TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025150405
公報種別
公開特許公報(A)
公開日
2025-10-09
出願番号
2024051257
出願日
2024-03-27
発明の名称
スポット溶接方法及びスポット溶接継手
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
11/36 20060101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、引張強さが1350MPa以上の高強度鋼板を用いた場合であっても、簡便に且つ効率よく溶接部の靭性を向上させることができ、優れた継手強度を得ることができる、スポット溶接方法及びスポット溶接継手を提供するものである。
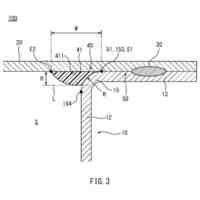
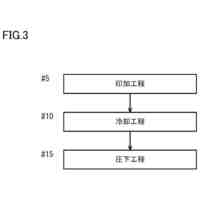
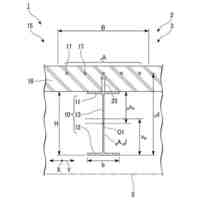
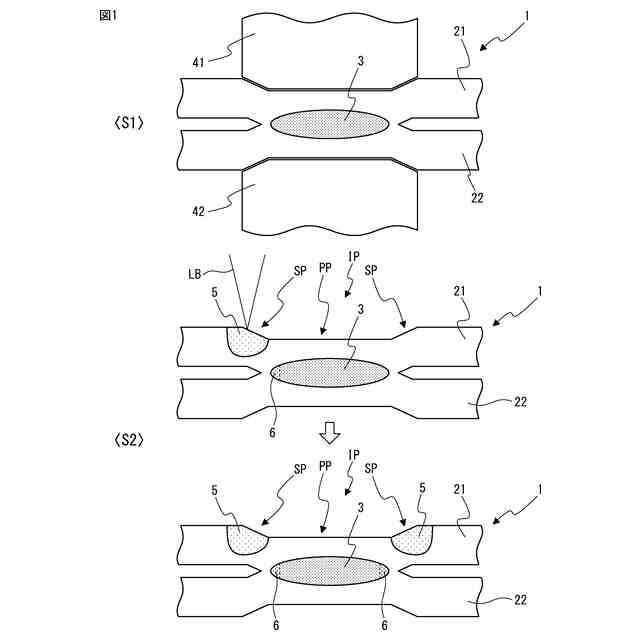
【解決手段】本発明のスポット溶接方法は、上板又は下板の少なくとも一方が1350MPa以上の引張強さを有する、非めっきの又はアルミめっきを有する高強度鋼板である、2枚以上の鋼板からなる板組に対してスポット溶接を行い、上記板組の重ね合わせ面にナゲット(3)を形成する第1工程(S1)と、上記高強度鋼板の表面に形成された圧痕部(IP)の肩部(SP)と重複する領域にレーザ照射を行い、上記高強度鋼板の板厚方向に非貫通である溶融凝固部(5)を形成することで、上記ナゲット(3)の端部(6)を焼き戻す第2工程(S2)と、を含むことを特徴とするものである。
【選択図】図1
特許請求の範囲
【請求項1】
2枚以上の鋼板からなる板組を対象とするスポット溶接方法であって、
前記板組のうち、上板又は下板の少なくとも一方が、1350MPa以上の引張強さを有する、非めっきの又はアルミめっきを有する高強度鋼板であり、
前記板組に対してスポット溶接を行い、前記板組の重ね合わせ面にナゲットを形成する第1工程と、
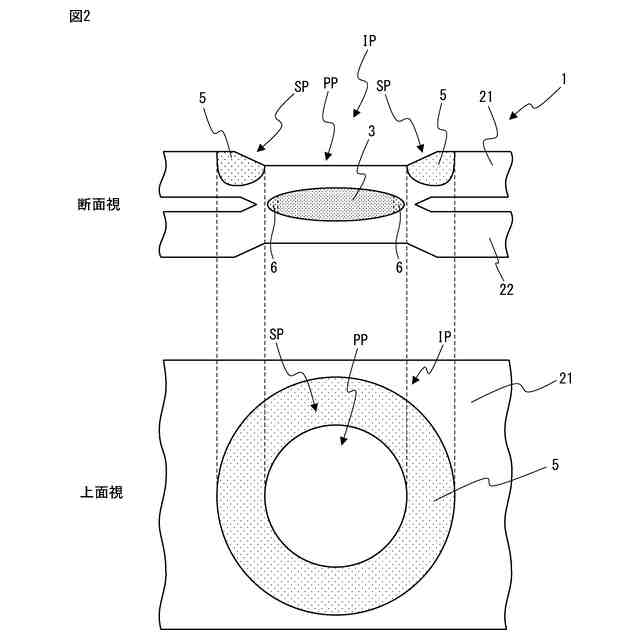
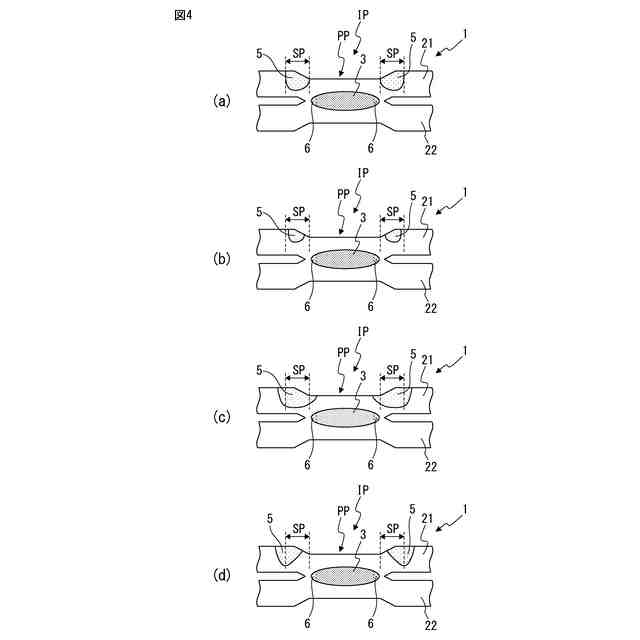
前記高強度鋼板の表面に形成された圧痕部の肩部と重複する領域にレーザ照射を行い、前記高強度鋼板の板厚方向に非貫通である溶融凝固部を形成することで、前記ナゲットの端部を焼き戻す第2工程と、
を含むことを特徴とする、スポット溶接方法。
続きを表示(約 870 文字)
【請求項2】
前記レーザ照射を行う領域が、上面視にて前記圧痕部の平坦部を囲むようなリング状の領域であることを特徴とする、請求項1に記載のスポット溶接方法。
【請求項3】
前記レーザ照射を行う領域が、上面視にて前記圧痕部の全域であることを特徴とする、請求項1に記載のスポット溶接方法。
【請求項4】
前記上板と前記下板の両方に前記レーザ照射を行うことを特徴とする、請求項1に記載のスポット溶接方法。
【請求項5】
前記溶融凝固部の前記板厚方向の深さが、前記高強度鋼板の板厚に対して20.0%以上の深さであることを特徴とする、請求項1に記載のスポット溶接方法。
【請求項6】
上板又は下板の少なくとも一方が、1350MPa以上の引張強さを有する、非めっきの又はアルミめっきを有する高強度鋼板である、2枚以上の鋼板によって構成されるスポット溶接継手であって、
前記2枚以上の鋼板の重ね合わせ面にナゲットを有し、
前記高強度鋼板の表面に形成された圧痕部の肩部と重複する領域に、前記高強度鋼板の板厚方向に非貫通である溶融凝固部が形成されているとともに、前記ナゲットの端部が焼き戻されていることを特徴とする、スポット溶接継手。
【請求項7】
前記溶融凝固部が、上面視にて前記圧痕部の平坦部を囲むようなリング状に形成されていることを特徴とする、請求項6に記載のスポット溶接継手。
【請求項8】
前記溶融凝固部が、上面視にて前記圧痕部の全域に形成されていることを特徴とする、請求項6に記載のスポット溶接継手。
【請求項9】
前記上板と前記下板の両方に前記溶融凝固部が形成されていることを特徴とする、請求項6に記載のスポット溶接継手。
【請求項10】
前記溶融凝固部の前記板厚方向の深さが、前記高強度鋼板の板厚に対して20.0%以上の深さであることを特徴とする、請求項6に記載のスポット溶接継手。
発明の詳細な説明
【技術分野】
【0001】
本発明は、スポット溶接方法及びスポット溶接継手に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
近年、自動車、家電製品、建材等の様々な分野で使用される鋼板において、高強度化が進められている。例えば、自動車分野においては、車体や部品を軽量化して燃費を向上させるために、板厚の薄い高強度鋼板の使用が増加している。
【0003】
さらに、自動車の車体や部品に用いられる高強度鋼板においては、非めっきの高強度鋼板だけでなく、防錆化の観点から、アルミ等の金属によって表面がめっきされた高強度鋼板も使用されている。
【0004】
一方、自動車の車体の組立や部品の取付けは、コストや製造効率の観点から、主にスポット溶接によって行われている。そして、このようなスポット溶接によって形成される溶接部の品質は、引張せん断強さ(TSS)や十字引張強さ(CTS)によって評価され、使用する母材の引張強さが増加するにつれて、TSSも高くなることが知られている。しかしながら、引張強さが780MPa以上の高強度鋼板を母材として使用する場合は、母材の引張強さが増加するにつれて、CTS等の剥離強度が低下する傾向がある。1350MPa以上では、より一段と剥離強度の低下傾向が顕著になる。
【0005】
一般に、CTSが低下する原因としては、ナゲット形成後の急冷によって硬質のマルテンサイト組織が形成されることにより、ナゲットの端部の靭性が低下するためと考えられている。このようにナゲットの端部の靭性が低下すると、ナゲットの端部から亀裂が進展し、脆性的な破壊が起こりやすくなる。
【0006】
そこで、このような脆性的な破壊が起こらないようにするために、ナゲット及びその周辺付近の組織を焼き戻して、靭性を改善する種々の手法が検討されている。そのような手法として、本通電によりナゲットを形成して一旦冷却した後、再度通電を行うことでナゲット及びその周辺付近を焼き戻すという、後通電法が知られている。
【0007】
例えば、特許文献1には、複数の鋼板部材の重ね合せ部に、ナゲットと、該ナゲットの周囲に形成される熱影響部と、該熱影響部内でビッカース硬さが最も低い最軟化部と、を有するスポット溶接部を抵抗スポット溶接により形成する抵抗スポット溶接工程と;ナゲットの中心部と、最軟化部との間に、焼き戻しマルテンサイトからなるとともにそのビッカース硬さが最軟化部のビッカース硬さを100%とした場合に120%以下である焼き戻し領域を形成する焼き戻し工程と;を備える、重ね合せ部の溶接方法が開示されている。この特許文献1に開示された方法によれば、スポット溶接部における剥離強度を向上することができる、とされている。
【0008】
また、特許文献2には、C含有量が、0.280%以上、0.700質量%以下である少なくとも1枚の鋼板を含む2枚以上の鋼板を重ね合わせた板組を、一対の電極で板厚方向に挟み込んで加圧しながら電流値I
1
(kA)で通電する第1通電工程と、該第1通電工程後、20ms以上200ms以下の時間t
c1
を無通電とする第1無通電工程と、該第1無通電工程後、式(1):0.60≦I
2
/I
1
≦1.10を満たす電流値I
2
(kA)及び式(2):50≦t
2
≦1000を満たす時間t
2
(ms)で通電する第2通電工程と、該第2通電工程後、式(3):t
c2
>3.5×10
-3
×Ms
2
-3.3×Ms+1100を満たす時間t
c2
(ms)が経過してから、上記通電した位置において、焼き戻し温度が350℃以上であり、かつ式(A):H=T×(logt
HT
+(17.7-5.8×[C]))によって算出される焼き戻しパラメータHが8000以上18000以下となる条件で焼き戻しを行う焼き戻し工程と、を含む、スポット溶接継手の製造方法が開示されている。この特許文献2に開示された方法によれば、炭素量が比較的高い鋼板を含む板組を用いる場合でも、単通電による抵抗スポット溶接を行う場合に比べ、継手強度を大きく向上させることができる、とされている。
【先行技術文献】
【特許文献】
【0009】
国際公開第2014/025063号
国際公開第2022/210749号
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、従来の後通電法では、所期の効果が得られる条件の範囲が狭い上、実際の生産現場で発生する様々な外乱に対して影響を受けやすい(すなわち、ロバスト性が低い)ことから、実際の生産現場への適用が困難であるのが実情である。なお、実際の生産現場で発生する外乱としては、例えば、チリの発生や電極の摩耗、電極の芯ずれ、鋼板間の板隙などが挙げられる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
2日前
日本製鉄株式会社
鋼部品
8日前
日本製鉄株式会社
床構造
17日前
日本製鉄株式会社
床構造
17日前
日本製鉄株式会社
ボルト
17日前
日本製鉄株式会社
剪断機
17日前
日本製鉄株式会社
鋼部品
8日前
日本製鉄株式会社
橋脚構造
6日前
日本製鉄株式会社
構造部材
27日前
日本製鉄株式会社
溶接継手
今日
日本製鉄株式会社
管理装置
1か月前
日本製鉄株式会社
鍛鋼ロール
7日前
日本製鉄株式会社
リクレーマ
1か月前
日本製鉄株式会社
耐火構造物
29日前
日本製鉄株式会社
耐火構造物
29日前
日本製鉄株式会社
耐火構造物
29日前
日本製鉄株式会社
鍛鋼ロール
7日前
日本製鉄株式会社
腐食センサ
6日前
日本製鉄株式会社
学習システム
9日前
日本製鉄株式会社
転炉精錬方法
27日前
日本製鉄株式会社
高Ni合金鋼
6日前
日本製鉄株式会社
高Ni合金鋼
6日前
日本製鉄株式会社
管理システム
6日前
日本製鉄株式会社
高Ni合金板
1か月前
日本製鉄株式会社
高炉の冷却構造
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
原油油槽用鋼材
2日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
高炉の操業方法
8日前
日本製鉄株式会社
溶鉄の製造方法
8日前
日本製鉄株式会社
鉄道車両用の台車
9日前
日本製鉄株式会社
鉄道車両用の車軸
今日
日本製鉄株式会社
鋼の連続鋳造方法
13日前
日本製鉄株式会社
合成梁及び床構造
27日前
日本製鉄株式会社
モールドパウダー
7日前
日本製鉄株式会社
合成梁及び床構造
27日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ