TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025166889
公報種別
公開特許公報(A)
公開日
2025-11-07
出願番号
2024071062
出願日
2024-04-25
発明の名称
鋳造装置
出願人
トヨタ自動車株式会社
代理人
弁理士法人YKI国際特許事務所
主分類
B22D
30/00 20060101AFI20251030BHJP(鋳造;粉末冶金)
要約
【課題】鋳造後の冷却の際のダイキャスト製品の歪みを抑制する。
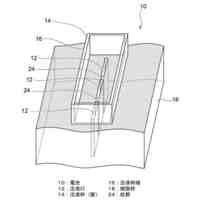
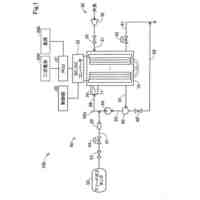
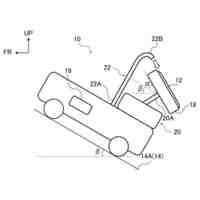
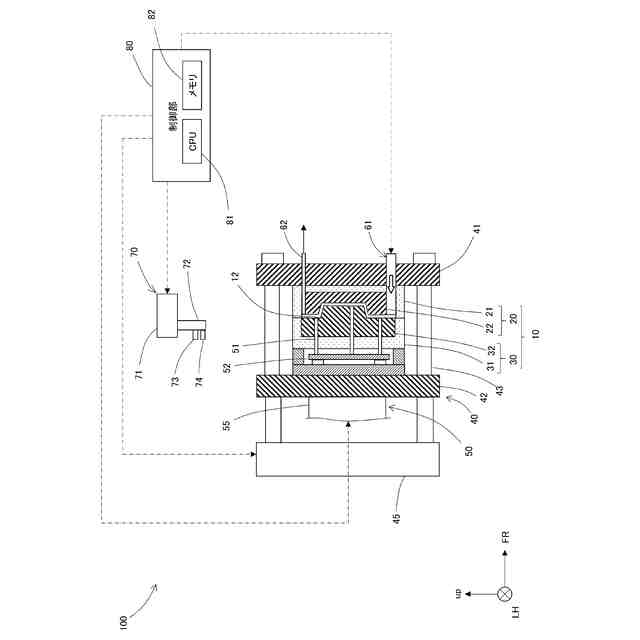
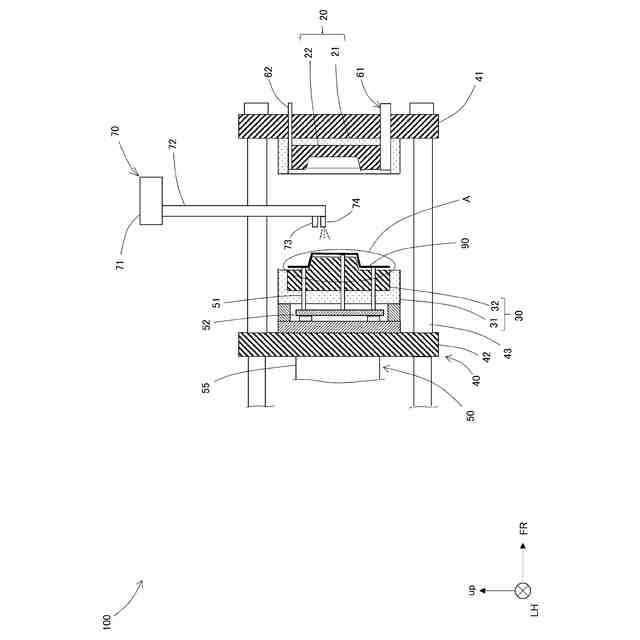
【解決手段】鋳造装置100は、金型10と、押し出し装置50と、噴霧装置70と、制御部80と、を含み、制御部80のCPU81は、押し出し装置50によってダイキャスト製品を可動型30から略水平方向に押し出し、ダイキャスト製品を可動型30に保持させ、噴霧装置70によってダイキャスト製品に冷却水を噴霧してダイキャスト製品を冷却する。
【選択図】図1
特許請求の範囲
【請求項1】
ダイキャスト製品の鋳造を行う鋳造装置であって、
溶融金属が注入される金型と、
前記ダイキャスト製品を前記金型から略水平方向に押し出す押し出し装置と、
前記ダイキャスト製品に冷却水を噴霧する噴霧装置と、
前記押し出し装置と、前記噴霧装置の動作を調整する制御部と、を含み、
前記制御部は、情報処理を行うプロセッサを含み、
前記プロセッサは、
前記押し出し装置によって前記ダイキャスト製品を前記金型から略水平方向に押し出し、前記ダイキャスト製品を前記金型に保持させ、
前記噴霧装置によって前記ダイキャスト製品に冷却水を噴霧して前記ダイキャスト製品を冷却すること、
を特徴とする鋳造装置。
続きを表示(約 550 文字)
【請求項2】
請求項1に記載の鋳造装置であって、
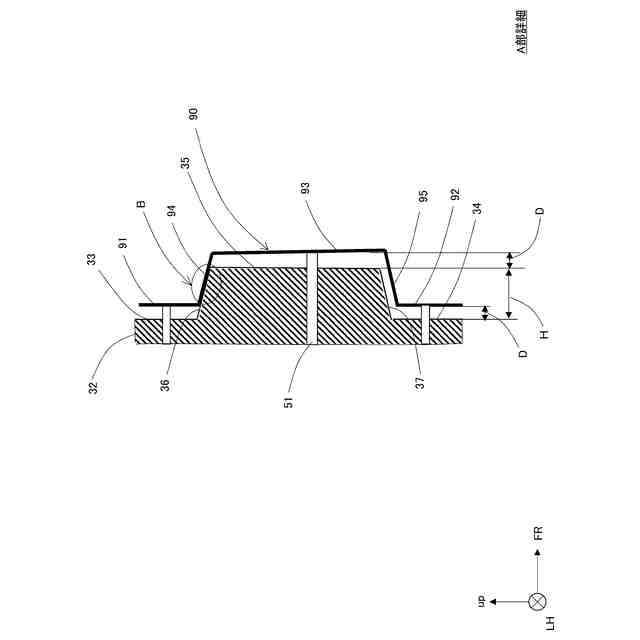
前記プロセッサは、前記ダイキャスト製品の前記金型からの押し出し量が、前記ダイキャスト製品と前記金型とが上下方向に重なる部分の型抜き方向の長さより短くなるように前記押し出し装置によって前記ダイキャスト製品を前記金型から略水平方向に押し出すこと、
を特徴とする鋳造装置。
【請求項3】
請求項2に記載の鋳造装置であって、
前記プロセッサは、前記ダイキャスト製品の前記金型からの前記押し出し量が5mm未満となるように前記押し出し装置によって前記ダイキャスト製品を前記金型から略水平方向に押し出すこと、
を特徴とする鋳造装置。
【請求項4】
請求項1または2に記載の鋳造装置であって、
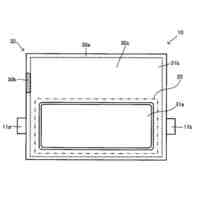
前記金型は、固定型と、前記固定型に対して水平方向に移動する可動型とで構成され、
前記押し出し装置は、前記ダイキャスト製品を前記可動型から略水平方向に押し出し、前記ダイキャスト製品を前記可動型に保持させ、
前記噴霧装置は、前記固定型と前記可動型の間に冷却水噴射ノズルを進出させて前記可動型に保持された前記ダイキャスト製品に冷却水を噴霧すること、
を特徴とする鋳造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋳造装置の構造に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
ダイキャスト製品の製造において、鋳造後にダイキャスト製品を水中に浸漬して冷却する方法が用いられている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2015-27684号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載されたように、鋳造後のダイキャスト製品を水中に浸漬して冷却する場合、ダイキャスト製品に歪みが生じる場合がある。歪が生じた場合には、プレス機等を用いて冷却したダイキャスト製品を矯正する必要がある。しかし、ダイキャスト製品の矯正は製品のコストアップを招いてしまう。
【0005】
そこで、本開示は、鋳造後の冷却の際のダイキャスト製品の歪みを抑制することを目的とする。
【課題を解決するための手段】
【0006】
本開示の鋳造装置は、ダイキャスト製品の鋳造を行う鋳造装置であって、溶融金属が注入される金型と、前記ダイキャスト製品を前記金型から略水平方向に押し出す押し出し装置と、前記ダイキャスト製品に冷却水を噴霧する噴霧装置と、前記押し出し装置と、前記噴霧装置の動作を調整する制御部と、を含み、前記制御部は、情報処理を行うプロセッサを含み、前記プロセッサは、前記押し出し装置によって前記ダイキャスト製品を前記金型から略水平方向に押し出し、前記ダイキャスト製品を前記金型に保持させ、前記噴霧装置によって前記ダイキャスト製品に冷却水を噴霧して前記ダイキャスト製品を冷却すること、を特徴とする。
【0007】
このように、ダイキャスト製品が金型に保持された状態で冷却水を噴霧するので、金型により冷却時のダイキャスト製品の変形を抑えることができ、ダイキャスト製品の歪みを少なくできる。また、押し出し装置によりダイキャスト製品を金型から離型してから冷却水を噴霧するので、冷却水を噴霧した際にダイキャスト製品が金型に固着して型抜きできなくなることを抑制できる。尚、ここでいう略水平方向とは、厳密な水平方向の他、水平方向から極僅か傾斜している方向も含む。例えば、厳密な水平方向から2~3°程度傾斜した方向も含む。
【0008】
本開示の鋳造装置において、前記プロセッサは、前記ダイキャスト製品の前記金型からの押し出し量が、前記ダイキャスト製品と前記金型とが上下方向に重なる部分の型抜き方向の長さより短くなるように前記押し出し装置によって前記ダイキャスト製品を前記金型から略水平方向に押し出してもよい。
【0009】
これにより、ダイキャスト製品を金型から押し出した状態で、金型によりダイキャスト製品を下側から保持することができる。
【0010】
本開示の鋳造装置において、前記プロセッサは、前記ダイキャスト製品の前記金型からの前記押し出し量が5mm未満となるように前記押し出し装置によって前記ダイキャスト製品を前記金型から略水平方向に押し出してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
方法
24日前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
25日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
電池
25日前
トヨタ自動車株式会社
電池
10日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
電池
16日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
車両
24日前
トヨタ自動車株式会社
車体
24日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
方法
1か月前
トヨタ自動車株式会社
配管
11日前
トヨタ自動車株式会社
車両
1か月前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車体
1か月前
トヨタ自動車株式会社
治具
1か月前
トヨタ自動車株式会社
電池
1か月前
トヨタ自動車株式会社
蓄電池
24日前
トヨタ自動車株式会社
サーバ
1か月前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
電動機
1か月前
トヨタ自動車株式会社
電動車
11日前
トヨタ自動車株式会社
ロータ
11日前
トヨタ自動車株式会社
モータ
23日前
トヨタ自動車株式会社
モータ
1か月前
トヨタ自動車株式会社
正極層
1か月前
トヨタ自動車株式会社
自動車
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ