ち抜き型の位置に対する位置が、パイロット孔の位置と打ち抜き予定位置との間の距離の板厚による変化に適合するように、調整できるようになっていることが好ましい。
【0005】
かくして、本発明の主な課題は、コアシートのプレス打ち抜き装置に於いて、板厚の変化によるシート片上のパイロット孔の位置と所定のパターンの打ち抜き予定位置との間の距離の変化に対応して、ダイスプレート及びパンチプレートの打ち抜き型の位置に対するパイロット孔に挿し込まれるパイロットピンの位置が調整できるようにすることである。
【課題を解決するための手段】
【0006】
本発明によれば、上記の課題は、パンチプレートとダイスプレートとの間に搬送された電磁鋼板のシート片から、モータコアを形成すべく積層されるコアシートを打ち抜くブレス打ち抜き加工装置であって、
打ち抜き加工前の前記シート片の板厚を測定する板厚測定手段と、
前記シート片にパイロット孔を穿孔する穿孔手段と、
前記測定された板厚に基づいて前記パンチプレート及び前記ダイスプレートに於ける所定のパターンの打ち抜き型の位置に対する前記パイロット孔に挿し込まれるパイロットピンの目標位置を決定するよう構成されているパイロットピン目標位置決定手段と、
前記パイロットピンの目標位置に一致するように前記パイロットピンの位置を調整するパイロットピン位置調整手段と
を含み、
前記パイロットピン目標位置決定手段が、前記板厚によって変化する前記パイロット孔の位置と前記シート片の前記打ち抜き型による穿孔又は打ち抜きがされるべき位置との間の距離と、前記打ち抜き型の位置と前記パイロットピンの位置との間の距離とが一致するように前記パイロットピンの目標位置を決定するよう構成されている装置
によって達成される。
【0007】
上記の構成に於いて、ブレス打ち抜き加工装置は、通常の態様にて、モータコアを形成すべく積層されるコアシートを打ち抜くためのパンチプレートとダイスプレートとを有し、パンチプレートとダイスプレートとの間に電磁鋼板のシート片が搬送されると、パンチプレートとダイスプレートとが近接して、パンチプレートがシート片をダイスプレートに押圧してダイスプレートに予め構成されている所定のパターンの打ちぬき型により、シート片を打ち抜き、コアシートを形成する装置であってよい。また、通常の装置と同様に、パンチプレートとダイスプレートとによる穿孔又は打ち抜きに先立って、シート片にパイロット孔が穿孔され、パンチプレートとダイスプレートとによる穿孔又は打ち抜きの際には、先ず、そのパイロット孔にパンチプレートに取り付けられたパイロットピンが挿し込まれ、シート片がパンチプレートとダイスプレートとに対して位置決めされる。かかる構成に於いて、本発明の場合には、上記の如く、板厚測定手段により、打ち抜き加工前に、電磁鋼板のシート片の板厚の測定が実行され、そして、その測定された板厚に基づいて、パンチプレート及びダイスプレートに於ける所定のパターンの打ちぬき型の位置に対するパイロットピンの目標位置が決定され、パイロットピンの実際の位置は、パイロットピン位置調整手段によって、目標位置へ調整される。既に述べた如く、電磁鋼板のシート片がパンチプレートとダイスプレートとの間で押圧される際、シート片の面方向の伸び量が板厚によって変化するために、パイロット孔の位置と打ち抜き予定位置との間の距離が板厚によって変化するところ、本発明の装置に於いては、シート片の打ち抜き又は穿孔に先立って、シート片の板厚が調べられ、その板厚に対応したパイロット孔の位置と打ち抜き予定位置との間の距離に、パンチプレート及びダイスプレートに於ける打ち抜き型の位置とパイロットピンの位置との間の距離とが一致するように、パイロットピンの位置が調整されることとなる。これにより、本発明の装置に於いては、シート片上の打ち抜き予定位置と、パンチプレート及びダイスプレートに於ける打ち抜き型の位置とが整合することとなり、シート片において、穿孔又は打ち抜きが高い寸法精度にて達成できることとなる。
【0008】
上記の本発明の構成に於いて、板厚測定手段は、任意の形式にてシート片の板厚を測定する手段であってよい。
【0009】
パイロットピン目標位置決定手段については、予め、種々の板厚のシート片がパンチプレートとダイスプレートとの間で押圧される際のパイロット孔の位置とシート片上の打ち抜き予定位置との間の距離(パイロット孔-打ち抜き位置間距離)が実験的に調べられ、その調べられた板厚とパイロット孔-打ち抜き位置間距離との関係がパイロットピン目標位置決定手段に記憶され、打ち抜き型によるシート片の穿孔又は打ち抜きに際しては、板厚とパイロット孔-打ち抜き位置間距離との関係を参照して、測定された板厚に対応するパイロット孔-打ち抜き位置間距離を求め、それに応じて、パイロットピンの目標位置が決定されてよい。パイロットピン目標位置決定手段は、プログラムに従ったコンピュータ装置の作動により実現される。
【0010】
パイロットピン位置調整手段は、パイロットピン目標位置決定手段により決定されたパイロットピンの目標位置に、パイロットピンの実際の位置が一致するように、パイロットピンの位置をパンチプレートとダイスプレートとに於ける打ち抜き型の位置に対して移動するよう構成される。かかるパイロットピンの位置の移動機構は、パイロットピン目標位置決定手段からの制御指令に応答してコンピュータ制御されたアクチュエータを駆動して、パイロットピンを変位させる任意の機構にて達成可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
高圧電気機器の開閉器
2日前
個人
電気を重力で発電装置
15日前
キヤノン電子株式会社
モータ
14日前
キヤノン電子株式会社
モータ
22日前
コーセル株式会社
電源装置
23日前
日星電気株式会社
ケーブル組立体
1か月前
株式会社アイドゥス企画
減反モータ
2日前
トヨタ自動車株式会社
モータ
14日前
個人
二次電池繰返パルス放電器用印刷基板
28日前
株式会社デンソー
電力変換装置
29日前
矢崎総業株式会社
電源回路
1日前
株式会社デンソー
非接触受電装置
1か月前
トヨタ自動車株式会社
固定子の加熱装置
25日前
ローム株式会社
モータドライバ回路
9日前
日産自動車株式会社
ロータシャフト
9日前
日産自動車株式会社
ロータシャフト
9日前
山洋電気株式会社
モータ
28日前
トヨタ自動車株式会社
ステータの製造装置
15日前
個人
非対称鏡像力を有する4層PWB電荷搬送体
9日前
京商株式会社
模型用非接触電力供給システム
2日前
トヨタ紡織株式会社
ロータの製造装置
23日前
個人
電線盗難防止方法及び電線盗難防止装置
22日前
株式会社明治ゴム化成
ワイヤレス給電用部品
24日前
株式会社アイシン
電力変換装置
14日前
株式会社マキタ
電動作業機
22日前
トヨタ自動車株式会社
可変界磁ロータ
17日前
トヨタ自動車株式会社
車両照合システム
22日前
ルネサスエレクトロニクス株式会社
半導体装置
14日前
株式会社ダイフク
非接触給電設備
1か月前
ニデック株式会社
回転電機
14日前
豊田合成株式会社
車両用非接触充電装置
14日前
本田技研工業株式会社
回転電機用ロータ
2日前
大阪瓦斯株式会社
充放電中継装置
15日前
株式会社豊田自動織機
電力供給システム
14日前
大阪瓦斯株式会社
充放電中継装置
15日前
日動電工株式会社
壁内配線用のブランクプレート
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ