TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025168362
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2025133702,2023563980
出願日
2025-08-08,2022-03-28
発明の名称
タンデムミル用ロールステアリング制御システム及び方法
出願人
ノベリス・インコーポレイテッド
,
NOVELIS INC.
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21B
37/68 20060101AFI20251030BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
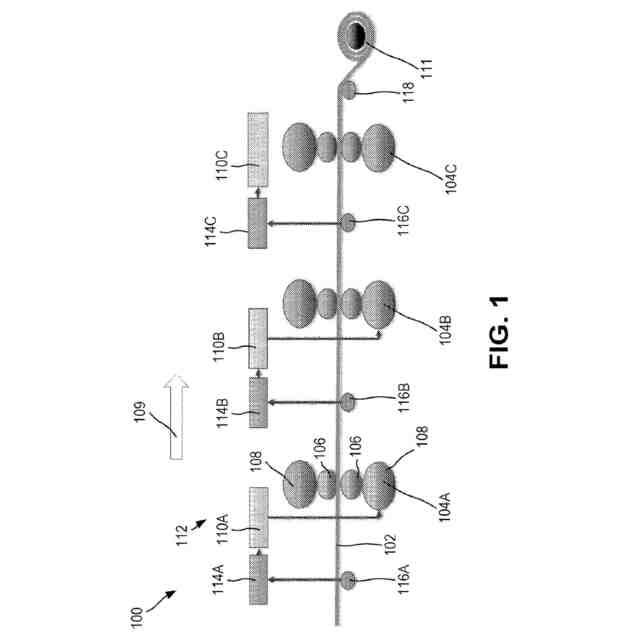
【課題】圧延中に圧延機のワークスタンドの1つ以上のワークロールのロールステアリングを制御するためのシステム及び方法の提供。
【解決手段】金属基材の圧延中にロールステアリングを制御するためのシステム及び関連する方法は、圧延機のワークスタンドのワークロールの傾斜を制御するように適合されたステアリング制御アクチュエータと、ワークスタンドの上流の金属基材のパラメータを測定するように構成されたセンサと、ステアリング制御アクチュエータ及びセンサに動作可能に接続されたコントローラとを含み得る。コントローラは、ワークスタンドのモデルを生成し、ワークスタンド用の調整値を決定し、センサから測定パラメータを受け取り、調整値によって測定パラメータを調整することにより、予想出力パラメータを決定し得る。コントローラはまた、予想出力パラメータを目標出力パラメータと比較し、予想出力パラメータが目標パラメータの予め定められた許容範囲内にあるように、ステアリング制御アクチュエータを作動させ得る。
【選択図】図1
特許請求の範囲
【請求項1】
金属基材の圧延中にロールステアリングを制御するための方法であって、
設定データに基づいて圧延機のワークスタンドのモデルを生成することであって、前記モデルを生成することが、前記ワークスタンド用の調整値を決定することを含む、前記生成することと、
前記ワークスタンドの上流の位置にあるセンサから前記金属基材についての測定パラメータを受け取ることと、
前記調整値によって前記測定パラメータを修正することにより、前記ワークスタンドの予想出力パラメータを決定することと、
前記予想出力パラメータを前記ワークスタンドの目標出力パラメータと比較することと、
前記予想出力パラメータが前記目標出力パラメータの所定の許容範囲内にあるように、前記金属基材のパスラインに対する前記ワークスタンドの少なくとも1つのワークロールの傾斜を制御するために、前記ワークスタンド用のステアリング制御アクチュエータを作動させることと、
を含む、前記方法。
続きを表示(約 1,400 文字)
【請求項2】
前記測定パラメータは測定厚さを含み、前記予想出力パラメータは予想出力厚さであり、前記目標出力パラメータは目標出力厚さである、請求項1に記載の方法。
【請求項3】
前記測定パラメータは、前記金属基材の幅方向の測定平坦度プロファイルを含み、前記予想出力パラメータは予想出力平坦度プロファイルであり、前記目標出力パラメータは目標出力平坦度プロファイルである、請求項1に記載の方法。
【請求項4】
前記測定パラメータは、前記ワークスタンドの中心線に対する前記金属基材の測定位置を含み、前記予想出力パラメータは予想出力位置であり、前記目標出力パラメータは目標出力位置である、請求項1に記載の方法。
【請求項5】
前記測定パラメータは、前記金属基材の張力を含み、前記予想出力パラメータは予想張力であり、前記目標出力パラメータは目標張力である、請求項1に記載の方法。
【請求項6】
前記ワークスタンドは、複数のワークスタンドのうちの第1のワークスタンドであり、前記方法は、各ワークスタンドの設定データに基づいて、前記複数のワークスタンドの各ワークスタンドのモデルを生成することを含む、請求項1に記載の方法。
【請求項7】
前記ステアリング制御アクチュエータを作動させることは、少なくとも1つの液圧シリンダまたは少なくとも1つのバックアップロールを制御することを含む、請求項1に記載の方法。
【請求項8】
前記ワークスタンドの前記モデルを生成することは、前記金属基材の圧延の前に前記モデルを生成することを含み、前記設定データは、以前の圧延作業からのデータを含む、請求項1に記載の方法。
【請求項9】
前記圧延機の最後のワークスタンドの後の位置における前記金属基材についての測定厚さをセンサから受け取ることと、
前記調整値によって前記測定厚さを修正することにより、前記ワークスタンドの予想厚さを決定することと、
前記予想厚さを前記ワークスタンドの目標厚さと比較することと、
前記予想厚さが前記目標厚さの所定の許容範囲内にあるように、前記ワークスタンド用の前記ステアリング制御アクチュエータを作動させることと、
をさらに含む、請求項1に記載の方法。
【請求項10】
前記ワークスタンドは第1のワークスタンドであり、前記圧延機は、前記第1のワークスタンドの上流に第2のワークスタンドをさらに備えており、前記センサが、前記第1のワークスタンドと前記第2のワークスタンドとの間にあり、前記方法は、さらに、
設定データに基づいて前記第2のワークスタンドのモデルを生成することであって、前記第2のワークスタンドの前記モデルを生成することが、前記第2のワークスタンド用の調整値を決定することを含む、前記生成することと、
前記金属基材の圧延後、圧延中の前記センサによる前記金属基材の前記測定パラメータが、前記第2のワークスタンドの目標出力パラメータの所定の許容範囲外にあることに基づいて、前記調整値を更新することにより、前記第2のワークスタンドの前記モデルを更新することと、
を含む、請求項1に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
関連出願の相互参照
本出願は、2021年4月20日に出願された米国仮出願第63/177,129号の利益及びそれに対する優先権を主張するものであり、この仮出願の全体をあらゆる目的のため参照により本明細書に援用する。
続きを表示(約 2,500 文字)
【0002】
技術分野
本出願は、一般に、金属加工に関し、より詳細には、圧延機におけるロールステアリング制御のためのシステム及び方法に関する。
【背景技術】
【0003】
圧延は、金属基材がワークスタンドの一対のワークロールに通される金属成形加工である。それによって生じる金属基材とワークロールとの接触は、金属基材の厚さプロファイル、平坦度、及び品質に影響を与える。ワークスタンドを通る金属基材のパスラインに対するワークロールの傾斜、すなわちロールステアリングは、ワークスタンドから出る金属基材のパラメータに影響を与えるために使用され得る1つの機構である。従来、ロールステアリングは、製造の間、各ワークロールのステアリング(傾き)値を設定し、それを調整するために、オペレータによる手動制御を必要としていた。この制御は時間がかかり、オペレータのミスに影響されやすいことに起因して不正確になる場合があり、実際の圧延機の状態を考慮しない(したがって不正確になる場合がある)こともあり、適切な制御をリアルタイムで行うことができない。
【発明の概要】
【0004】
本特許の適用を受ける本発明の実施形態は、この発明の概要ではなく、下記の特許請求の範囲によって定義される。この発明の概要は、本発明の様々な実施形態の高水準の概要であり、下記の発明を実施するための形態のセクションにさらに説明される概念の一部を紹介する。この発明の概要は、特許請求される主題の重要または本質的な特徴を特定することを意図しておらず、また、特許請求される主題の範囲を決定するために単独で使用することも意図していない。主題は、本特許の明細書全体、図面のいずれかまたは全て、及び各請求項の適切な部分を参照することによって理解されるべきである。
【0005】
特定の実施形態によれば、金属基材の圧延中にロールステアリングを制御する方法は、設定データに基づいて圧延機のワークスタンドのモデルを生成することを含む。モデルを生成することは、ワークスタンド用の調整値を決定することを含み得る。この方法はまた、ワークスタンドの上流の位置にある金属基材についての測定パラメータをセンサから受け取ること、及び調整値によって測定パラメータを修正することにより、ワークスタンドの予想出力パラメータを決定することを含み得る。様々な実施形態では、この方法は、予想出力パラメータをワークスタンドの目標出力パラメータと比較すること、及び予想出力パラメータが目標出力パラメータの所定の許容範囲内にあるように、ワークスタンド用のステアリング制御アクチュエータを作動させることを含む。ステアリング制御アクチュエータは、金属基材のパスラインに対するワークスタンドの少なくとも1つのワークロールの傾斜を制御するように適合されている。
【0006】
様々な実施形態によれば、圧延機は、ステアリング制御システムを含み、ステアリング制御システムは、ステアリング制御アクチュエータ、センサ、及びコントローラを含む。ステアリング制御アクチュエータは、圧延機のワークスタンドのワークロールの傾斜を制御し、センサは、ワークスタンドの上流の金属基材のパラメータを測定する。コントローラは、ステアリング制御アクチュエータ及びセンサに動作可能に接続されており、プロセッサ、及びプロセッサに結合されたメモリを含む。メモリは、ワークスタンドのモデルを生成し、前記ワークスタンド用の調整値を決定することと、センサから測定パラメータを受け取ることと、調整値によって測定パラメータを調整することにより、予想出力パラメータを決定することと、のためのプロセッサによって実行可能な命令を含む。メモリはまた、予想出力パラメータを目標出力パラメータと比較することと、予想出力パラメータが目標パラメータの予め定められた許容範囲内にあるように、ステアリング制御アクチュエータを作動させることと、のためのプロセッサによって実行可能な命令を含み得る。
【0007】
特定の実施形態によれば、圧延機用のステアリング制御システムは、少なくとも1つのプロセッサ、及びプロセッサに結合されたメモリを含む。メモリは、ワークスタンドのモデルを生成し、ワークスタンド用の調整値を決定することと、ワークスタンドの上流のセンサから金属基材についての測定パラメータを受け取ることと、調整値によって測定パラメータを調整することにより、予想出力パラメータを決定することと、のためのプロセッサによって実行可能な複数の命令を含む。このメモリはまた、予想出力パラメータを目標出力パラメータと比較することと、予想出力パラメータが、目標パラメータの予め定められた許容範囲外にあることに基づいて、制御応答を生成することと、のためのプロセッサによって実行可能な命令を含み得る。
【0008】
本明細書に説明される様々な実施態様は、追加のシステム、方法、特徴、及び利点を含み得、これらは、必ずしも本明細書で明示的に開示できないが、以下の詳細な説明及び添付の図面を検討すれば、当業者には明らかであろう。全てのこのようなシステム、方法、特徴、及び利点が、本開示の中に含まれ、添付の特許請求の範囲によって保護されることが意図される。
【0009】
本明細書は以下の添付図を参照する。添付図では、異なる図において同様の参照数字を使用した場合、同様または類似の構成要素を例示することが意図されている。
【図面の簡単な説明】
【0010】
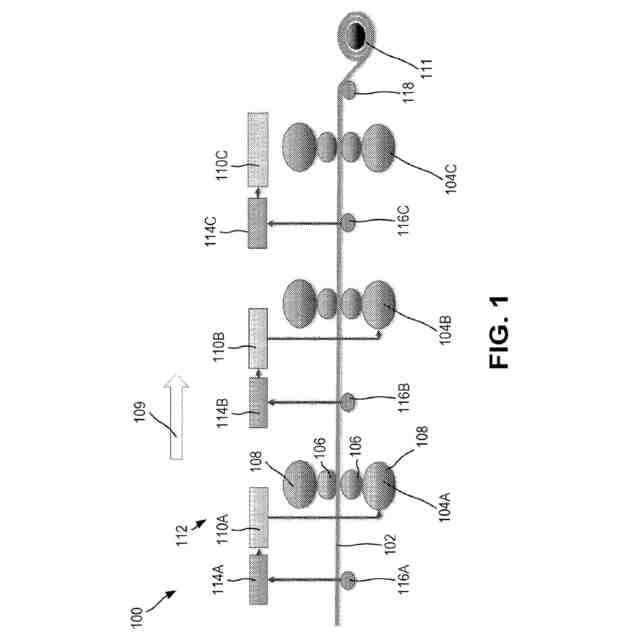
実施形態によるステアリング制御システムを備えた圧延機を示す。
実施形態によるステアリング制御システムを備えた圧延機を示す。
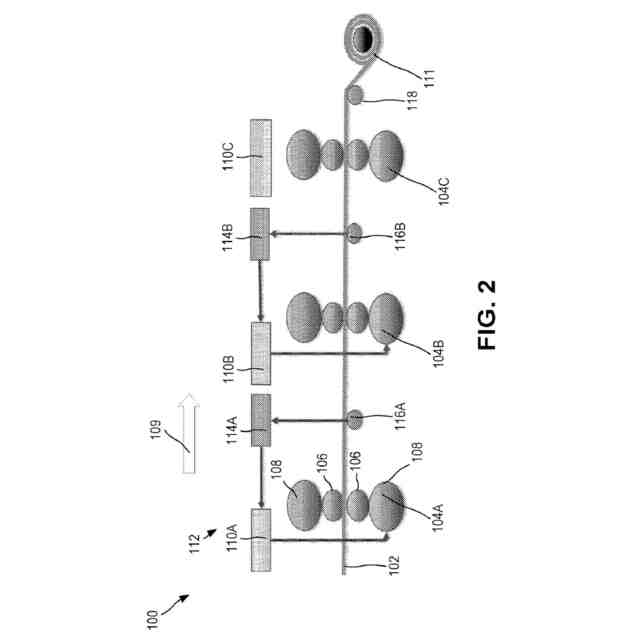
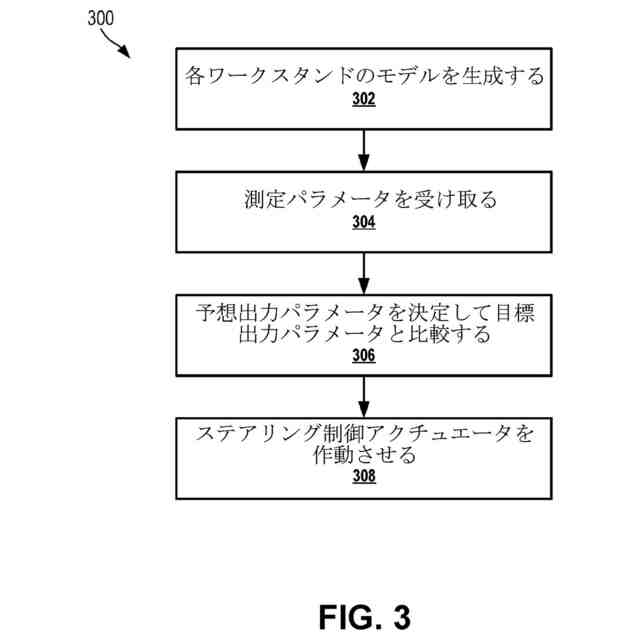
実施形態によるステアリング制御システムでロールステアリングを制御するための例示的な方法である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
ヘッダー加工機
5か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
日伸工業株式会社
プレス加工装置
4か月前
株式会社不二越
NC転造盤
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
6か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
1か月前
工機ホールディングス株式会社
ニブラ
5か月前
トヨタ紡織株式会社
プレス装置
6か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社アマダ
曲げ加工機
4か月前
株式会社TMEIC
監視装置
6か月前
日鉄建材株式会社
成形装置
1か月前
株式会社トラバース
パンチング加工装置
6か月前
株式会社アマダ
曲げ加工機
7か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
17日前
株式会社不二越
転造加工用平ダイス
7か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
フジテック株式会社
金属棒曲げ工具
1か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
ユニプレス株式会社
プレス加工装置
3か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
トヨタ自動車株式会社
鋼板部材の製造方法
18日前
株式会社三明製作所
転造装置
2か月前
株式会社吉野機械製作所
プレス機械
4か月前
トヨタ自動車株式会社
鋼板部材の製造方法
18日前
トヨタ自動車株式会社
パイプ曲げ加工装置
7か月前
株式会社アマダ
プレスブレーキ
3か月前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
株式会社アマダ
ビード形成方法
12日前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































