TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025169011
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2024073953
出願日
2024-04-30
発明の名称
2層鋳型及びその製造方法
出願人
旭有機材株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B22C
9/03 20060101AFI20251105BHJP(鋳造;粉末冶金)
要約
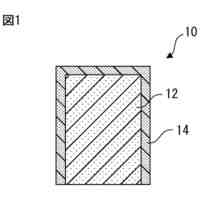
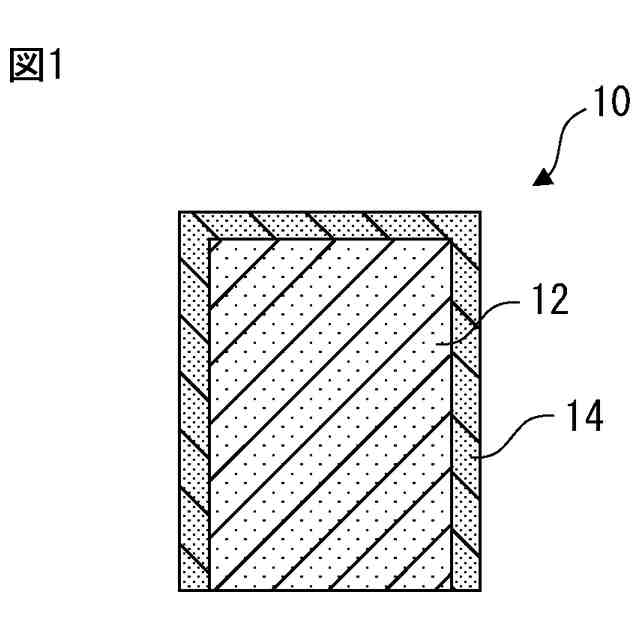
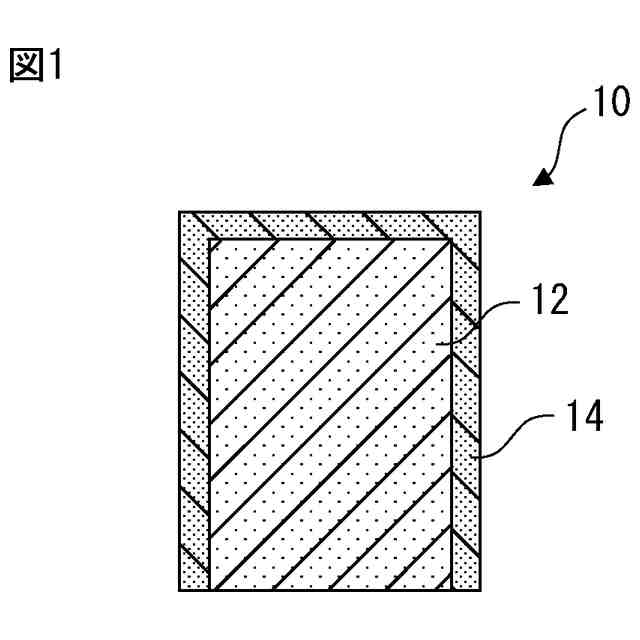
【課題】ガス欠陥の発生を抑制し、鋳肌不良及び変形を抑制することができる2層鋳型を提供する。
【解決手段】無機バインダー被覆砂を含む内層と、樹脂バインダー被覆砂及び無機バインダー被覆砂からなる群より選ばれる被覆砂を含む外層とを含む2層鋳型であって、無機バインダー被覆砂が、ケイ酸塩である水ガラス、リン酸ナトリウム、炭酸ナトリウム、酸化アルミニウムナトリウム、及び炭酸カリウムからなる群より選ばれる少なくとも1種の無機バインダーを含む、2層鋳型。
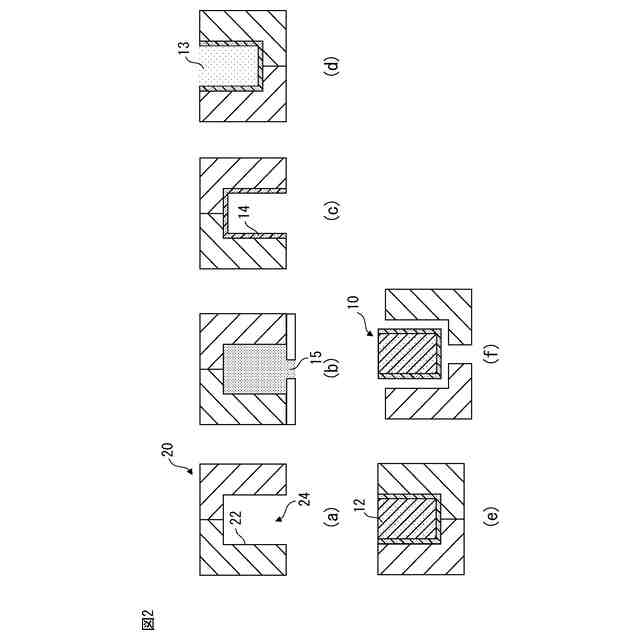
【選択図】図1
特許請求の範囲
【請求項1】
無機バインダー被覆砂を含む内層と、
樹脂バインダー被覆砂及び無機バインダー被覆砂からなる群より選ばれる被覆砂を含む外層と
を含む2層鋳型であって、前記無機バインダー被覆砂が、ケイ酸塩である水ガラス、リン酸ナトリウム、炭酸ナトリウム、酸化アルミニウムナトリウム、及び炭酸カリウムからなる群より選ばれる少なくとも1種の無機バインダーを含む、2層鋳型。
続きを表示(約 920 文字)
【請求項2】
前記外層が、樹脂バインダー被覆砂を含む、請求項1に記載の2層鋳型。
【請求項3】
前記無機バインダー被覆砂が、無機バインダーとしてケイ酸塩である水ガラスを含む、請求項1又は2に記載の2層鋳型。
【請求項4】
前記樹脂バインダー被覆砂が、架橋硬化性樹脂及びその硬化物、熱可塑性樹脂、並びに炭水化物からなる群より選ばれる少なくとも1種の樹脂バインダーを含む、請求項1又は2に記載の2層鋳型。
【請求項5】
前記樹脂バインダー被覆砂が、フェノール系樹脂を含む、請求項4に記載の2層鋳型。
【請求項6】
前記外層の前記被覆砂に含まれる耐火性骨材の粒度指数が、前記内層の前記無機バインダー被覆砂に含まれる耐火性骨材の粒度指数よりも大きい、請求項1又は2に記載の2層鋳型。
【請求項7】
前記外層の前記被覆砂に含まれる耐火性骨材の粒度指数が80以上である、請求項1又は2に記載の2層鋳型。
【請求項8】
前記外層の厚さが0.3mm~100mmである、請求項1又は2に記載の2層鋳型。
【請求項9】
模型面及び模型空間を有する成形金型を用意すること、
前記成形金型の前記模型空間内に、樹脂バインダー被覆砂及び無機バインダー被覆砂からなる群より選ばれる被覆砂を充填すること、
前記被覆砂を硬化させて、前記模型面の上に外層を形成すること、
前記成形金型から未硬化の前記被覆砂を排出すること、
前記成形金型の前記模型空間内に、無機バインダー被覆砂を充填すること、
前記無機バインダー被覆砂を硬化させて、前記外層の上に内層を形成すること、
必要に応じて、前記成形金型から未硬化の前記無機バインダー被覆砂を排出すること
を含む、2層鋳型の製造方法であって、前記無機バインダー被覆砂が、ケイ酸塩である水ガラス、リン酸ナトリウム、炭酸ナトリウム、酸化アルミニウムナトリウム、及び炭酸カリウムからなる群より選ばれる少なくとも1種の無機バインダーを含む、2層鋳型の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、2層鋳型及びその製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
注湯時における強度の確保と、注湯後の崩壊性の向上を目的として、高強度の外層と、崩壊性に優れる内層とからなる2層構造を有する鋳型が知られている。
【0003】
特許文献1(特開平10-166106号公報)は、粒度指数の異なる熱硬化性樹脂被覆砂で形成された外層と内層との一体構成を少なくともシェル鋳型の一部に有し、かつ外層は内層より大きい粒度指数で形成されていることを特徴とする二層シェル鋳型を記載している。
【0004】
特許文献2(特開2009-178758号公報)は、粒度指数の異なる熱硬化性樹脂被覆砂で形成された外層と内層とからなり、外層が内層より大きい粒度指数で形成されてなる中子を製造するための中子製造装置を記載している。
【先行技術文献】
【特許文献】
【0005】
特開平10-166106号公報
特開2009-178758号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
熱硬化性樹脂被覆砂を用いた2層鋳型の製造においては、第1層(例えば外層)を形成した後、第2層(例えば内層)を第1層の上に形成するときに、第1層が断熱層として機能して第2層への熱伝導を妨げる場合があり、その結果、第2層の硬化不良、又はサイクルタイムの延長が生じるおそれがある。
【0007】
熱硬化性樹脂被覆砂は、鋳型の造型時の生産性が高く、高品質の鋳物を製造することができることから広く使用されている。しかし、注湯時に樹脂の熱分解に伴ってガスが発生する場合があり、鋳物にガス欠陥が生じるおそれがある。一方、無機バインダー被覆砂を用いると鋳物のガス欠陥を抑制することができる。しかし、無機バインダー被覆砂を用いて造型された単層鋳型は、耐熱性が不足して、鋳肌不良、変形などが発生するおそれがある。
【0008】
本発明は、ガス欠陥の発生を抑制し、鋳肌不良及び変形を抑制することができる鋳型を提供することを目的とする。また、本発明は、硬化不良を抑制し、サイクルタイムを短縮することができ、ガス欠陥の発生を抑制することができる鋳型の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明者は、特定の無機バインダー被覆砂を用いて2層鋳型の内層を形成することにより、ガス欠陥の発生を抑制することができ、鋳肌不良及び変形が抑制された2層鋳型が得られること、そのような2層鋳型の製造において硬化不良を抑制し、サイクルタイムを短縮できることを見出して、本発明の完成に至った。
【0010】
本発明は、以下の態様を包含する。
[態様1]
無機バインダー被覆砂を含む内層と、
樹脂バインダー被覆砂及び無機バインダー被覆砂からなる群より選ばれる被覆砂を含む外層と
を含む2層鋳型であって、前記無機バインダー被覆砂が、ケイ酸塩である水ガラス、リン酸ナトリウム、炭酸ナトリウム、酸化アルミニウムナトリウム、及び炭酸カリウムからなる群より選ばれる少なくとも1種の無機バインダーを含む、2層鋳型。
[態様2]
前記外層が、樹脂バインダー被覆砂を含む、態様1に記載の2層鋳型。
[態様3]
前記無機バインダー被覆砂が、無機バインダーとしてケイ酸塩である水ガラスを含む、態様1又は2に記載の2層鋳型。
[態様4]
前記樹脂バインダー被覆砂が、架橋硬化性樹脂及びその硬化物、熱可塑性樹脂、並びに炭水化物からなる群より選ばれる少なくとも1種の樹脂バインダーを含む、態様1~3のいずれか一態様に記載の2層鋳型。
[態様5]
前記樹脂バインダー被覆砂が、フェノール系樹脂を含む、態様4に記載の2層鋳型。
[態様6]
前記外層の前記被覆砂に含まれる耐火性骨材の粒度指数が、前記内層の前記無機バインダー被覆砂に含まれる耐火性骨材の粒度指数よりも大きい、態様1~5のいずれか一態様に記載の2層鋳型。
[態様7]
前記外層の前記被覆砂に含まれる耐火性骨材の粒度指数が80以上である、態様1~6のいずれか一態様に記載の2層鋳型。
[態様8]
前記外層の厚さが0.3mm~100mmである、態様1~7のいずれか一態様に記載の2層鋳型。
[態様9]
模型面及び模型空間を有する成形金型を用意すること、
前記成形金型の前記模型空間内に、樹脂バインダー被覆砂及び無機バインダー被覆砂からなる群より選ばれる被覆砂を充填すること、
前記被覆砂を硬化させて、前記模型面の上に外層を形成すること、
前記成形金型から未硬化の前記被覆砂を排出すること、
前記成形金型の前記模型空間内に、無機バインダー被覆砂を充填すること、
前記無機バインダー被覆砂を硬化させて、前記外層の上に内層を形成すること、
必要に応じて、前記成形金型から未硬化の前記無機バインダー被覆砂を排出すること
を含む、2層鋳型の製造方法であって、前記無機バインダー被覆砂が、ケイ酸塩である水ガラス、リン酸ナトリウム、炭酸ナトリウム、酸化アルミニウムナトリウム、及び炭酸カリウムからなる群より選ばれる少なくとも1種の無機バインダーを含む、2層鋳型の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
旭有機材株式会社
2層鋳型及びその製造方法
12日前
旭有機材株式会社
レジンコーテッドサンド用樹脂組成物及びレジンコーテッドサンド
1か月前
旭有機材株式会社
新規ベンゾオキサジン化合物、それを含む樹脂原料組成物及び硬化性樹脂組成物並びに硬化物
25日前
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
7か月前
芝浦機械株式会社
成形システム
1か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
トヨタ自動車株式会社
押湯入子
3か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
株式会社プロテリアル
合金粉末の製造方法
7か月前
日本製鉄株式会社
モールドパウダー
1か月前
トヨタ自動車株式会社
鋳バリ抑制方法
7か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
株式会社キャステム
鋳造品の製造方法
7か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
株式会社浅沼技研
鋳型及びその製造方法
8か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
トヨタ自動車株式会社
突き折り棒
6か月前
旭有機材株式会社
鋳型の製造方法
4か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
株式会社日本高熱工業社
潤滑剤塗布装置
9か月前
芝浦機械株式会社
溶解保持炉
19日前
株式会社プロテリアル
金属付加製造物の製造方法
8か月前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
8か月前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
JFEミネラル株式会社
Ni合金粉
1か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
株式会社豊田中央研究所
積層造形装置
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ