TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025155795
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024227931
出願日
2024-12-24
発明の名称
金属板の反り測定方法、反り制御方法、製造方法、反り測定装置、及びプログラム
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
主分類
B21B
38/02 20060101AFI20251006BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】金属板の反りを高精度で検出するための金属板の反り測定方法、反り測定装置、及びプログラム、金属板の反りを低減する反り制御方法、並びに、反りの低減された金属板の製造方法を提供する。
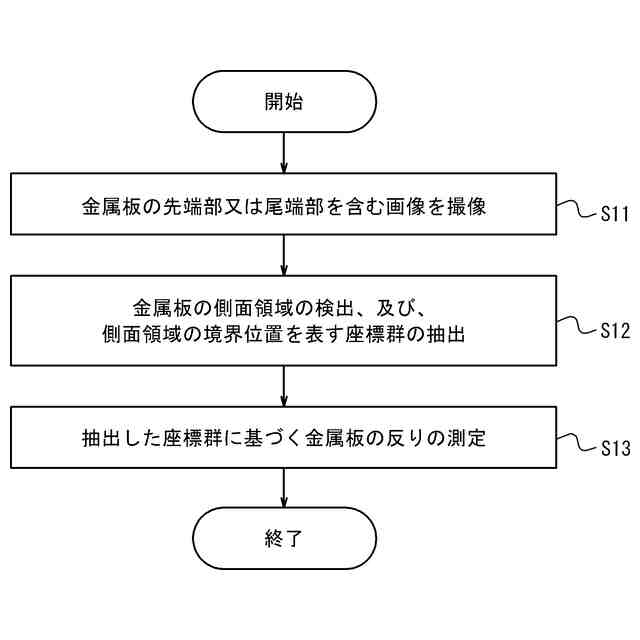
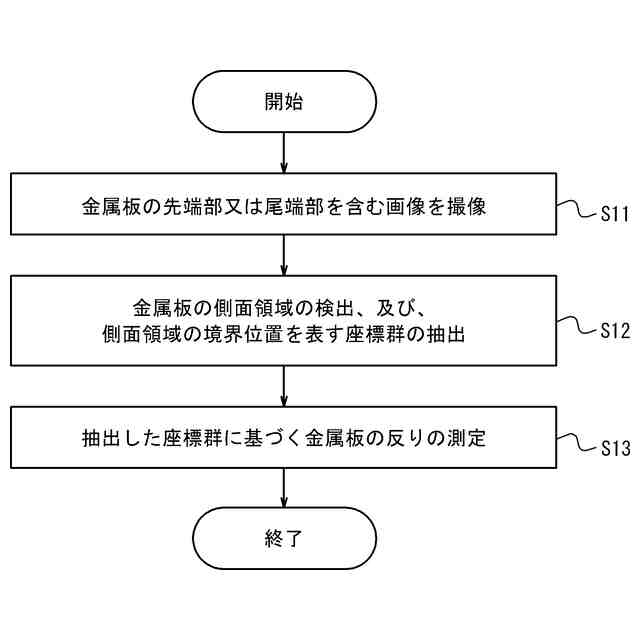
【解決手段】金属板の反り測定方法は、金属板の先端部及び尾端部の少なくとも一つを含む画像を撮像する撮像ステップと、前記画像から前記金属板の側面部に対応する側面領域を検出し、前記側面領域の境界位置を表す座標群を抽出する抽出ステップと、抽出された座標群に基づいて前記金属板の反りを特定する特定ステップとを含む。
【選択図】図5
特許請求の範囲
【請求項1】
金属板の先端部及び尾端部の少なくとも一つを含む画像を撮像する撮像ステップと、
前記画像から前記金属板の側面部に対応する側面領域を検出し、前記側面領域の境界位置を表す座標群を抽出する抽出ステップと、
抽出された座標群に基づいて前記金属板の反りを特定する特定ステップと
を含む、金属板の反り測定方法。
続きを表示(約 1,000 文字)
【請求項2】
前記抽出ステップにおいて、前記画像において前記金属板の側面部と前記金属板の上面部又は下面部との境界が写っていない部分を含む領域を前記側面領域として検出する、請求項1に記載の金属板の反り測定方法。
【請求項3】
前記抽出ステップにおいて前記側面領域として検出した領域の境界の一部が前記画像に写っていない、請求項1に記載の金属板の反り測定方法。
【請求項4】
前記抽出ステップにおいて、前記画像を入力し、前記画像に含まれる前記金属板の側面領域の境界位置を表す座標群を出力するように学習されたニューラルネットワークを用いて前記座標群を抽出する、請求項1に記載の金属板の反り測定方法。
【請求項5】
前記特定ステップにおいて、前記側面領域の境界位置を表す座標群から、前記金属板の上面及び下面の少なくともいずれかを表す座標群を選択し、選択した座標群に基づいて前記金属板の反りを特定する、請求項1に記載の金属板の反り測定方法。
【請求項6】
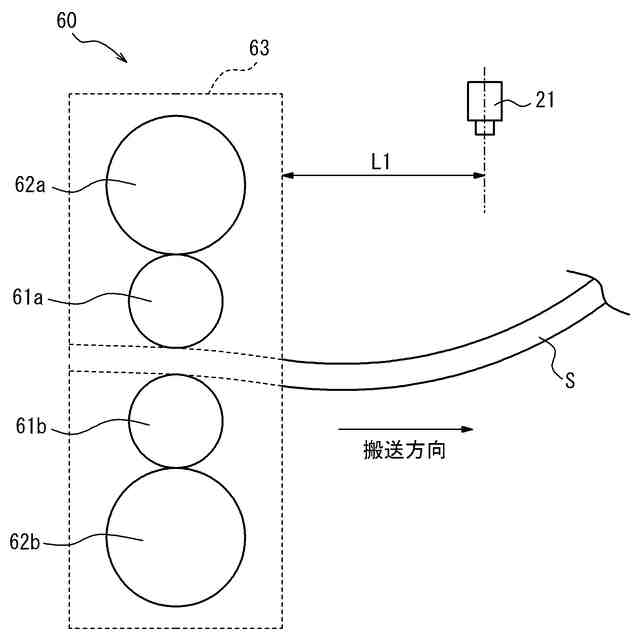
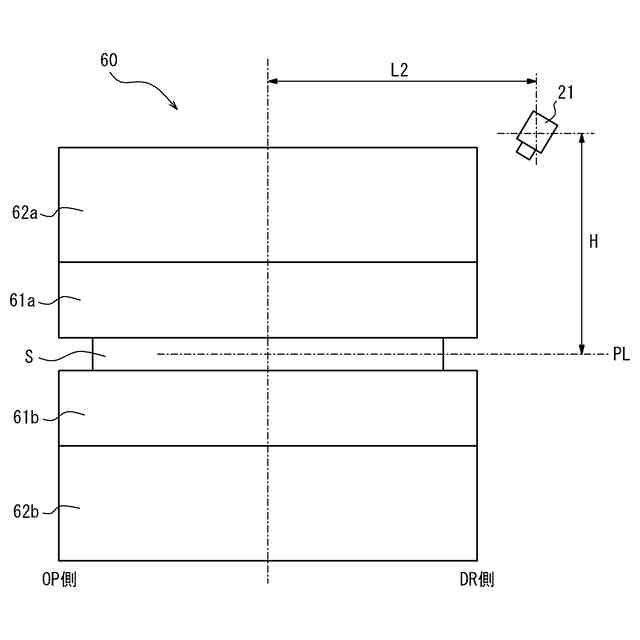
前記撮像ステップにおいて、前記金属板を圧延する圧延機の出側において、前記金属板の先端部及び尾端部の少なくとも一つを含む画像を撮像する、請求項1に記載の金属板の反り測定方法。
【請求項7】
請求項6に記載の金属板の反り測定方法を用いて測定した金属板の反りに基づいて前記圧延機の下流側に配置される他の圧延機における操業条件を設定するステップを含む、金属板の反り制御方法。
【請求項8】
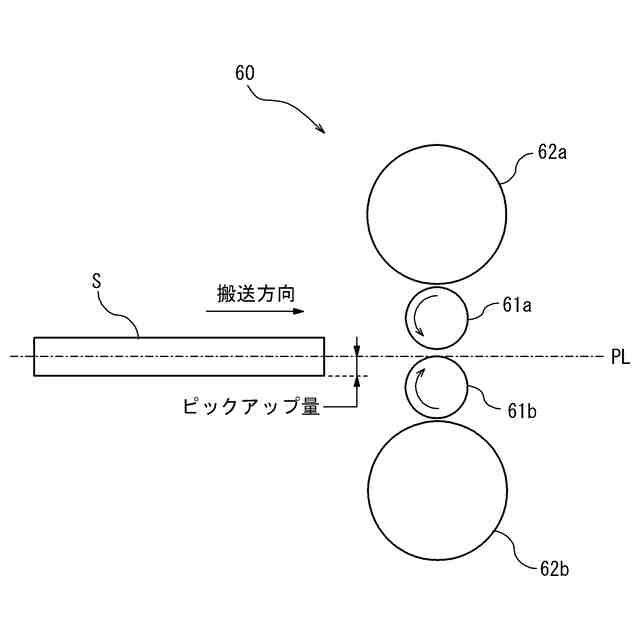
前記他の圧延機における操業条件は、前記他の圧延機の入側に配置される水冷装置の水冷条件、前記他の圧延機の上下のワークロールの周速差、前記他の圧延機におけるピックアップ量、又は、前記他の圧延機における形状比のうち少なくとも一つである、請求項7に記載の金属板の反り制御方法。
【請求項9】
請求項6に記載の金属板の反り測定方法を用いて測定した金属板の反りに基づいて前記金属板に後続する他の金属板に対する前記圧延機の操業条件を設定するステップを含む、金属板の反り制御方法。
【請求項10】
前記他の金属板に対する前記圧延機の操業条件は、前記圧延機の入側に配置される水冷装置の水冷条件、前記圧延機の上下のワークロールの周速差、前記圧延機におけるピックアップ量、又は、前記圧延機における形状比のうち少なくとも一つである、
請求項9に記載の金属板の反り制御方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、金属板の反り測定方法、反り制御方法、製造方法、反り測定装置、及びプログラムに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
熱延鋼板を製造する熱延ラインでは、例えば、厚さ200mm~300mm程度の連続鋳造スラブが、加熱炉で1100℃~1300℃程度に加熱される。加熱処理の後に、スラブは、複数又は単数の粗圧延機によって厚さ20mm~80mm程度の粗バー(シートバー)に粗圧延される。そして、シートバーからなる圧延材が、複数スタンドの仕上げ圧延機によって、1mm~25mm程度の厚さに仕上圧延される。
【0003】
粗圧延又は仕上圧延においては、圧延される鋼板(圧延材)又は圧延機に上下非対称の要因が存在する場合、鋼板が圧延方向に湾曲する反りが発生することが知られている。反りは、鋼板の長手方向に沿って、上方に湾曲する場合を上反り、下方に湾曲する場合を下反りと呼び、これらが複合した形態となることもある。熱間圧延での反りは、圧延材の上下面の温度差、上下ワークロールの周速差、上下ワークロールの径差等に起因して生じることが知られている。鋼板に形成される反りは、主として鋼板の先端部及び尾端部において顕著となり、反りが過大になると、鋼板が圧延機を通過する際に、圧延機の付帯設備に突っかかり、設備トラブルが生じることもある。このため、鋼板に形成される反りを抑制することが求められており、鋼板の反りを抑制するための制御技術又は、反り量を検出するための反り検出技術が重要となる。
【0004】
これに対して、特許文献1には、搬送される鋼板の側方で、かつ、撮像中心の高さ位置が搬送される鋼板の最小板厚の表面位置レベルから100mm上方までの範囲内となるように設置された撮像装置と、撮像装置により撮像した鋼板の先端を含む画像に基づいて、鋼板の先端の反りを検出する反り検出装置が開示されている。特許文献1では、鋼板の先端の位置を画像上で判別し、撮像された画像の明度に基づいて鋼板のエッジを検出する。
【0005】
特許文献2には、圧延機の入側及び出側のテーブルローラ間に板反り検出装置を設け、テーブルローラ間の一方の側面の間隙において、圧延材の側面にレーザ光線を鉛直方向に走査し、その反射光の位置を検出して圧延材の厚さと鉛直方向における通板高さ位置を求める板反り検出装置が開示されている。
【0006】
特許文献3には、熱延ラインの圧延機前後における圧延材の反り量を測定する圧延材の反り量測定方法として、可視光から近赤外の波長帯の輝度を測定可能なカメラを用いて圧延後の圧延材の画像を圧延材の斜め上方から撮像し、撮像された圧延材の画像の輝度値に基づいて圧延材の板幅エッジ部を検出し、圧延機のワークロールの半径に応じて設定されたピッチで圧延材の先端部から圧延方向に沿って圧延材の画像を分割し、分割された各画像における板幅エッジ部の形状を二次式近似し、二次式近似された板幅エッジ部の形状に基づいて圧延材の反り量を曲率として定量化する技術が開示されている。特許文献3には、鋼板のエッジ部を検出する際に、情報処理装置が、高さ方向の各ピクセルの輝度値を読み取り、複数ピクセルの輝度値の平均値を算出し、隣り合った複数ピクセルの輝度値の平均値の差が最大となった位置を鋼板のエッジ部として検出する方法が記載されている。
【先行技術文献】
【特許文献】
【0007】
特開2009-250723号公報
特開2006-7235号公報
特開2019-181562号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に記載された技術は、撮像装置(CCDカメラ)を用いて鋼板を側方から撮像した画像を用いて、画像の上下方向の各位置で水平方向に明度を積算し、積算した明度に対して微分処理を施す。さらに、微分処理を施した明度の積算値について移動平均をとることにより鋼板の反りを検出している。この場合、撮像した画像の明度に基づいて、鋼板と周囲との境界部を区分する際に、先ず明度に対して予め設定されたしきい値を用いた2値化処理を行うことになる。しかし、撮像した画像に鋼板の周囲を飛散する蒸気、水、又はヒューム等が存在すると、最初に実行する2値化処理の段階で、鋼板と周囲との境界を精度よく区分できない点が課題となる。そのため、2値化処理を行う際に、試行錯誤によりしきい値を設定する必要が生じ、検出装置の調整に時間を要するという課題がある。
【0009】
特許文献2に記載された技術は、圧延材の側面にレーザ光線を鉛直方向に走査する方法を採用するが、鋼板の周囲を飛散する蒸気、水、又はヒューム等が存在すると、レーザ光線が吸収もしくは散乱されることがあり、検出対象の圧延材を識別できないことがある点で課題がある。
【0010】
特許文献3に記載された技術は、撮像された圧延材の画像の輝度値に基づいて圧延材の板幅エッジ部を検出する際に、画像の高さ方向の各ピクセルの輝度値を読み取り、複数ピクセルの輝度値の平均値を算出し、隣り合った複数ピクセルの輝度値の平均値の差が最大となった位置を鋼板のエッジ部として特定する。しかし、鋼板のエッジ部を特定する際に複数ピクセルの輝度値の平均値との差を基準としているため、鋼板のエッジ部の周囲において一定の範囲に蒸気、水、又はヒューム等が存在すると、鋼板のエッジ部を必ずしも精度よく特定できないことがある点で改善の余地がある。また、特許文献3では、撮像した画像における板幅エッジ部の形状を二次式近似し、二次式近似された板幅エッジ部の形状に基づいて圧延材の反り量を曲率により定量化しているため、複雑な曲率分布を有する圧延材の反りを検出するのが難しいことがある点で改善の余地がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
棒鋼連続引抜装置
7か月前
個人
ヘッダー加工機
4か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
日伸工業株式会社
プレス加工装置
4か月前
株式会社不二越
NC転造盤
3か月前
オムロン株式会社
導線折り曲げ治具
1か月前
トヨタ紡織株式会社
プレス金型
1か月前
トヨタ紡織株式会社
プレス金型
4か月前
東栄工業株式会社
ダブルデッキヘミング金型
3か月前
工機ホールディングス株式会社
ニブラ
5か月前
株式会社アマダ
曲げ金型
1か月前
トヨタ紡織株式会社
プレス装置
5か月前
株式会社西田製作所
パンチャーヘッド
5か月前
トヨタ紡織株式会社
プレス金型
6か月前
トヨタ自動車株式会社
打ち抜き加工方法
5か月前
日鉄建材株式会社
成形装置
16日前
株式会社トラバース
パンチング加工装置
6か月前
トヨタ自動車株式会社
打ち抜き加工装置
2日前
株式会社TMEIC
監視装置
6か月前
株式会社アマダ
曲げ加工機
4か月前
株式会社アマダ
曲げ加工機
7か月前
トヨタ紡織株式会社
プレス金型装置
5か月前
株式会社三明製作所
転造装置
1か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
7か月前
浙江飛剣工貿有限公司
二重片口の製造方法
4か月前
株式会社不二越
転造加工用平ダイス
6か月前
株式会社吉野機械製作所
プレス機械
4か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
3か月前
ユニオンツール株式会社
転造ダイスセット
3か月前
トヨタ自動車株式会社
鋼板部材の製造方法
3日前
ユニプレス株式会社
プレス加工装置
2か月前
トヨタ自動車株式会社
鋼板部材の製造方法
3日前
フジテック株式会社
金属棒曲げ工具
18日前
株式会社TMEIC
誘導加熱装置
4か月前
株式会社TMEIC
制御システム
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































