TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025034619
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023141108
出願日
2023-08-31
発明の名称
プレス成形方法、プレス成形装置、及び成形方法
出願人
大豊精機株式会社
代理人
弁理士法人中部国際特許事務所
主分類
B21D
22/26 20060101AFI20250306BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】工程の複雑化を抑制しつつ、スプリングバックを抑制することができるプレス成形方法を提供する。
【解決手段】本発明は、プレス成形装置1Aを用いたプレス成形方法であって、天板部811と天板部811に対して所定回転方向に傾斜した斜壁部812とを備える予備成形品81に対して、天板部811を固定した状態で、天板部811から斜壁部812の先端面812bまでの斜壁部812の長さに相当する斜壁部812の板長が縮小する方向の力である端圧を斜壁部812の先端面812bに加えながら、斜壁部812を所定回転方向に曲げる特定曲げ工程S2を含む。
【選択図】図9
特許請求の範囲
【請求項1】
プレス成形装置を用いたプレス成形方法であって、
天板部と前記天板部に対して所定回転方向に傾斜した斜壁部とを備える予備成形品に対して、前記天板部を固定した状態で、前記天板部から前記斜壁部の先端面までの前記斜壁部の長さに相当する前記斜壁部の板長が縮小する方向の力である圧縮力を前記斜壁部の先端面に加えながら、前記斜壁部を前記所定回転方向に曲げる特定曲げ工程を含む、
プレス成形方法。
続きを表示(約 2,000 文字)
【請求項2】
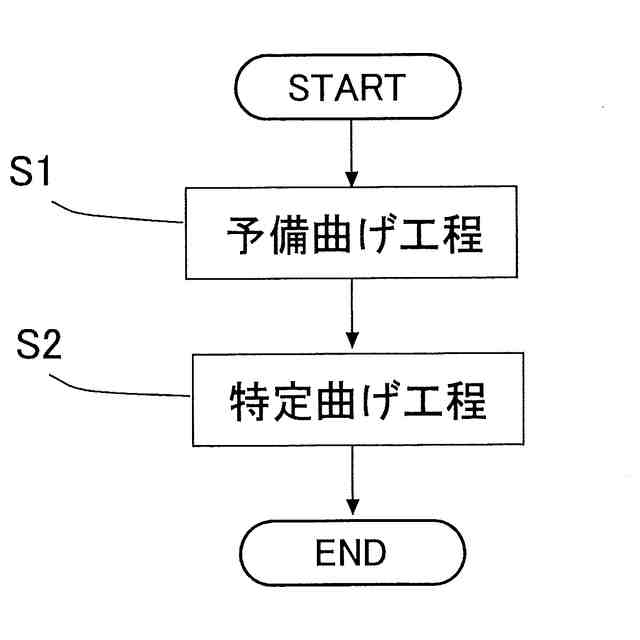
板材を前記所定回転方向に曲げて前記予備成形品を成形する予備曲げ工程と、
前記予備成形品から、前記天板部、前記天板部から湾曲した肩R部、及び前記天板部から前記肩R部を介して連続する縦壁部を備えるプレス成形品を成形するために、前記天板部を固定した状態で、前記斜壁部の先端面に前記圧縮力を加えながら、前記斜壁部を前記所定回転方向に曲げて前記肩R部及び前記縦壁部を成形する前記特定曲げ工程と、
を含む請求項1に記載のプレス成形方法。
【請求項3】
前記プレス成形装置は、
前記天板部に対応する頂面、前記肩R部に対応する肩面、及び前記縦壁部に対応する側壁面を有する金型部材と、
前記頂面に対向するように、前記頂面の所定方向の一方側に配置された押さえ部材と、
前記側壁面に対向し、前記縦壁部に対応する突き当て部材と、
前記突き当て部材を前記所定方向に交差する方向に移動させる駆動装置と、
を備え、
前記突き当て部材のうち前記縦壁部の先端位置に対応する位置には、前記金型部材に向けて突出した突出部が形成され、
前記特定曲げ工程では、
前記予備成形品の前記天板部が前記頂面と前記押さえ部材とにより挟み込まれた状態で、且つ前記突出部の前記所定方向の一方側の面である押圧面に前記斜壁部の先端面が当接した状態で、前記駆動装置が前記突き当て部材を前記側壁面に向けて移動させる、
請求項2に記載のプレス成形方法。
【請求項4】
前記金型部材のうち前記突出部に対応する部分には、前記突出部が進入可能な逃がし部が形成され、
前記特定曲げ工程では、
前記予備成形品の前記天板部が前記頂面と前記押さえ部材とにより挟み込まれた状態で、且つ前記突出部の前記押圧面に前記斜壁部の先端面が当接した状態で、前記駆動装置が前記突き当て部材を前記側壁面に向けて移動させ、前記突出部を前記逃がし部に進入させる、
請求項3に記載のプレス成形方法。
【請求項5】
前記予備曲げ工程では、前記斜壁部の先端面が前記所定方向の他方側を向くように、前記斜壁部の先端部を前記所定回転方向に曲げる、
請求項3に記載のプレス成形方法。
【請求項6】
前記特定曲げ工程では、前記斜壁部の先端面に加わる平均圧力が前記斜壁部の降伏応力に達するように、前記圧縮力が前記斜壁部の先端面に加えられる、
請求項1~5の何れか一項に記載のプレス成形方法。
【請求項7】
前記予備成形品には、前記圧縮力により圧縮される圧縮代が設けられており、
前記特定曲げ工程が実行される前の前記斜壁部の板長は、前記特定曲げ工程が実行された後の前記斜壁部の板長よりも大きい、
請求項1に記載のプレス成形方法。
【請求項8】
前記板材には、前記圧縮力により圧縮される圧縮代が設けられており、
前記斜壁部の板長は、前記肩R部及び前記縦壁部の板長よりも大きい、
請求項2~5の何れか一項に記載のプレス成形方法。
【請求項9】
天板部及び前記天板部に対して傾斜した斜壁部を備える予備成形品から、前記天板部、前記天板部から湾曲した肩R部、及び前記天板部から前記肩R部を介して連続する縦壁部を備えるプレス成形品を成形するプレス成形装置であって、
前記天板部に対応する頂面、前記肩R部に対応する肩面、及び前記縦壁部に対応する側壁面を有する金型部材と、
前記頂面に対向するように、前記頂面の所定方向の一方側に配置された押さえ部材と、
前記側壁面に対向し、前記縦壁部に対応する突き当て部材と、
前記突き当て部材を前記所定方向に交差する方向に移動させる駆動装置と、
を備え、
前記突き当て部材のうち前記縦壁部の先端位置に対応する位置には、前記金型部材に向けて突出した突出部が形成され、
前記突出部は、前記斜壁部を曲げて前記肩R部及び前記縦壁部を成形する際に、前記突出部の前記所定方向の一方側の面である押圧面が、前記斜壁部の先端面に当接するように形成されている、
プレス成形装置。
【請求項10】
前記駆動装置は、
前記予備成形品の前記天板部が前記頂面と前記押さえ部材とで挟み込まれた状態で、且つ前記斜壁部の先端面が前記突出部の前記押圧面に当接した状態で、前記突き当て部材を前記側壁面に向けて移動させ、
前記突出部の前記押圧面は、前記突き当て部材の移動に伴い、前記斜壁部の先端面に対して、前記天板部から前記斜壁部の先端面までの前記斜壁部の長さに相当する前記斜壁部の板長が縮小する方向に力を加えるように形成されている、
請求項9に記載のプレス成形装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形方法、プレス成形装置、及び成形方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
プレス成形方法として、例えば特開2014-4618号公報には、曲げ加工により断面がコの字形状の成形品を製造する方法が開示されている。このプレス成形方法は、金属素材をパンチとパッドで押圧した状態で、ダイを下降させて金属素材を曲げ成形する押し曲げ工程と、押し曲げ工程の後、ダイを斜め下方でパンチに近づく方向に移動して金属素材を曲げ成形する寄せ曲げ工程とを含んでいる。寄せ曲げ工程は、金属素材の幅方向先端をダイの縦壁と接触させながら行われる。
【先行技術文献】
【特許文献】
【0003】
特開2014-4618号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記加工方法は、例えば、板曲げにおいて問題となる曲げのスプリングバックの抑制を実現するものではない。曲げ成形を含むプレス成形において、従来から曲げのスプリングバックの抑制が望まれている。本発明の目的は、工程の複雑化を抑制しつつ、曲げのスプリングバックを抑制することができるプレス成形方法、プレス成形装置、及び成形方法を提供することである。
【課題を解決するための手段】
【0005】
本発明のプレス成形方法は、プレス成形装置を用いたプレス成形方法であって、天板部と前記天板部に対して所定回転方向に傾斜した斜壁部とを備える予備成形品に対して、前記天板部を固定した状態で、前記天板部から前記斜壁部の先端面までの前記斜壁部の長さに相当する前記斜壁部の板長が縮小する方向の力である圧縮力を前記斜壁部の先端面に加えながら、前記斜壁部を前記所定回転方向に曲げる特定曲げ工程を含む。
【0006】
本発明のプレス成形装置は、天板部及び前記天板部に対して傾斜した斜壁部を備える予備成形品から、前記天板部、前記天板部から湾曲した肩R部、及び前記天板部から前記肩R部を介して連続する縦壁部を備えるプレス成形品を成形するプレス成形装置であって、前記天板部に対応する頂面、前記肩R部に対応する肩面、及び前記縦壁部に対応する側壁面を有する金型部材と、前記頂面に対向するように、前記頂面の所定方向の一方側に配置された押さえ部材と、前記側壁面に対向し、前記縦壁部に対応する突き当て部材と、前記突き当て部材を前記所定方向に交差する方向に移動させる駆動装置と、を備え、前記突き当て部材のうち前記縦壁部の先端位置に対応する位置には、前記金型部材に向けて突出した突出部が形成され、前記突出部は、前記斜壁部を曲げて前記肩R部及び前記縦壁部を成形する際に、前記突出部の前記所定方向の一方側の面である押圧面が、前記斜壁部の先端面に当接するように形成されている。
【0007】
本発明の成形方法は、成形装置を用いて板材を曲げる成形方法であって、前記成形装置が、前記板材に対して前記板材の板長を縮小させる方向(縮小方向)に圧縮力を加えながら、曲げの回転軸線が前記板材の縮小方向に交差する方向に延びるように、前記板材を所定回転方向に曲げる。
【発明の効果】
【0008】
本発明のプレス成形方法によれば、斜壁部の先端面に圧縮力を加えながら斜壁部を曲げることで、斜壁部の曲げ部分の応力分布において、圧縮応力領域(曲げ内側部分)の圧縮応力が増大し、引張応力領域(曲げ外側部分)の引張応力が低下する。引張応力が低下することで、斜壁部の曲げ部分に発生する曲げモーメントは低下し、スプリングバック量も低下する。つまり、本発明のプレス成形方法によれば、スプリングバックは抑制される。また、斜壁部に対して「曲げ」と「圧縮力の付与」とが同時に(1工程で)行われることで、工程の複雑化も抑制することができる。また、本発明のプレス成形装置によれば、曲げ成形中に突出部が斜壁部の先端面に当接する構成であることから、上記特定曲げ工程を実行することが可能となる。したがって、上記方法と同様の効果が発揮される。
【0009】
本発明の成形方法によれば、曲げにより発生する板内の不均一な応力分布を均一な応力分布に近づけることができ、スプリングバックの発生を抑制することができる。
【図面の簡単な説明】
【0010】
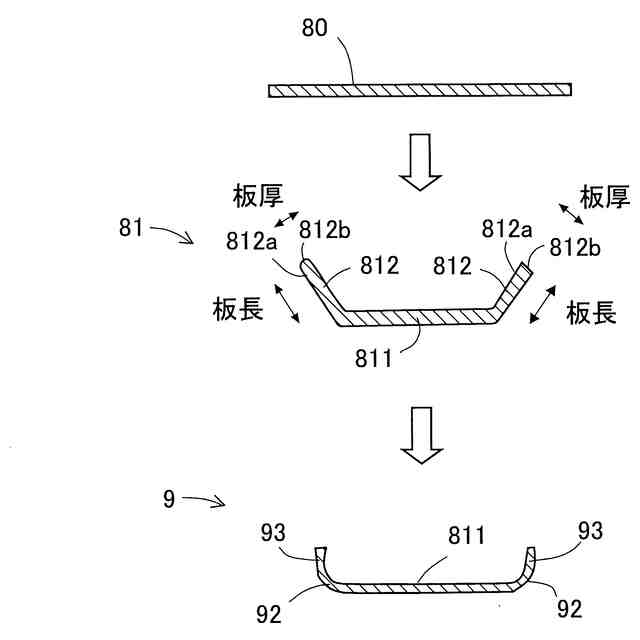
本実施形態の板材、予備成形品、及びプレス成形品の概念図である。
本実施形態のプレス成形方法のフローチャートである。
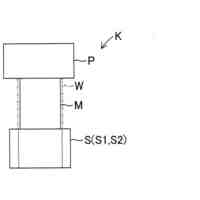
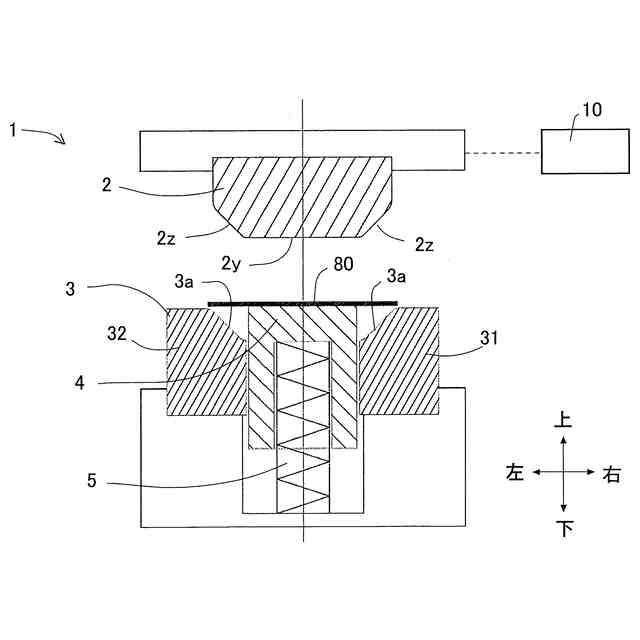
本実施形態のプレス成形装置(予備曲げ工程)の構成図である。
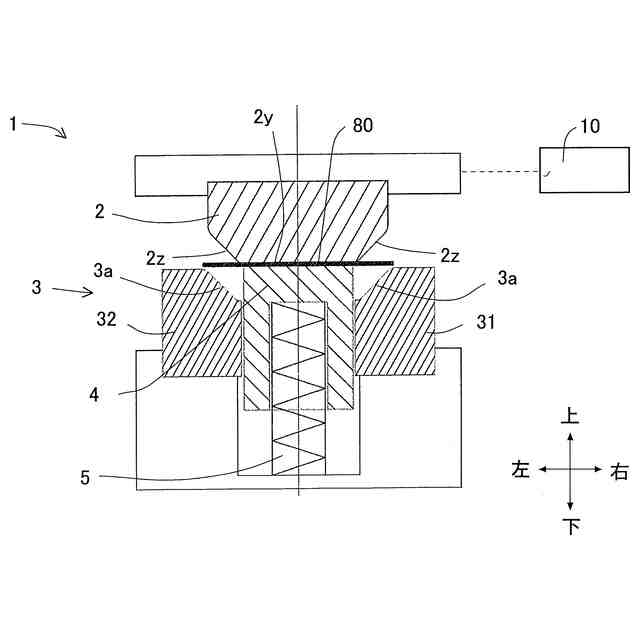
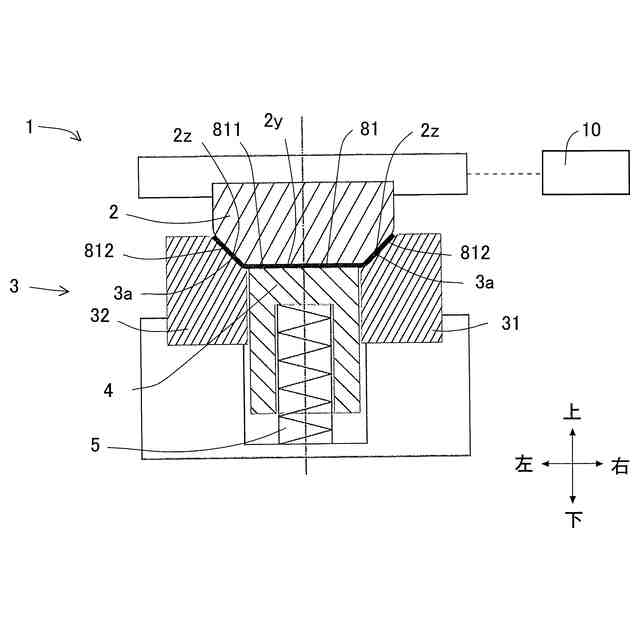
本実施形態のプレス成形装置(予備曲げ工程)の動きを説明するための概念図である。
本実施形態のプレス成形装置(予備曲げ工程)の動きを説明するための概念図である。
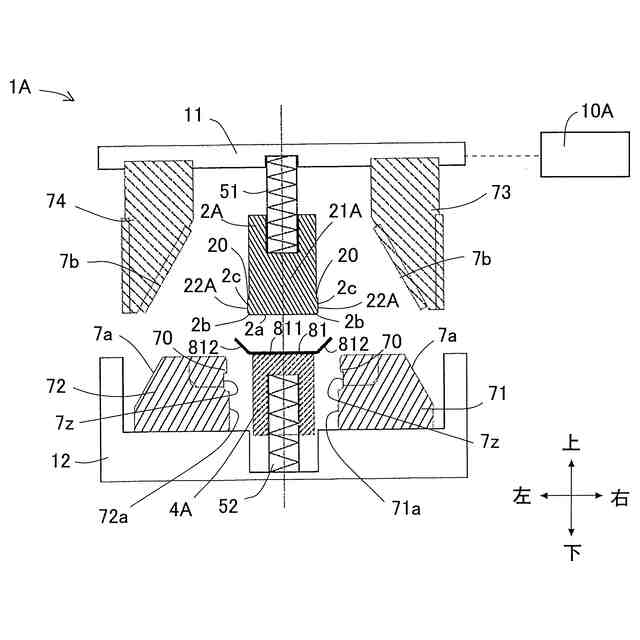
本実施形態のプレス成形装置(特定曲げ工程)の構成図である。
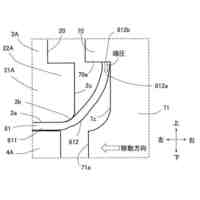
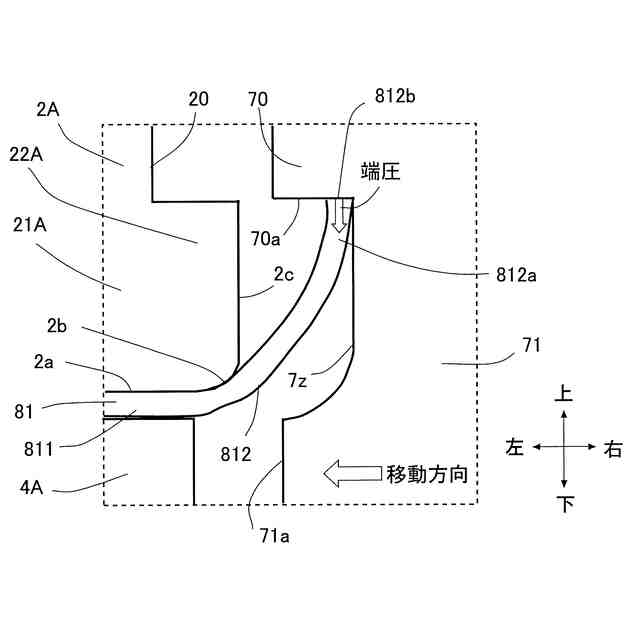
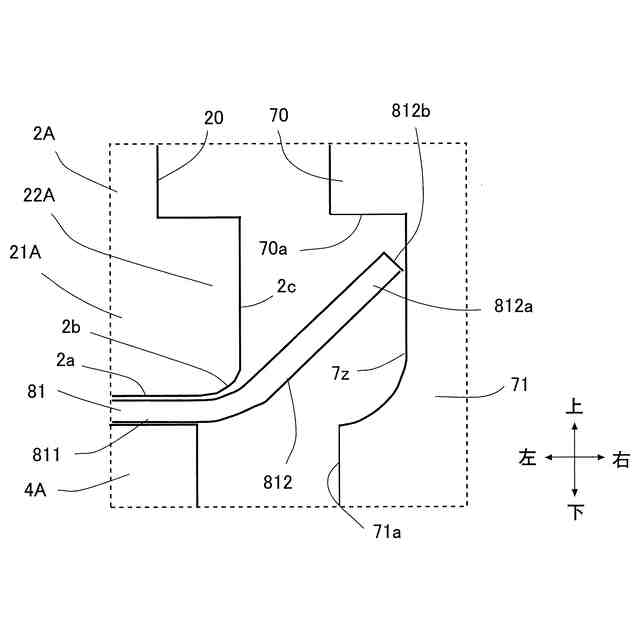
本実施形態のプレス成形装置(特定曲げ工程)の部分拡大概念図である。
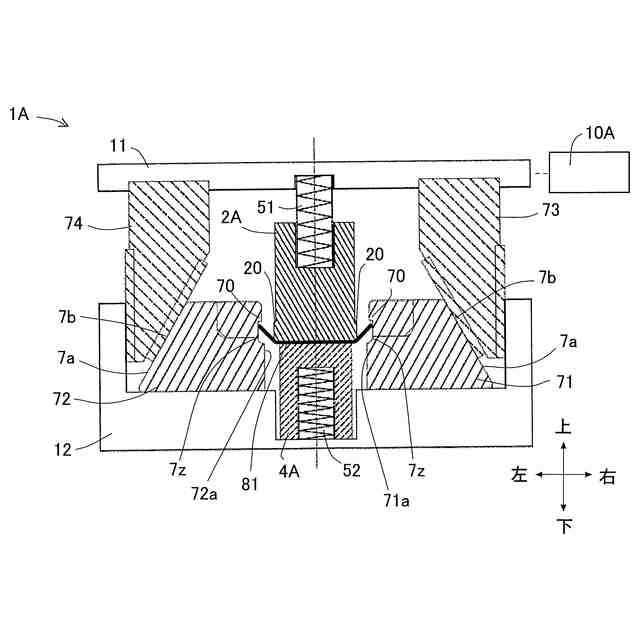
本実施形態のプレス成形装置(特定曲げ工程)の動きを説明するための概念図である。
本実施形態のプレス成形装置(特定曲げ工程)の部分拡大概念図である。
本実施形態のプレス成形装置(特定曲げ工程)の動きを説明するための概念図である。
本実施形態のプレス成形装置の変形態様の概念図である。
本実施形態のプレス成形装置の変形態様の概念図である。
本実施形態の予備成形品の別例の概念図である。
本実施形態のプレス成形装置(予備曲げ工程)の動きを説明するための概念図である。
従来のプレス成形品の応力状態を説明するための概念図である。
本実施形態のプレス成形品の応力状態を説明するための概念図である。
本実施形態のプレス成形品の変形を説明するための概念図である。
本実施形態で用いられる板材の形状の一例を示す平面図である。
本実施形態を説明するための概念図である。
本実施形態のプレス成形品の一例を示す斜視図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大豊精機株式会社
鍛造成形装置及び鍛造成形方法
1か月前
大豊精機株式会社
鍛造成形装置及び鍛造成形方法
1か月前
大豊精機株式会社
プレス成形方法、プレス成形装置、及び成形方法
8か月前
個人
鋼線の連続伸線方法
8日前
個人
ヘッダー加工機
5か月前
日東精工株式会社
中空軸部品の製造方法
4か月前
株式会社不二越
NC転造盤
4か月前
日伸工業株式会社
プレス加工装置
4か月前
オムロン株式会社
導線折り曲げ治具
2か月前
工機ホールディングス株式会社
ニブラ
6か月前
東栄工業株式会社
ダブルデッキヘミング金型
4か月前
トヨタ紡織株式会社
プレス金型
5か月前
株式会社アマダ
曲げ金型
2か月前
トヨタ紡織株式会社
プレス金型
2か月前
日鉄建材株式会社
成形装置
1か月前
トヨタ自動車株式会社
打ち抜き加工装置
29日前
株式会社アマダ
曲げ加工機
5か月前
トヨタ自動車株式会社
打ち抜き加工方法
6か月前
株式会社三明製作所
転造装置
2か月前
株式会社吉野機械製作所
プレス機械
5か月前
浙江飛剣工貿有限公司
二重片口の製造方法
5か月前
ユニプレス株式会社
プレス加工装置
3か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
トヨタ自動車株式会社
電磁鋼板の成形方法
4か月前
ユニオンツール株式会社
転造ダイスセット
4か月前
フジテック株式会社
金属棒曲げ工具
1か月前
トヨタ自動車株式会社
鋼板部材の製造方法
1か月前
株式会社TMEIC
誘導加熱装置
5か月前
株式会社TMEIC
制御システム
5か月前
JFEスチール株式会社
熱延鋼板の製造方法
3か月前
株式会社アマダ
プレスブレーキ
3か月前
東京精密発條株式会社
金属板の曲げ加工装置
2か月前
株式会社アマダ
ビード形成方法
24日前
トヨタ自動車株式会社
金属部材の製造方法
2か月前
日産自動車株式会社
金属板の曲げ加工方法
6か月前
共英製鋼株式会社
異形棒鋼の捻れ抑制方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ