TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025153318
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055745
出願日
2024-03-29
発明の名称
鍛造成形装置及び鍛造成形方法
出願人
大豊精機株式会社
代理人
弁理士法人中部国際特許事務所
主分類
B21J
5/12 20060101AFI20251002BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】成形ダイの型寿命を延ばすことができる鍛造成形装置を提供すること。
【解決手段】鍛造成形装置Kは、素材Mに鍛造成形を施す成形ダイSと、素材Mを成形方向にて前方に配置された成形ダイSに向けて押し込むパンチPと、を備え、成形ダイSが、鍛造成形後の製品Wの外形寸法よりも小さな外形寸法の素材Mに対し、鍛造成形に伴って素材Mに生じる材料流動のうち成形方向に直交する方向に沿った分流によって素材Mの外面を成形するものであり、素材Mから中間形状を有する中間成形物を成形する第一成形ダイS1と、中間成形物から中間形状の外形寸法よりも小さな外形寸法の最終形状を有する最終成形物である製品Wを成形する第二成形ダイS2と、を含む。
【選択図】図1
特許請求の範囲
【請求項1】
素材に鍛造成形を施す成形ダイと、
前記素材を成形方向にて前方に配置された前記成形ダイに向けて押し込むパンチと、を備え、
前記成形ダイが、
前記鍛造成形後の外形寸法よりも小さな外形寸法の前記素材に対し、前記鍛造成形に伴って前記素材に生じる材料流動のうち前記成形方向に直交する方向に沿った分流によって前記素材の外面を成形するものであり、
前記素材から中間形状を有する中間成形物を成形する第一成形ダイと、
前記中間成形物から前記中間形状の外形寸法よりも小さな外形寸法の最終形状を有する最終成形物を成形する第二成形ダイと、を含む、鍛造成形装置。
続きを表示(約 1,200 文字)
【請求項2】
前記第一成形ダイが、
前記素材に対して前記中間形状を成形する成形対象部分において前記成形方向に直交する方向に沿った前記素材の断面積に対する前記中間成形物の断面積の比を表す第一断面減少率が10%から40%となるように、前記素材に対して前記中間形状を成形し、
前記第二成形ダイが、
前記中間成形物に対して前記最終形状を成形する成形対象部分において前記成形方向に直交する方向に沿った前記中間成形物の断面積に対する前記最終成形物の断面積の比を表す第二断面減少率が10%から40%となるように、前記中間成形物に対して前記最終形状を成形する、請求項1に記載の鍛造成形装置。
【請求項3】
前記第一断面減少率が、
前記第二断面減少率よりも小さく設定された、請求項2に記載の鍛造成形装置。
【請求項4】
前記第一成形ダイが、
前記最終成形物の外形寸法よりも大きな外形寸法を有するように前記素材に前記中間形状を成形し、
前記第二成形ダイが、
前記中間成形物の前記中間形状に対して絞り加工を施して前記最終形状を成形する、請求項1に記載の鍛造成形装置。
【請求項5】
前記第一成形ダイと前記第二成形ダイとが、
前記成形方向に沿って直列に配置された、請求項1に記載の鍛造成形装置。
【請求項6】
前記成形方向にて後方に前記第一成形ダイが配置され、
前記成形方向にて前方に前記第二成形ダイが配置された、請求項5に記載の鍛造成形装置。
【請求項7】
前記第一成形ダイと前記第二成形ダイとが、
前記成形方向における前記中間成形物の大きさよりも長く離間するように配置された、請求項5に記載の鍛造成形装置。
【請求項8】
前記第一成形ダイが、
前記パンチによって押し込まれる前記素材を案内するガイド部と、
前記ガイド部によって案内された前記素材に前記鍛造成形を施す成形空間と、を有し、
前記第二成形ダイが、
前記パンチによって押し込まれる前記中間成形物を案内するガイド部と、
前記ガイド部によって案内された前記中間成形物に前記鍛造成形を施す成形空間と、を有する、請求項1に記載の鍛造成形装置。
【請求項9】
前記第二成形ダイの前記ガイド部の内形寸法のうちの少なくとも一部が、
前記第一成形ダイの前記成形空間に設定された内形寸法を有する、請求項8に記載の鍛造成形装置。
【請求項10】
前記中間成形物の前記中間形状及び前記最終成形物の前記最終形状が、
歯車形状であり、
前記歯車形状における周方向の歯幅に関して前記中間形状が前記最終形状よりも大きく、
前記歯車形状における径方向の歯高に関して前記中間形状が前記最終形状よりも大きい、請求項1に記載の鍛造成形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鍛造成形装置及び鍛造成形方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
従来から、例えば、特許文献1に開示された鍛造成形方法及び鍛造成形装置(以下、「鍛造成形方法等」と称呼する。)が知られている。従来の鍛造成形方法等は、一つの鍛造成形工程において、成形ダイの成形空間に押し込まれる前の素材の外径を拘束して成形空間に素材を押し込んで鍛造成形を施すようになっている。
【先行技術文献】
【特許文献】
【0003】
特開2019-38032号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の鍛造成形方法等においては、一つの鍛造成形工程において、外径を拘束した素材に鍛造成形を施して製品を成形する。この場合、成形ダイに押し込まれる前の素材の外径を拘束することによって、成形空間の内部において素材が据え込まれることを抑制して鍛造成形が施されるようになっている。
【0005】
しかしながら、一つの鍛造成形工程を経ることのみで製品の形状を成形する場合には、鍛造成形によって生じさせる材料流動が多く、即ち、成形量が多くなるため、成形荷重を低減させることには限度がある。その結果、鍛造成形に伴って成形ダイに負荷がかかり、型寿命が短くなる虞がある。従って、従来の鍛造成形方法等については、型寿命を延ばす点で、改良の余地がある。
【0006】
本発明の目的は、成形ダイの型寿命を延ばすことができる鍛造成形装置及び鍛造成形方法を提供することである。
【課題を解決するための手段】
【0007】
本発明の鍛造成形装置は、素材に鍛造成形を施す成形ダイと、素材を成形方向にて前方に配置された成形ダイに向けて押し込むパンチと、を備え、成形ダイが、鍛造成形後の外形寸法よりも小さな外形寸法の素材に対し、鍛造成形に伴って素材に生じる材料流動のうち成形方向に直交する方向に沿った分流によって素材の外面を成形するものであり、素材から中間形状を有する中間成形物を成形する第一成形ダイと、中間成形物から中間形状の外形寸法よりも小さな外形寸法の最終形状を有する最終成形物を成形する第二成形ダイと、を含む。
【0008】
又、本発明の鍛造成形方法は、上記した鍛造成形装置を用いて、第一成形ダイを用いて素材に鍛造成形を施すことによって素材から中間成形物を成形する第一鍛造成形工程と、第二成形ダイを用いて中間成形物に鍛造成形を施すことによって中間成形物から最終成形物を成形する第二鍛造成形工程と、を備える。
【発明の効果】
【0009】
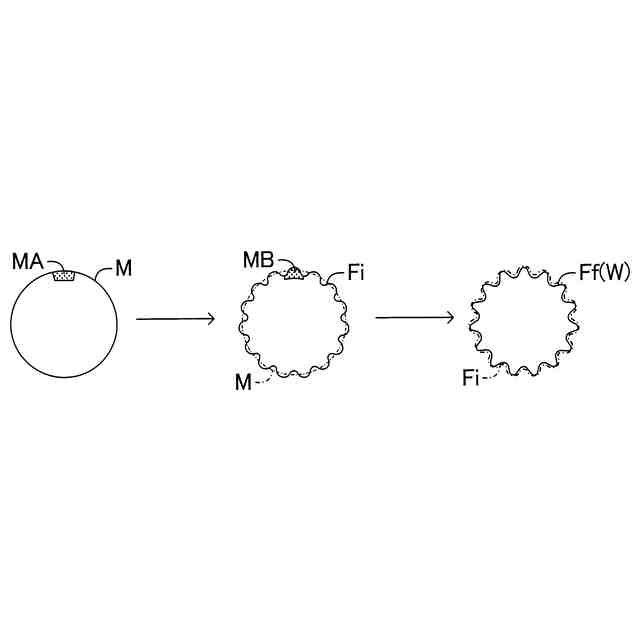
本発明によれば、第一鍛造成形工程において第一成形ダイを用いて成形後の中間成形物や最終成形物よりも外形寸法の小さい素材から中間形状を有する中間成形物を成形し、第二鍛造成形工程において第二成形ダイを用いて中間成形物から最終形状を有する最終成形物を成形することができる。これにより、一工程当たりの材料流動を少なく、即ち、成形量を少なくすることにより、成形荷重を低減することができ、その結果、鍛造成形に伴うダイへの負荷を低減して型寿命を延ばすことが可能になる。
【図面の簡単な説明】
【0010】
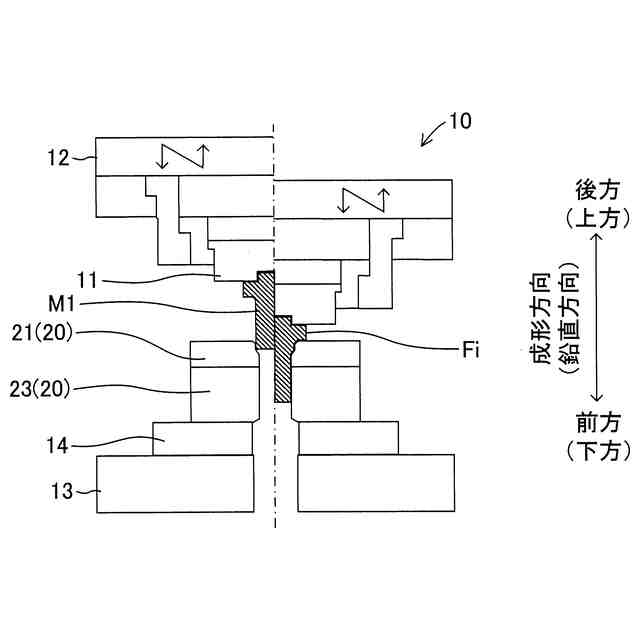
鍛造成形装置を説明するための図である。
中間成形物を説明するための図である。
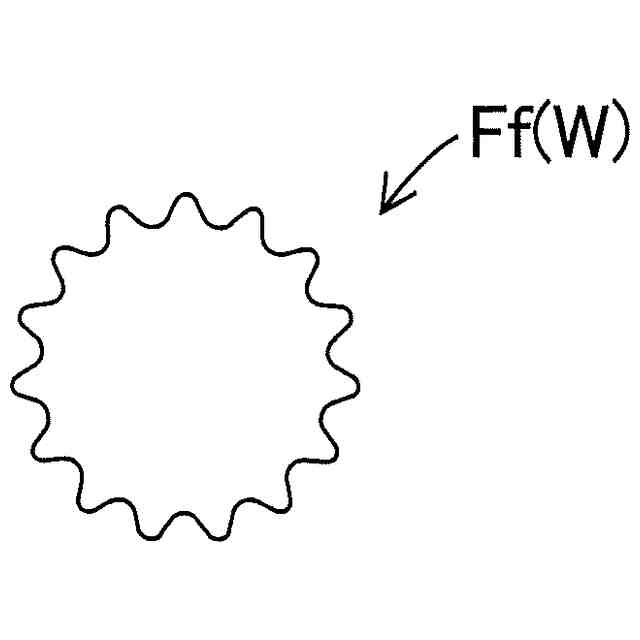
最終成形物(製品)を説明するための図である。
断面減少率を説明するための図である。
断面減少率の上下限を外れた場合の成形可否を説明するための図である。
第一実施例の第一鍛造成形工程を実施する鍛造成形装置を説明するための図である。
第一実施例の第二鍛造成形工程を実施する鍛造成形装置を説明するための図である。
第一実施例の素材を説明するための図である。
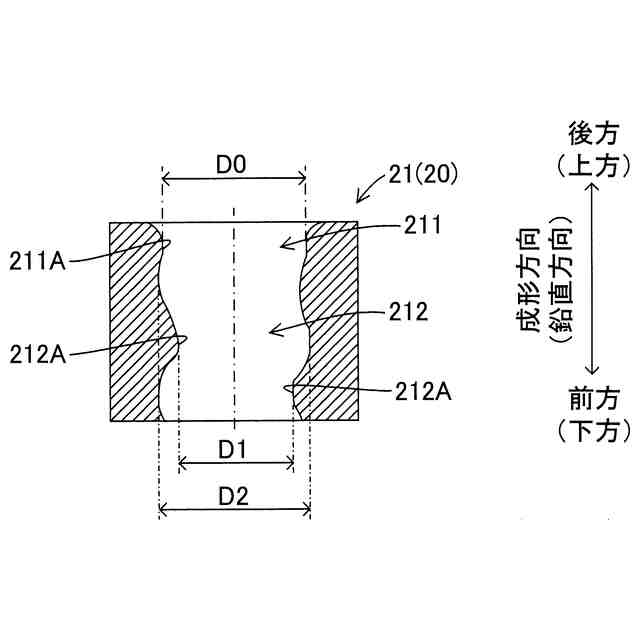
第一実施例の第一成形ダイを説明するための断面図である。
第一実施例の第二成形ダイを説明するための断面図である。
第一実施例の中間成形物を説明するための図である。
第一実施例の最終成形物(製品)を説明するための図である。
第一実施例の変形例に係る第二成形ダイを説明するための断面図である。
第一実施例の変形例に係る最終成形物(製品)を説明するための図である。
第二実施例の第一鍛造成形工程及び第二鍛造成形工程を実施する鍛造成形装置を説明するための図である。
第二実施例の素材を説明するための図である。
第二実施例の第一成形ダイを説明するための断面図である。
第二実施例の第二成形ダイを説明するための断面図である。
第二実施例の中間成形物を説明するための図である。
第二実施例の最終成形物(製品)を説明するための図である。
第二実施例の変形例に係る素材を説明するための図である。
第二実施例の変形例に係る中間成形物及び最終成形物(製品)の外形形状を説明するための図である。
第二実施例の変形例に係る第一鍛造成形工程及び第二鍛造成形工程を実施する鍛造成形装置を説明するための図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大豊精機株式会社
鍛造成形装置及び鍛造成形方法
1か月前
大豊精機株式会社
鍛造成形装置及び鍛造成形方法
1か月前
大豊精機株式会社
プレス成形方法、プレス成形装置、及び成形方法
8か月前
個人
鋼線の連続伸線方法
7日前
個人
ヘッダー加工機
5か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
トヨタ紡織株式会社
プレス装置
6か月前
株式会社アマダ
曲げ金型
2か月前
株式会社西田製作所
パンチャーヘッド
6か月前
トヨタ紡織株式会社
プレス金型
2か月前
工機ホールディングス株式会社
ニブラ
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
トヨタ紡織株式会社
プレス金型
5か月前
トヨタ自動車株式会社
打ち抜き加工装置
28日前
株式会社トラバース
パンチング加工装置
7か月前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
日鉄建材株式会社
成形装置
1か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
トヨタ紡織株式会社
プレス金型装置
6か月前
トヨタ自動車株式会社
鋼板部材の製造方法
29日前
トヨタ自動車株式会社
鋼板部材の製造方法
29日前
株式会社三明製作所
転造装置
2か月前
株式会社吉野機械製作所
プレス機械
5か月前
ユニプレス株式会社
プレス加工装置
3か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社TMEIC
制御システム
4か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社アマダ
ビード形成方法
23日前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ