TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025155137
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2024058643
出願日
2024-04-01
発明の名称
鋼材の浸窒処理方法
出願人
トヨタ自動車株式会社
,
学校法人トヨタ学園
代理人
弁理士法人明成国際特許事務所
主分類
C23C
8/26 20060101AFI20251006BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】効率よく浸窒処理を行える技術を提供する。
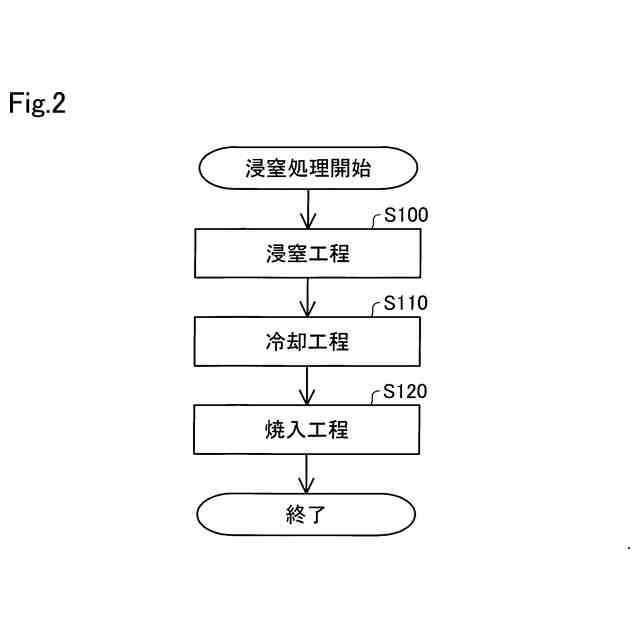
【解決手段】鋼材の浸窒処理方法は、鋼材の表面温度を、鋼材の表面から鋼材の内部へ窒素が浸入するのに適した第1温度に低下させて、鋼材の表面に浸窒ガスを接触させる第1工程と、表面温度を、鋼材の表面から浸入した窒素が鋼材の内部に拡散するのに適した温度であって第1温度よりも高い第2温度に上昇させて、鋼材の表面に浸窒ガスを接触させる第2工程と、を交互に繰り返し行う浸窒工程を含む。
【選択図】図2
特許請求の範囲
【請求項1】
鋼材の浸窒処理方法であって、
前記鋼材の表面温度を、前記鋼材の表面から前記鋼材の内部へ窒素が浸入するのに適した第1温度に低下させて、前記鋼材の表面に浸窒ガスを接触させる第1工程と、
前記表面温度を、前記鋼材の表面から浸入した前記窒素が前記鋼材の内部に拡散するのに適した温度であって前記第1温度よりも高い第2温度に上昇させて、前記鋼材の表面に前記浸窒ガスを接触させる第2工程と、を交互に繰り返し行う浸窒工程を含む、浸窒処理方法。
続きを表示(約 520 文字)
【請求項2】
請求項1に記載の浸窒処理方法であって、更に、
前記浸窒工程の後に、前記鋼材を冷却して前記表面温度を前記鋼材の表面に形成されたオーステナイトがマルテンサイトまたはフェライトを含む組織に変態する温度であって、前記第1温度よりも低い第3温度以下に低下させる冷却工程と、
前記冷却工程の後に、前記表面温度をマルテンサイトまたはフェライトを含む組織がオーステナイトに変態する温度である第4温度に上昇させてから前記第3温度以下に低下させる焼入工程と、を含む、浸窒処理方法。
【請求項3】
請求項2に記載の浸窒処理方法であって、
前記焼入工程において、前記鋼材に炭素を固溶させる浸炭処理を行う、浸窒処理方法。
【請求項4】
請求項1から請求項3のいずれか一項に記載の浸窒処理方法であって、
前記表面温度は前記鋼材の表面における前記窒素を固溶させる対象の部位の温度である、浸窒処理方法。
【請求項5】
請求項1から請求項3のいずれか一項に記載の浸窒処理方法であって、
前記浸窒工程は、最後に行われる前記第1工程の後に前記第2工程が行われる、浸窒処理方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼材の浸窒処理方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
鋼材の表面に窒素を固溶させる浸窒処理が知られている。特許文献1では、アンモニアを導入した炉内を900℃~970℃の範囲内の温度において雰囲気圧力を72000Pa以上に保つことによって、浸窒処理を短縮化できる技術が記載されている。
【先行技術文献】
【特許文献】
【0003】
特許第6344495号
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、窒素源のアンモニアガスは、高温下では分解して水素の分圧が増加するため、多量のアンモニアガスを導入する必要がある。そのため、効率よく浸窒処理を行える技術が求められていた。
【課題を解決するための手段】
【0005】
本開示は、上述の課題を解決するためになされたものであり、以下の形態として実現することが可能である。
【0006】
(1)本開示の形態によれば、鋼材の浸窒処理方法が提供される。この浸窒処理方法は、前記鋼材の表面温度を、前記鋼材の表面から前記鋼材の内部へ窒素が浸入するのに適した第1温度に低下させて、前記鋼材の表面に浸窒ガスを接触させる第1工程と、前記表面温度を、前記鋼材の表面から浸入した前記窒素が前記鋼材の内部に拡散するのに適した温度であって前記第1温度よりも高い第2温度に上昇させて、前記鋼材の表面に前記浸窒ガスを接触させる第2工程と、を交互に繰り返し行う浸窒工程を含む。
この形態の浸窒処理方法によれば、炉内全体の温度を上昇させることなく、鋼材の表面温度を第2温度に上昇させればよいので、例えば、窒素源としてのアンモニアの分解が少なく、多量の浸窒ガスとしてのアンモニアガスを必要としない。また、表面温度を短時間で第1温度に低下できる。そのため、効率よく浸窒処理を行うことができる。
(2)上記形態の浸窒処理方法において、前記浸窒工程の後に、前記鋼材を冷却して前記表面温度を前記鋼材の表面に形成されたオーステナイトがマルテンサイトまたはフェライトを含む組織に変態する温度であって、前記第1温度よりも低い第3温度以下に低下させる冷却工程と、前記冷却工程の後に、前記表面温度をマルテンサイトまたはフェライトを含む組織がオーステナイトに変態する温度である第4温度に上昇させてから前記第3温度以下に低下させる焼入工程と、を含んでもよい。
この形態の浸窒処理方法によれば、冷却工程によって冷却した鋼材を焼入工程によって再度加熱するため、鋼材の結晶粒が粗大化することを抑制できる。そのため、鋼材の強度を向上できる。
(3)上記形態の浸窒処理方法において、前記焼入工程において、前記鋼材に炭素を固溶させる浸炭処理を行ってもよい。
この形態の浸窒処理方法によれば、鋼材に炭素を固有させるため、鋼材の強度を向上できる。
(4)上記形態の浸窒処理方法において、前記表面温度は前記鋼材の表面における窒素を固溶させる対象の部位の温度でもよい。
この形態の浸窒処理方法によれば、鋼材における窒素を固溶させる対象の部位の表面を加熱できればよいため、浸窒処理に要する加熱エネルギーを抑制できる。
(5)上記形態の浸窒処理方法において、前記浸窒工程は、最後に行われる前記第1工程の後に前記第2工程が行われてもよい。
この形態の浸窒処理方法によれば、第1工程で鋼材の表面から浸入した窒素が第2工程において内部に拡散するため、鋼材の強度を向上できる。
【0007】
なお、本開示は、種々の形態で実現することが可能であり、例えば、浸窒装置や浸窒装置の制御方法、浸窒浸炭処理方法等の態様で実現することが可能である。
【図面の簡単な説明】
【0008】
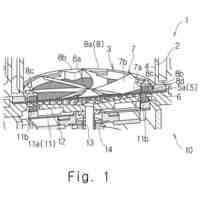
浸窒装置の構成を示す説明図である。
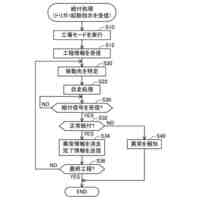
浸窒処理の一例を示すフローチャートである。
浸窒処理における表面温度の一例を示す図である。
第3実施形態における浸窒処理の一例を示すフローチャートである。
第3実施形態における浸窒処理における表面温度の一例を示す図である。
【発明を実施するための形態】
【0009】
A.第1実施形態:
図1は、本実施形態における、浸窒装置100の構成を示す説明図である。浸窒装置100は、真空浸窒炉110と第1ガス供給装置120と第1真空ポンプ130と第1加熱装置140と第1制御装置200と汎用炉310と第2ガス供給装置320と第2真空ポンプ330と第2加熱装置340と第2制御装置400を備えている。浸窒装置100は、鋼鉄などの加工対象を減圧および加熱状態の真空浸窒炉110内に配置し、加工対象の表面に浸窒ガスを接触させることにより、浸窒ガスの窒素を加工対象の表面から侵入拡散させる浸窒処理に用いられる。また、浸窒装置100は、加工対象を汎用炉310内に配置し、加工対象を加熱することにより、浸窒処理における焼き入れ工程に用いられる。
【0010】
第1ガス供給装置120は、真空浸窒炉110内に浸窒ガスや冷却ガスを供給する装置である。浸窒ガスは、例えば、アンモニアガスである。冷却ガスは、例えば、窒素ガスである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
2日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車両
1日前
トヨタ自動車株式会社
車体
1日前
トヨタ自動車株式会社
治具
9日前
トヨタ自動車株式会社
方法
1日前
トヨタ自動車株式会社
車両
8日前
トヨタ自動車株式会社
モータ
今日
トヨタ自動車株式会社
蓄電池
1日前
トヨタ自動車株式会社
路側装置
今日
トヨタ自動車株式会社
電動車両
今日
トヨタ自動車株式会社
路側装置
今日
トヨタ自動車株式会社
路側装置
今日
トヨタ自動車株式会社
蓄電装置
9日前
トヨタ自動車株式会社
推定装置
今日
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
蓄電装置
8日前
トヨタ自動車株式会社
濾過装置
2日前
トヨタ自動車株式会社
蓄電装置
8日前
トヨタ自動車株式会社
電動車両
今日
トヨタ自動車株式会社
蓄電装置
8日前
トヨタ自動車株式会社
鋳造装置
今日
トヨタ自動車株式会社
制御装置
今日
トヨタ自動車株式会社
蓄電装置
今日
トヨタ自動車株式会社
電源装置
9日前
トヨタ自動車株式会社
樹脂外板
1日前
トヨタ自動車株式会社
電動車両
1日前
トヨタ自動車株式会社
路側装置
今日
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
サーバ装置
8日前
トヨタ自動車株式会社
全固体電池
8日前
トヨタ自動車株式会社
電池パック
8日前
トヨタ自動車株式会社
車両前部構造
8日前
トヨタ自動車株式会社
情報処理装置
3日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ