TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025154587
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024057676
出願日
2024-03-29
発明の名称
方向性電磁鋼板の製造方法
出願人
JFEスチール株式会社
代理人
弁理士法人銀座マロニエ特許事務所
主分類
C21D
8/12 20060101AFI20251002BHJP(鉄冶金)
要約
【課題】仕上げ焼鈍後に耳割れ発生が減少する方向性電磁鋼板の製造方法を提案することを目的とする。
【解決手段】電磁鋼素材を加熱し、熱間圧延し熱延鋼板とする熱間圧延工程と、前記熱延鋼板に1回の冷間圧延、又は、中間焼鈍を挟む2回以上の冷間圧延を施し冷延鋼板とする冷間圧延工程と、前記冷延鋼板に脱炭を兼ねた一次再結晶焼鈍を施し一次再結晶焼鈍板とする一次再結晶焼鈍工程と、前記一次再結晶焼鈍板に焼鈍分離剤を塗布し前記一次再結晶焼鈍板をコイル状に巻き取られた巻取コイルとし、前記巻取コイルに仕上げ焼鈍を施す仕上焼鈍工程と、を含み、前記仕上焼鈍工程後の前に、仕上げ焼鈍時に巻取コイルの載置底面となる前記巻取コイル端面に円環状に研削を施す方向性電磁鋼板の製造方法である。
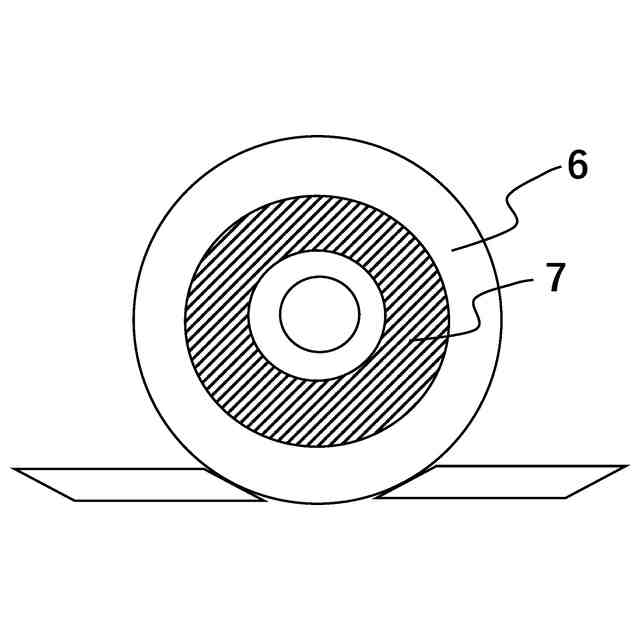
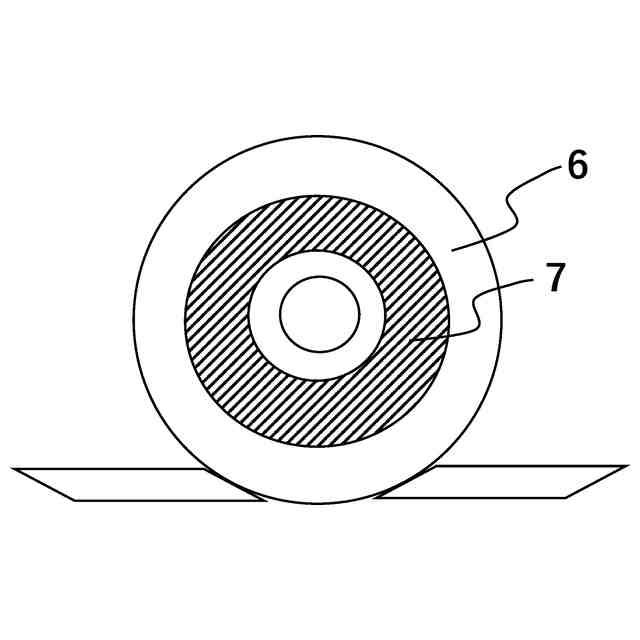
【選択図】図2
特許請求の範囲
【請求項1】
方向性電磁鋼板の製造方法であって、
電磁鋼素材を加熱し、熱間圧延し熱延鋼板とする熱間圧延工程と、
前記熱延鋼板に1回の冷間圧延、又は、中間焼鈍を挟む2回以上の冷間圧延を施し冷延鋼板とする冷間圧延工程と、
前記冷延鋼板に脱炭を兼ねた一次再結晶焼鈍を施し一次再結晶焼鈍板とする一次再結晶焼鈍工程と、
前記一次再結晶焼鈍板に焼鈍分離剤を塗布し前記一次再結晶焼鈍板をコイル状に巻き取られた巻取コイルとし、前記巻取コイルに仕上げ焼鈍を施す仕上焼鈍工程と、
を含み、
前記仕上焼鈍工程の前に、仕上げ焼鈍時に巻取コイルの載置底面となる前記巻取コイル端面に円環状に研削を施すことを特徴とする方向性電磁鋼板の製造方法。
続きを表示(約 220 文字)
【請求項2】
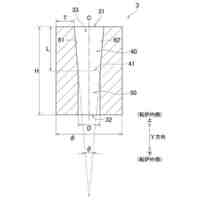
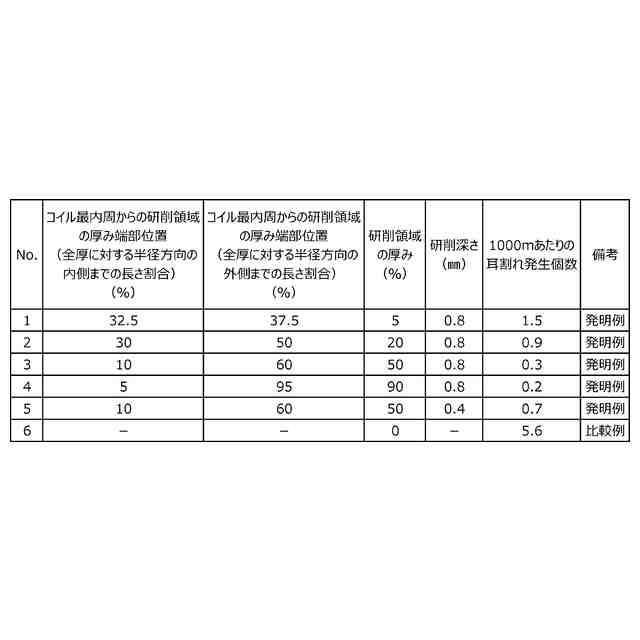
前記巻取コイル端面の研削は、コイル端面のコイル厚み方向において、コイル最内周を基準としたコイル全厚みの35%位置を含むコイル全厚みの10%以上90%以下を占める前記コイル端面の円環領域とすることを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。
【請求項3】
前記巻取コイル端面の研削は、研削量をコイル幅方向に1.0mm以下とすることを特徴とする請求項1又は2記載の方向性電磁鋼板の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、仕上げ焼鈍後に耳割れ発生を減少させる方向性電磁鋼板の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
方向性電磁鋼板は、主として変圧器や発電機の鉄心材料等に用いられる軟磁性材料であ
り、鉄の磁化容易軸である<001>方位が鋼板の圧延方向に高度に揃った結晶組織を有
しているところに特徴がある。このような集合組織は、製造工程最終の仕上焼鈍における
、いわゆるゴス(Goss)方位と称される{110}<001>方位の結晶粒を優先的
に巨大成長させる、二次再結晶を通じて形成される。
【0003】
上記仕上焼鈍は、800℃以上の温度で長時間保持して上記Goss方位粒を優先成長
させる二次再結晶焼鈍と、二次再結晶を発現させるために用いたインヒビター成分を、1200℃近傍の温度で数時間保持して除去する純化焼鈍からなるのが一般的である。上
記のように、方向性電磁鋼板の仕上焼鈍は、高温で長時間の熱処理が施されるため、鋼板
をコイルに巻いた状態で、コイル単位で焼鈍するいわゆる「バッチ焼鈍」によって行われ
ている。
【0004】
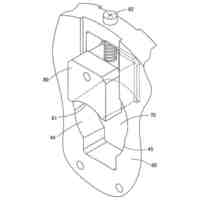
方向性電磁鋼板の仕上げ焼鈍は、図1に示すように、コイルの巻取軸を垂直方向(アップエンド)にして焼鈍される。このように焼鈍された鋼板コイル3(以降、単に「コイル」ともいう)はコイル端面6がベースプレート4と接するように載置されて焼鈍される。
設置コイルの上面は、コイル端面5である。
【0005】
しかし、仕上げ焼鈍後のコイルにおいて、耳割れが発生し、次工程で巻きほどく際、板破断をしたり、形状不良となったりして歩留り低下を起こす要因の一つとなっている。
【0006】
このような仕上げ焼鈍後のコイル欠陥を抑制するために、従来、様々な手法が提案されている。
例えば、特許文献1では、ベースプレートの表面凹凸を5mm以下、スペーサーの表面硬度をHV120以上として焼鈍を行う方法が開示されている。具体的には、方向性珪素鋼板を冷間圧延し、しかるのち脱炭焼鈍を施し焼鈍分離剤としてMgOを塗布し、コイル状に巻き取り、当該コイルをコイル巻軸方向に垂直向きに載置し仕上げ焼鈍を施す。この時、コイルを載置するベースプレートの表面凹凸を5mm以下、コイルとベースプレート間のスペーサーの表面硬度をHV120以上とし、コイル下端面に発生する耳歪を防止する。
【0007】
また、特許文献2では、圧延時発生する耳割れの研削による削減方法として、トリミング後に研削をかける方法が開示されている。具体的には、塑性加工した熱延鋼帯をサイドトリミングすることにより、破断面比率を増加させ、後続する冷間圧延工程でソーエッジの発生を防止することを目的とする。ソーエッジ防止方法は、塑性加工により熱延鋼帯を加工硬化させた後、次工程の冷間圧延に先立ってサイドトリミングすることを特徴とする。
【0008】
また、特許文献3では、コイル受台上にアップエンドに載置した鋼板コイルにインナーカバーを被せてバッチ焼鈍する際、上記鋼板コイル上側面を部分的に断熱材で覆う技術が開示されている。生産能率やエネルギー効率の大きな低下を招くことなくコイル内の温度分布を均一化し、仕上焼鈍時に発生する形状不良を効果的に防止することができる鋼板コイルのバッチ焼鈍方法を提案する。
【先行技術文献】
【特許文献】
【0009】
特開平4-272137号公報
特開平9-141308号公報
特開2016-44322号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、上記特許文献1の技術により耳歪の発生は減少するが、コイル座屈原因である、加熱、均熱、冷却の熱サイクルにおける膨張、収縮の差異を解消することはできず、さらなる改善が求められる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
バイオ水素製鉄方法
3か月前
日本製鉄株式会社
転炉精錬方法
2か月前
NTN株式会社
焼入れ方法
19日前
富士電子工業株式会社
焼入れ装置
3か月前
日本製鉄株式会社
溶鉄の製造方法
2か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
3か月前
中外炉工業株式会社
連続式熱処理炉
6か月前
日本製鉄株式会社
溶銑の予備処理方法
4か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
1か月前
中外炉工業株式会社
前処理装置
5か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
C21H22Cl2N4O2の結晶形態
5か月前
株式会社不二越
熱処理システム
2か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
3か月前
高周波熱錬株式会社
熱処理方法及び熱処理装置
1か月前
大同特殊鋼株式会社
浸炭部材の製造方法
5か月前
大同特殊鋼株式会社
熱処理設備
3か月前
日本製鉄株式会社
脱りん方法
6か月前
東京窯業株式会社
溶鋼処理用の浸漬管
4か月前
JFEスチール株式会社
高炉の原料装入方法
2か月前
バイオメッド バレー ディスカバリーズ,インコーポレイティド
結晶性C21H22Cl2N4O2マロン酸塩
2か月前
JFEスチール株式会社
高炉の原料装入方法
4か月前
日本製鉄株式会社
高炉の操業方法
6か月前
日本製鉄株式会社
高炉の冷却構造
2か月前
日本製鉄株式会社
高炉の操業方法
5か月前
日本製鉄株式会社
鋼の製造方法
5か月前
大同特殊鋼株式会社
雰囲気熱処理炉
2か月前
日本製鉄株式会社
鋼の製造方法
3か月前
出光興産株式会社
熱処理油
1か月前
富士電子工業株式会社
クランクシャフト支持装置
6か月前
出光興産株式会社
熱処理油
3か月前
出光興産株式会社
熱処理油
3か月前
株式会社神戸製鋼所
出湯用スリーブ
4日前
日本製鉄株式会社
LF装置の操業方法
17日前
九州高周波熱錬株式会社
焼入れ装置
1か月前
日本製鉄株式会社
棒製品の製造方法
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ