TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025160049
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2024063023
出願日
2024-04-09
発明の名称
穿孔荷重予測方法、穿孔圧延機の制御方法、穿孔荷重予測モデルの生成方法、及び管製造設備
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
19/04 20060101AFI20251015BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】荷重自体を圧延開始前に予測する方法を提供する。
【解決手段】ビレットを加熱する加熱炉と、穿孔を行う穿孔圧延機と、を含む穿孔圧延工程において、情報処理装置が実行する、穿孔荷重を予測する穿孔荷重予測方法であって、入力データとして、前記ビレットの属性情報から選択された1以上のパラメータと、前記加熱炉における操業パラメータから選択された1以上のパラメータと、前記穿孔圧延工程における操業パラメータから選択された1以上のパラメータとを含み、穿孔荷重を出力データとする、機械学習により生成された穿孔荷重予測モデルを用いて、穿孔荷重を予測する。
【選択図】図7
特許請求の範囲
【請求項1】
ビレットを加熱する加熱炉と、穿孔を行う穿孔圧延機と、を含む穿孔圧延工程において、情報処理装置が実行する、穿孔荷重を予測する穿孔荷重予測方法であって、
入力データとして、前記ビレットの属性情報から選択された1以上のパラメータと、前記加熱炉における操業パラメータから選択された1以上のパラメータと、前記穿孔圧延工程における操業パラメータから選択された1以上のパラメータとを含み、穿孔荷重を出力データとする、機械学習により生成された穿孔荷重予測モデルを用いて、穿孔荷重を予測する、穿孔荷重予測方法。
続きを表示(約 1,000 文字)
【請求項2】
前記ビレットの属性情報は、C含有量およびSi含有量の少なくとも一方を含む前記ビレットの成分組成を含む、請求項1に記載の穿孔荷重予測方法。
【請求項3】
前記穿孔圧延工程における操業パラメータは、プラグ先進量を含む、請求項1に記載の穿孔荷重予測方法。
【請求項4】
請求項1から3のいずれか一項に記載の穿孔荷重予測方法を用いて、前記ビレットが前記穿孔圧延機に装入される前に、前記ビレットの属性情報、前記加熱炉における操業パラメータの実績値、及び、前記穿孔圧延工程における操業パラメータの設定値を用いて、穿孔荷重を予測し、
予測した穿孔荷重が目標荷重範囲に収まるように、穿孔圧延工程における操業パラメータを再設定する、穿孔圧延機の制御方法。
【請求項5】
ビレットを加熱する加熱炉と、穿孔を行う穿孔圧延機と、を含む穿孔圧延工程において、穿孔荷重を予測する穿孔荷重予測モデルの生成方法であって、
前記ビレットの属性情報から選択された1以上の実績データと、前記加熱炉における操業実績データから選択された1以上の操業実績データと、前記穿孔圧延工程における操業実績データから選択された1以上の操業実績データと、を入力実績データとして、穿孔荷重の実績を出力実績データとした、複数の学習データを取得し、
取得した前記複数の学習データを用いた機械学習によって、穿孔荷重予測モデルを生成する、穿孔荷重予測モデルの生成方法。
【請求項6】
前記穿孔荷重予測モデルを生成する機械学習として、ニューラルネットワーク、決定木学習、ランダムフォレスト、及びサポートベクター回帰から選択した機械学習を用いることを特徴とする請求項5に記載の穿孔荷重予測モデルの生成方法。
【請求項7】
ビレットを加熱する加熱炉と、穿孔を行う穿孔圧延機とを有する管製造設備であって、
穿孔荷重予測モデルを用いて、上記穿孔圧延機での穿孔荷重を予測する穿孔荷重予測部を備え、
上記穿孔荷重予測モデルは、機械学習により学習されたモデルであって、
入力データとして前記ビレットの属性情報から選択された1以上のパラメータと、前記加熱炉における操業パラメータから選択された1以上のパラメータと、穿孔圧延工程における操業パラメータから選択された1以上のパラメータとを含み、
上記穿孔圧延機での穿孔荷重を出力データとした学習モデルであることを特徴とする管製造設備。
発明の詳細な説明
【技術分野】
【0001】
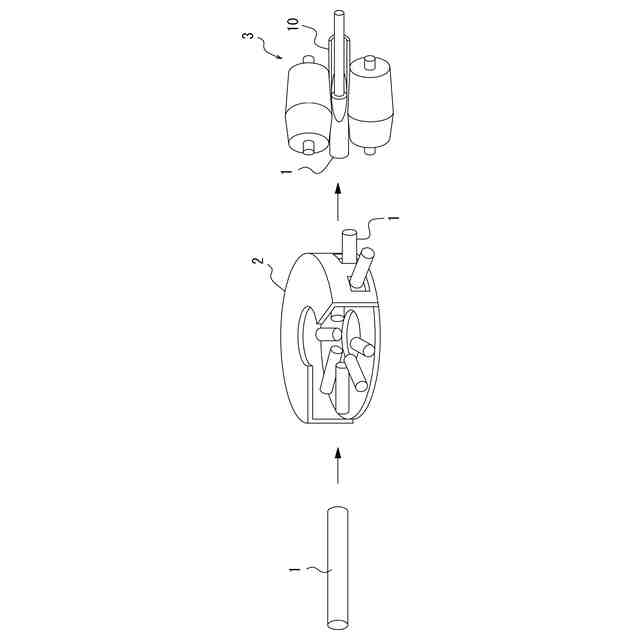
本開示は、シームレスパイプ製造プロセスにおいて、円柱状のビレットに孔をあける穿孔工程において、穿孔に用いられる工具である穿孔ロールにかかる荷重を予測する穿孔荷重予測方法、穿孔圧延機の制御方法、穿孔荷重予測モデルの生成方法、及び管製造設備に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
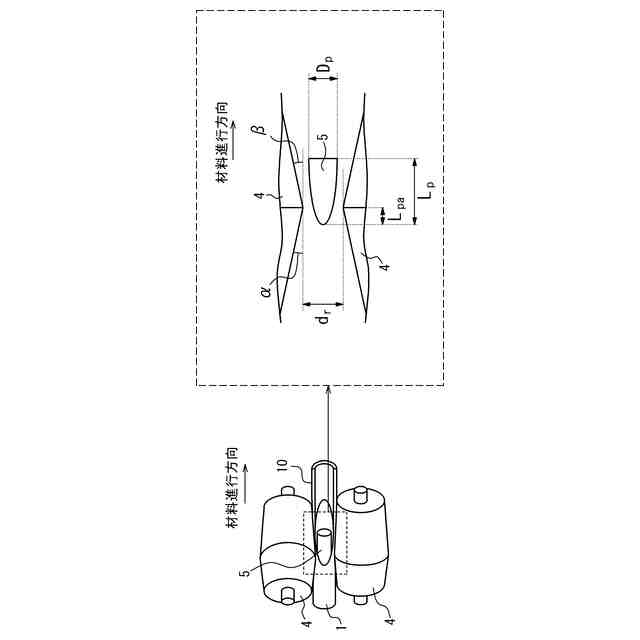
シームレスパイプ製造プロセスにおいて、例えば素材である円柱状のビレットが穿孔される。この例ではビレットを加熱炉で1200℃以上に加熱後、穿孔圧延機で傾斜回転穿孔を行って穿孔されたホローとする。穿孔圧延では、ビレットが上下のロール及び当該ロールの間に配置されたプラグにより、傾斜回転穿孔圧延される。穿孔を安定させるために左右にシューを配置する場合もある。穿孔圧延機における加工において、穿孔ロールにかかる荷重が高い場合、設備の損傷のリスク、及び穿孔ロールと材料間の焼き付きが生じるリスクがある。
【0003】
従来、穿孔圧延における荷重に関する技術としては、圧延荷重の実績値を基に穿孔圧延の不良を検知する技術、及びシュー荷重の実績値を基に穿孔後パイプの偏肉を低減させるように圧延中にシュー位置を変更する技術などが提案されている(例えば特許文献1及び2)。
【先行技術文献】
【特許文献】
【0004】
特開2012-96265号公報
特開2008-161900号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、荷重自体を圧延開始前に予測する技術は提案されておらず、また設備の損傷のリスク、又は穿孔ロールと材料間の焼き付きが生じるリスクを予測する技術は無かった。
【0006】
かかる事情に鑑みてなされた本開示の目的は、荷重自体を圧延開始前に予測する方法を提供することにある。
【課題を解決するための手段】
【0007】
(1)本開示の一実施形態に係る穿孔荷重予測方法は、
ビレットを加熱する加熱炉と、穿孔を行う穿孔圧延機と、を含む穿孔圧延工程において、情報処理装置が実行する、穿孔荷重を予測する穿孔荷重予測方法であって、
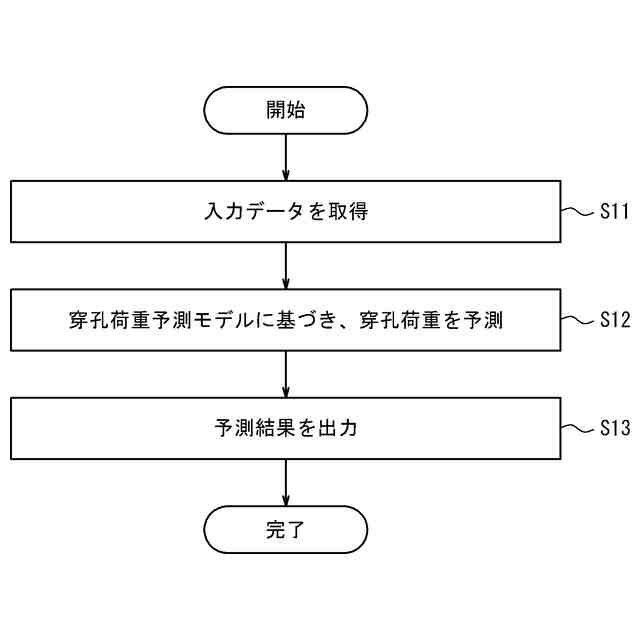
入力データとして、前記ビレットの属性情報から選択された1以上のパラメータと、前記加熱炉における操業パラメータから選択された1以上のパラメータと、前記穿孔圧延工程における操業パラメータから選択された1以上のパラメータとを含み、穿孔荷重を出力データとする、機械学習により生成された穿孔荷重予測モデルを用いて、穿孔荷重を予測する。
【0008】
(2)本開示の一実施形態に係る穿孔荷重予測方法は、(1)に記載の穿孔荷重予測方法であって、
前記ビレットの属性情報は、C含有量およびSi含有量の少なくとも一方を含む前記ビレットの成分組成を含む。
【0009】
(3)本開示の一実施形態に係る穿孔荷重予測方法は、(1)又は(2)に記載の穿孔荷重予測方法であって、
前記穿孔圧延工程における操業パラメータは、プラグ先進量を含む。
【0010】
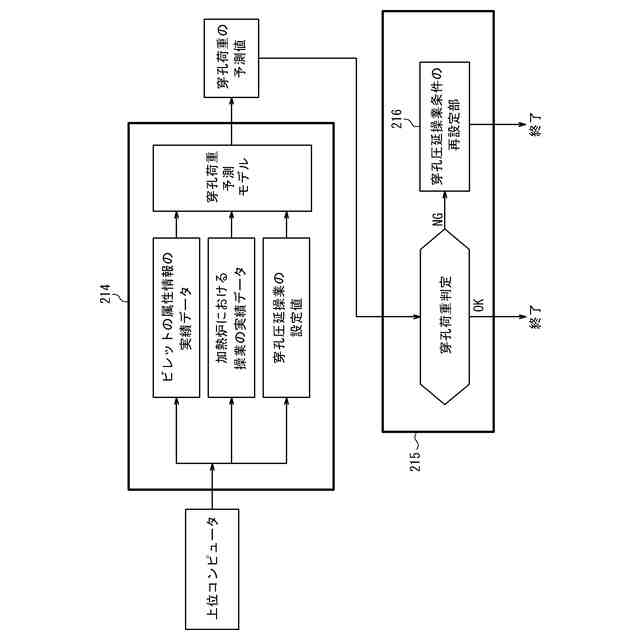
(4)本開示の一実施形態に係る制御方法は、(1)乃至(3)のいずれか一項に記載の穿孔荷重予測方法を用いて、前記ビレットが前記穿孔圧延機に装入される前に、前記ビレットの属性情報、前記加熱炉における操業パラメータの実績値、及び、前記穿孔圧延工程における操業パラメータの設定値を用いて、穿孔荷重を予測し、
予測した穿孔荷重が目標荷重範囲に収まるように、穿孔圧延工程における操業パラメータを再設定する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
JFEスチール株式会社
製造条件決定方法、達成確率推定方法、達成確率推定モデル作成方法、製造条件決定装置及びプログラム
4日前
個人
鋼線の連続伸線方法
10日前
個人
ヘッダー加工機
5か月前
日東精工株式会社
中空軸部品の製造方法
5か月前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
5か月前
オムロン株式会社
導線折り曲げ治具
2か月前
株式会社西田製作所
パンチャーヘッド
6か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
2か月前
トヨタ紡織株式会社
プレス金型
7か月前
トヨタ紡織株式会社
プレス金型
5か月前
工機ホールディングス株式会社
ニブラ
6か月前
トヨタ紡織株式会社
プレス装置
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
トヨタ自動車株式会社
打ち抜き加工装置
1か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社TMEIC
監視装置
7か月前
株式会社トラバース
パンチング加工装置
7か月前
日鉄建材株式会社
成形装置
1か月前
株式会社三明製作所
転造装置
2か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
株式会社吉野機械製作所
プレス機械
5か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
フジテック株式会社
金属棒曲げ工具
1か月前
ユニプレス株式会社
プレス加工装置
3か月前
株式会社TMEIC
制御システム
5か月前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
株式会社アマダ
プレスブレーキ
3か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社アマダ
ビード形成方法
26日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ

































