TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025167562
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024072321
出願日
2024-04-26
発明の名称
燃料電池の製造装置および燃料電池の製造方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
H01M
8/0273 20160101AFI20251030BHJP(基本的電気素子)
要約
【課題】燃料電池を効率良く製造可能な技術を提供する。
【解決手段】燃料電池の製造装置は、第1プレス型と、第1プレス型とともに、燃料電池の膜電極接合体と接着剤とセパレータとを含む積層体を挟んで加圧することで、膜電極接合体とセパレータとを接着剤を介して接合する第2プレス型と、を備える。第1プレス型と第2プレス型との少なくとも一方は、燃料電池における発電エリアの周縁部を加圧する第1部分と、燃料電池におけるマニホールドの周縁部を加圧する第2部分とを有する。
【選択図】図4
特許請求の範囲
【請求項1】
燃料電池の製造装置であって、
第1プレス型と、
前記第1プレス型とともに、前記燃料電池の膜電極接合体と接着剤とセパレータとを含む積層体を挟んで加圧することで、前記膜電極接合体と前記セパレータとを前記接着剤を介して接合する第2プレス型と、
を備え、
前記第1プレス型と前記第2プレス型との少なくとも一方は、前記燃料電池における発電エリアの周縁部を加圧する第1部分と、前記燃料電池におけるマニホールドの周縁部を加圧する第2部分とを有する、燃料電池の製造装置。
続きを表示(約 600 文字)
【請求項2】
請求項1に記載の燃料電池の製造装置であって、
前記第1部分および前記第2部分の厚さは、前記積層体のうちの前記発電エリアを有する部分の厚さよりも大きい、燃料電池の製造装置。
【請求項3】
請求項2に記載の燃料電池の製造装置であって、
前記第1プレス型と前記第2プレス型との少なくとも一方は、前記発電エリアに重なる第3部分を有し、前記第3部分の厚さを変更可能に構成されている、燃料電池の製造装置。
【請求項4】
請求項1に記載の燃料電池の製造装置であって、
前記第1プレス型および前記第2プレス型は、前記膜電極接合体と前記セパレータとを仮組付けするために用いられる、燃料電池の製造装置。
【請求項5】
燃料電池の製造方法であって、
前記燃料電池の膜電極接合体と接着剤とセパレータとを含む積層体を用意する工程と、
第1プレス型と第2プレス型とにより前記積層体を挟んで加圧することで、前記膜電極接合体と前記セパレータとを前記接着剤を介して接合する工程と、
を含み、
前記第1プレス型と前記第2プレス型との少なくとも一方は、前記燃料電池における発電エリアの周縁部を加圧する第1部分と、前記燃料電池におけるマニホールドの周縁部を加圧する第2部分とを有する、燃料電池の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、燃料電池の製造装置および燃料電池の製造方法に関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
加熱プレス装置を用いて燃料電池を製造する方法が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2020-013753号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
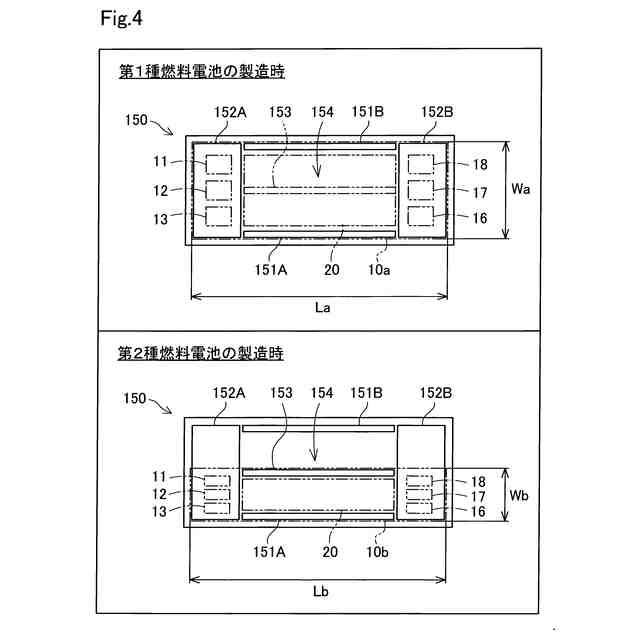
従来から、プレス工程では、燃料電池に合わせて専用設計されたプレス型が用いられている。したがって、1つの製造ラインで複数種類の燃料電池を製造する場合には、プレス型の交換が必要になるため、複数種類の燃料電池を効率良く製造することができない。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の第1の形態によれば、燃料電池の製造装置が提供される。この燃料電池の製造装置は、第1プレス型と、前記第1プレス型とともに、前記燃料電池の膜電極接合体と接着剤とセパレータとを含む積層体を挟んで加圧することで、前記膜電極接合体と前記セパレータとを前記接着剤を介して接合する第2プレス型と、を備える。前記第1プレス型と前記第2プレス型との少なくとも一方は、前記燃料電池における発電エリアの周縁部を加圧する第1部分と、前記燃料電池におけるマニホールドの周縁部を加圧する第2部分とを有する。
この形態の燃料電池の製造装置によれば、複数種類の燃料電池に共通して接着剤が存在する位置を第1プレス型と第2プレス型とで加圧することができる。したがって、第1プレス型や第2プレス型の交換頻度を少なくして、複数種類の燃料電池を効率良く製造することができる。
(2)上記形態の燃料電池の製造装置において、前記第1部分および前記第2部分の厚さは、前記積層体のうちの前記発電エリアを有する部分の厚さよりも大きくてもよい。
この形態の燃料電池の製造装置によれば、発電エリアを加圧しないようにすることができるため、発電エリアが加圧により損傷することを抑制できる。
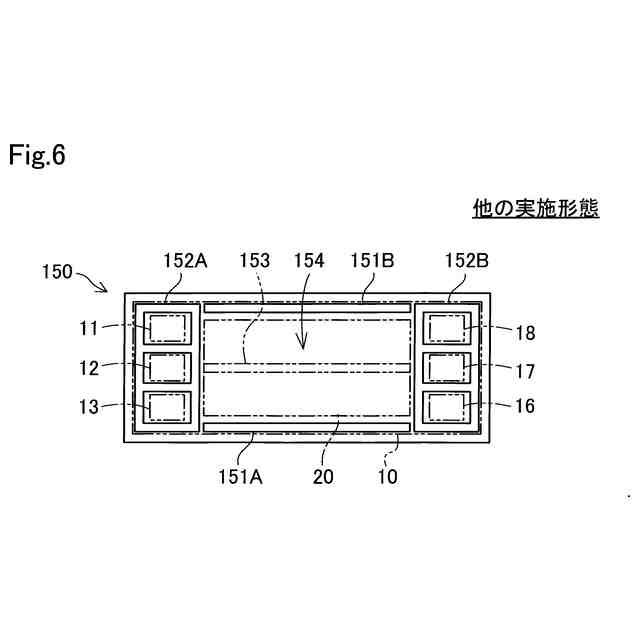
(3)上記形態の燃料電池の製造装置において、前記第1プレス型と前記第2プレス型との少なくとも一方は、前記発電エリアに重なる第3部分を有し、前記第3部分の厚さを変更可能に構成されてもよい。
この形態の燃料電池の製造装置によれば、第1部分や第2部分では加圧できない位置を第3部分で加圧することができる。したがって、加圧不足が生じる位置を少なくすることができる。
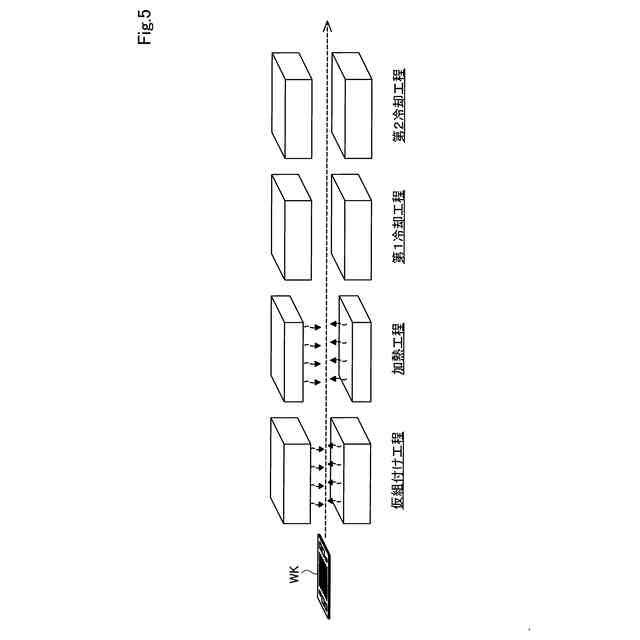
(4)上記形態の燃料電池の製造装置において、前記第1プレス型および前記第2プレス型は、前記膜電極接合体と前記セパレータとを仮組付けするために用いられてもよい。
この形態の燃料電池の製造装置によれば、仮組付けを効率良く実施することができる。
(5)本開示の第2の形態によれば、燃料電池の製造方法が提供される。この燃料電池の製造方法は、前記燃料電池の膜電極接合体と接着剤とセパレータとを含む積層体を用意する工程と、第1プレス型と第2プレス型とにより前記積層体を挟んで加圧することで、前記膜電極接合体と前記セパレータとを前記接着剤を介して接合する工程と、を含む。前記第1プレス型と前記第2プレス型との少なくとも一方は、前記燃料電池における発電エリアの周縁部を加圧する第1部分と、前記燃料電池におけるマニホールドの周縁部を加圧する第2部分とを有する。
この形態の燃料電池の製造方法によれば、複数種類の燃料電池に共通して接着剤が存在する位置を第1プレス型と第2プレス型とで加圧することができる。したがって、第1プレス型や第2プレス型の交換頻度を少なくして、複数種類の燃料電池を効率良く製造することができる。
本開示は、燃料電池の製造装置や燃料電池の製造方法以外の種々の形態で実現することも可能である。例えば、プレス装置やプレス方法等の形態で実現することができる。
【図面の簡単な説明】
【0007】
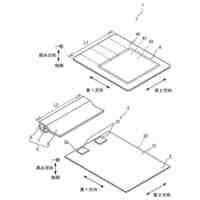
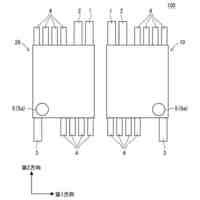
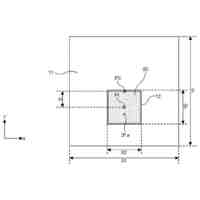
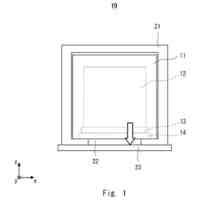
燃料電池の構成を示す説明図。
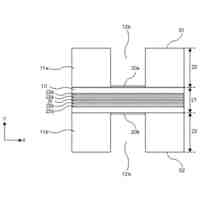
図1におけるII-II線断面図。
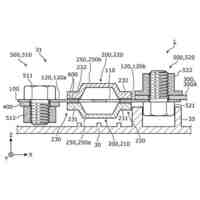
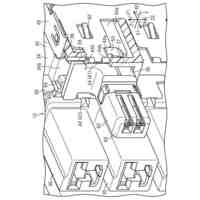
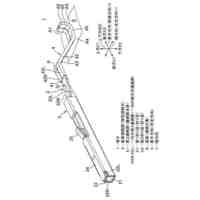
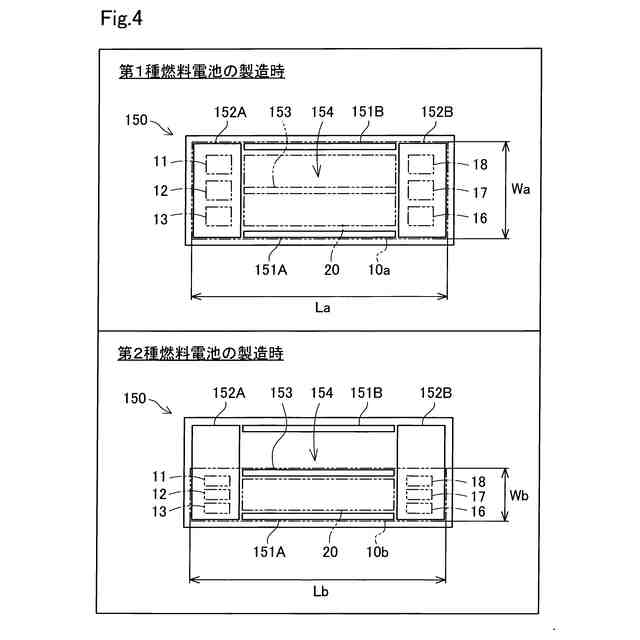
プレス装置の構成を示す説明図。
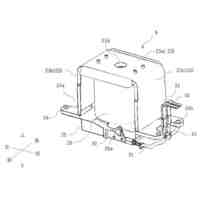
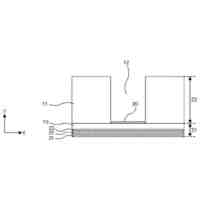
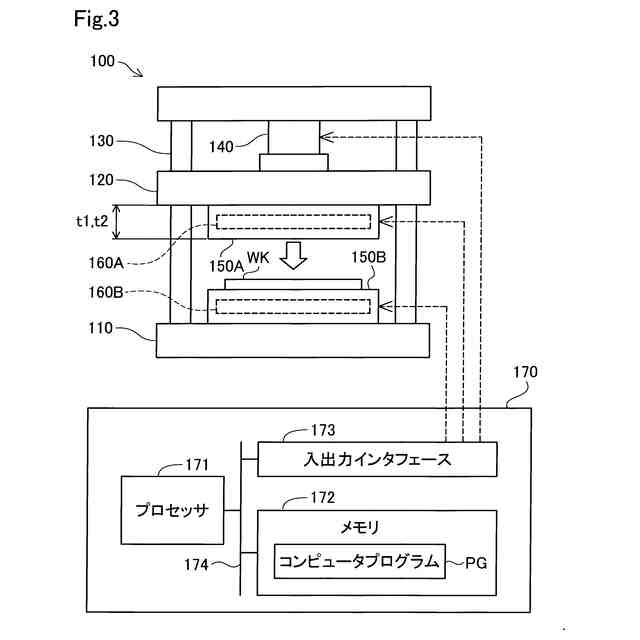
プレス型の平面図。
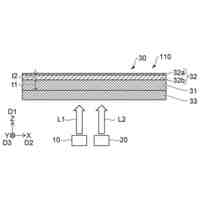
燃料電池の製造方法を示す説明図。
他の実施形態のプレス型の平面図。
【発明を実施するための形態】
【0008】
A.実施形態:
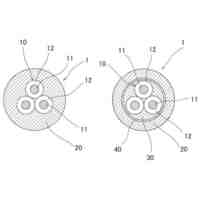
図1は、本開示の一実施形態における燃料電池10の構成を示す説明図である。図2は、図1におけるII-II線断面図である。本実施形態では、燃料電池10は、固体高分子形燃料電池である。但し、燃料電池10は、固体高分子形燃料電池以外の燃料電池であってもよい。単体の燃料電池10のことを単セルと呼ぶことがあり、複数の単セルが積層された積層体のことをスタックと呼ぶことがある。本開示では、特に説明しない限り、燃料電池という用語は、単セルのことを意味する。
【0009】
図1に示すように、燃料電池10は、膜電極接合体20と、樹脂シート30と、2つのセパレータ40A,40Bとを備えている。燃料電池10は、カソードガスとして供給される空気とアノードガスとして供給される水素との電気化学反応により発電する。本実施形態では、燃料電池10は、平面視で長方形状に構成されている。燃料電池10の長手方向LDにおける両端部には、アノードガスやカソードガスや冷却水が流れるマニホールド11~13,16~18が設けられている。膜電極接合体20は、平面視で長方形状に構成されている。樹脂シート30は、平面視で長方形の枠状に構成されており、膜電極接合体20の外周を囲むように配置されている。樹脂シート30の内周部は、膜電極接合体20の外周部に接合されている。2つのセパレータ40A,40Bは、膜電極接合体20および樹脂シート30を挟むように配置されている。各セパレータ40A,40Bは、平面視で長方形状に構成されている。各セパレータ40A,40Bは、樹脂シート30に接合されている。樹脂シート30および各セパレータ40A,40Bには、マニホールド11~13,16~18を構成する貫通穴が設けられている。
【0010】
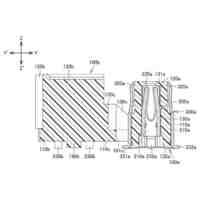
図2に示すように、膜電極接合体20は、電解質膜21と、電解質膜21の両面に設けられた電極触媒層22A,22Bと、各電極触媒層22A,22B上に設けられたガス拡散層23A,23Bとを備えている。但し、膜電極接合体20は、ガス拡散層23A,23Bを備えていなくてもよい。電極触媒層22Aは、カソード電極であり、電極触媒層22Bは、アノード電極である。電解質膜21は、例えば、フッ素樹脂系のイオン交換膜で構成されている。電極触媒層22A,22Bは、例えば、白金触媒を担持したカーボン担体で構成されている。ガス拡散層23A,23Bは、例えば、カーボンペーパーで構成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日機装株式会社
加圧装置
4日前
マクセル株式会社
電源装置
1か月前
日新イオン機器株式会社
イオン源
4日前
株式会社東芝
端子台
1か月前
三菱電機株式会社
回路遮断器
27日前
株式会社GSユアサ
蓄電装置
19日前
富士電機株式会社
電磁接触器
19日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社東芝
電子源
4日前
大電株式会社
電線又はケーブル
11日前
ホシデン株式会社
複合コネクタ
13日前
日本特殊陶業株式会社
保持装置
1か月前
トヨタ自動車株式会社
蓄電装置
11日前
個人
電源ボックス及び電子機器
4日前
株式会社トクミ
ケーブル
5日前
住友電装株式会社
コネクタ
19日前
矢崎総業株式会社
コネクタ
19日前
甲神電機株式会社
変流器及び零相変流器
1か月前
ローム株式会社
半導体モジュール
20日前
株式会社レゾナック
冷却器
27日前
ヒロセ電機株式会社
電気コネクタ
19日前
日本無線株式会社
レーダアンテナ
1か月前
株式会社デンソー
半導体装置
19日前
日本特殊陶業株式会社
アンテナ装置
6日前
株式会社パロマ
監視システム
11日前
三菱電機株式会社
半導体装置
4日前
矢崎総業株式会社
端子
11日前
日本航空電子工業株式会社
コネクタ
4日前
日本航空電子工業株式会社
コネクタ
1か月前
富士電機株式会社
半導体モジュール
1か月前
日本特殊陶業株式会社
アンテナ装置
6日前
日本特殊陶業株式会社
アンテナ装置
6日前
トヨタ自動車株式会社
蓄電装置構造
5日前
株式会社デンソー
熱交換部材
1か月前
矢崎総業株式会社
バスバー電線
12日前
TDK株式会社
電子部品
19日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ