TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149596
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024050339
出願日
2024-03-26
発明の名称
包埋物または薄片の製造方法ならびに包埋物
出願人
株式会社カネカ
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
G01N
1/36 20060101AFI20251001BHJP(測定;試験)
要約
【課題】関節の周囲がバランスよく切出された薄片を得ることができる包埋物の製造方法を提供する。
【解決手段】本発明の一態様に係る製造方法は、第1骨および第2骨が関節を介して結合している組織の包埋物または薄片の製造方法である。この製造方法は、工程1:第1骨を包埋皿の底面に沿って配置する工程および工程2:底面に対する第2骨の位置を調節する工程を有する。
【選択図】図1
特許請求の範囲
【請求項1】
第1骨および第2骨が関節を介して結合している組織の包埋物または薄片の製造方法であって、下記工程を有する製造方法:
工程1:上記第1骨を包埋皿の底面に沿って配置する工程;
工程2:上記底面に対する上記第2骨の位置を調節する工程。
続きを表示(約 1,100 文字)
【請求項2】
下記工程をさらに有し:
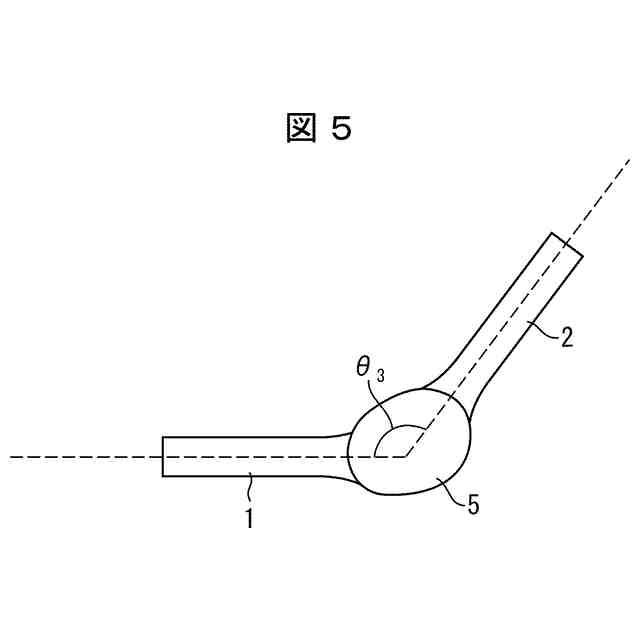
工程A:上記第1骨および上記第2骨が成す角の角度を調節する工程;
上記工程Aを、上記工程1よりも前、上記工程1と上記工程2との間、または上記工程2よりも後に実施する、
請求項1に記載の製造方法。
【請求項3】
上記工程2において、上記第1骨および上記第2骨が含まれる平面が、上記包埋皿の底面に対して実質的に垂直になるように、上記第2骨の位置を調節する、
請求項1に記載の製造方法。
【請求項4】
上記工程2よりも後に、下記工程3をさらに有し、
工程3:包埋物に包埋されている上記組織を、ミクロトームにより薄切する工程;
ここで、上記工程3において、
上記第1骨は、上記包埋物を規定する面のうち1つに沿って包埋されており、
上記包埋物を規定する面のうち1つに対して、上記ミクロトームの刃が斜交するように、上記組織を薄切する、
請求項1に記載の製造方法。
【請求項5】
上記工程2よりも後に、下記工程3をさらに有し、
工程3:包埋物に包埋されている上記組織を、ミクロトームにより薄切する工程;
ここで、上記工程3において、
上記刃の向きを、上記第1骨の長軸と斜交する方向とし、
上記刃の進行方向を、上記第1骨の長軸に沿った方向とする、
請求項1に記載の製造方法。
【請求項6】
上記関節は、屈曲・伸展運動ができる関節であり、
上記関節は、上記第1骨と上記第2骨が平角になるまで伸展できない、
請求項1に記載の製造方法。
【請求項7】
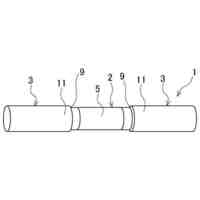
第1骨および第2骨が関節を介して結合している組織が、包埋剤の中に包埋されている包埋物であって、
上記第1骨は、上記包埋物を規定する面のうち1つに沿って包埋されている、
包埋物。
【請求項8】
上記面と上記第1骨との最短距離は、0~3mmである、
請求項7に記載の包埋物。
【請求項9】
上記包埋物を規定するいずれかの面と上記第1骨との最短距離をX、上記包埋物を規定するいずれかの面と上記第2骨との最短距離をYとすると、X<Yの関係が成立する、
請求項7に記載の包埋物。
【請求項10】
上記第1骨および上記第2骨は、下記のいずれかの条件を満たしている、請求項7に記載の包埋物:
(i)上記第1骨の方が上記第2骨よりも長い;
(ii)上記第1骨の方が上記第2骨よりも太い。
発明の詳細な説明
【技術分野】
【0001】
本発明は、包埋物または薄片の製造方法に関する。本発明はまた、包埋物に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
医学・生命科学分野において、薄片状の組織標本を作製する際には、通常、包埋剤に組織を包埋する。包埋技術を開示した特許文献の例として、特許文献1が挙げられる。
【先行技術文献】
【特許文献】
【0003】
特開昭59-183347号
【発明の概要】
【発明が解決しようとする課題】
【0004】
包埋した組織の薄片化には、ミクロトームなどの器具が使用される。通常、ミクロトームの刃と包埋物との位置関係は自由に決定できるものではなく、包埋物に対して限られた方向からしか刃を当てられない。そのため、所望の組織断面が含まれる薄片を得るためには、包埋物の中における組織の配置が重要である。
【0005】
関節を含む組織の薄片化においても、上述の理由により、包埋物の中における組織の配置が重要である。本発明者らの検討によると、この薄片を結合組織の病理モデル解析などに利用するためには、関節の周囲をバランスよく切出すことが肝要である。
【0006】
本発明の一態様は、関節の周囲がバランスよく切出された薄片を得ることができる包埋物の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明には、下記の態様が含まれる。
<1>
第1骨および第2骨が関節を介して結合している組織の包埋物または薄片の製造方法であって、下記工程を有する製造方法:
工程1:上記第1骨を包埋皿の底面に沿って配置する工程;
工程2:上記底面に対する上記第2骨の位置を調節する工程。
<2>
下記工程をさらに有し:
工程A:上記第1骨および上記第2骨が成す角の角度を調節する工程;
上記工程Aを、上記工程1よりも前、上記工程1と上記工程2との間、または上記工程2よりも後に実施する、
<1>に記載の製造方法。
<3>
上記工程2において、上記第1骨および上記第2骨が含まれる平面が、上記包埋皿の底面に対して実質的に垂直になるように、上記第2骨の位置を調節する、
<1>または<2>に記載の製造方法。
<4>
上記工程2よりも後に、下記工程3をさらに有し、
工程3:包埋物に包埋されている上記組織を、ミクロトームにより薄切する工程;
ここで、上記工程3において、
上記第1骨は、上記包埋物を規定する面のうち1つに沿って包埋されており、
上記包埋物を規定する面のうち1つに対して、上記ミクロトームの刃が斜交するように、上記組織を薄切する、
<1>~<3>のいずれかに記載の製造方法。
<5>
上記工程2よりも後に、下記工程3をさらに有し、
工程3:包埋物に包埋されている上記組織を、ミクロトームにより薄切する工程;
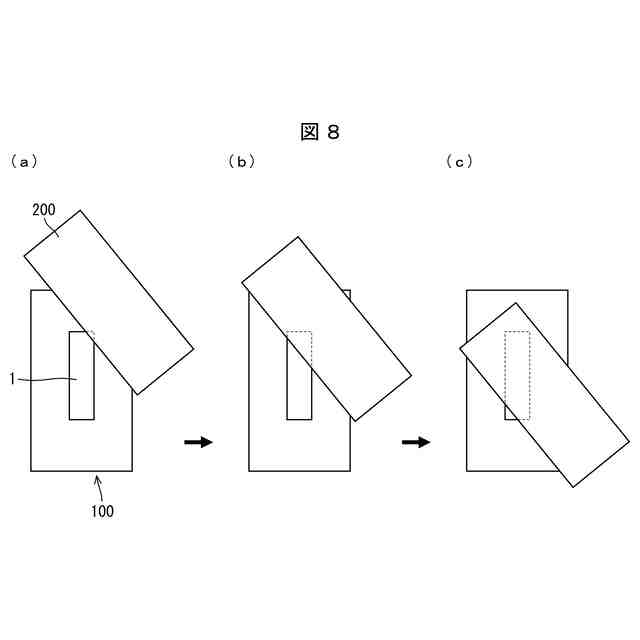
ここで、上記工程3において、
上記刃の向きを、上記第1骨の長軸と斜交する方向とし、
上記刃の進行方向を、上記第1骨の長軸に沿った方向とする、
<1>~<4>のいずれかに記載の製造方法。
<6>
上記関節は、屈曲・伸展運動ができる関節であり、
上記関節は、上記第1骨と上記第2骨が平角になるまで伸展できない、
<1>~<5>のいずれかに記載の製造方法。
<7>
第1骨および第2骨が関節を介して結合している組織が、包埋剤の中に包埋されている包埋物であって、
上記第1骨は、上記包埋物を規定する面のうち1つに沿って包埋されている、
包埋物。
<8>
上記面と上記第1骨との最短距離は、0~3mmである、
<7>に記載の包埋物。
<9>
上記包埋物を規定するいずれかの面と上記第1骨との最短距離をX、上記包埋物を規定するいずれかの面と上記第2骨との最短距離をYとすると、X<Yの関係が成立する、
<7>または<8>に記載の包埋物。
<10>
上記第1骨および上記第2骨は、下記のいずれかの条件を満たしている、<7>~<9>のいずれかに記載の包埋物:
(i)上記第1骨の方が上記第2骨よりも長い;
(ii)上記第1骨の方が上記第2骨よりも太い。
【発明の効果】
【0008】
本発明の一態様によれば、関節の周囲がバランスよく切出された薄片を得ることができる包埋物の製造方法が提供される。
【図面の簡単な説明】
【0009】
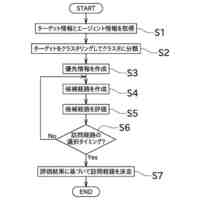
本発明の一態様に係る製造方法の概要を表すフローである。
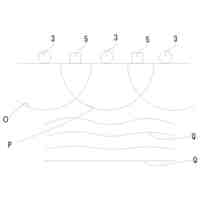
包埋皿に組織を配置する際における好適な例を表す図である。
工程1における第1骨の配置の例を表す図である。(a)は適切な配置の例であり、(b)および(c)は不適切な配置の例である。
工程2における第2骨の配置の例を表す図である。(a)および(b)は適切な配置の例であり、(c)および(d)は不適切な配置の例である。
工程Aにおける角度の調節の例を表す図である。
本発明の一態様に係る包埋物の要部を表す図である。
工程3における好適な薄切面の例を表す図である。
工程3における好適な薄切方向の例を表す図である。(a)から(c)にかけて薄切が進行している。
(a)は、実施例1に係る製造方法により薄片を作製したときの包埋物の切断面を表す像である。(b)は、比較例1に係る製造方法により薄片を作製したときの包埋物の切断面を表す像である。(c)は、実施例1に係る製造方法により作製した薄片から作製した組織標本を表す顕微鏡像である。
比較例1における組織の包埋方法を表す模式図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態の一例について詳細に説明するが、本発明は、下記の各実施形態に限定されず、請求項に示した範囲で種々の変更を施してよい。異なる実施形態に記載されている技術的手段を組合せた実施形態も、本発明の技術的範囲に含まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
高精度同時多点測定装置
1日前
個人
アクセサリー型テスター
2日前
長崎県
形状計測方法
2日前
コイト電工株式会社
座席濡れ検知装置
6日前
株式会社不二越
X線測定システム
1日前
住鉱潤滑剤株式会社
液体導電率測定装置
6日前
ミツミ電機株式会社
超音波風速計
6日前
株式会社トプコン
測定装置
6日前
東ソー株式会社
分離剤を充填したカラムの製造方法
2日前
マークテック株式会社
検査装置及び検査方法
6日前
株式会社サキコーポレーション
検査装置
2日前
キヤノン株式会社
測距装置
1日前
ミツミ電機株式会社
超音波風速計
2日前
住友ベークライト株式会社
材料の透過性評価方法
6日前
個人
マルチチャンネル二重循環ガス腐食試験装置
1日前
日本碍子株式会社
センサ素子及びガスセンサ
2日前
メディカテック株式会社
検体集約装置
2日前
川崎重工業株式会社
経路作成方法及び経路作成装置
6日前
トヨタ自動車株式会社
制御装置
6日前
スズキ株式会社
車両検査装置
1日前
株式会社関電工
ケーブル不具合箇所検知システム
6日前
日東精工株式会社
磁気式検査装置及びその良品判定方法
6日前
株式会社アイシン
ガス検出装置
6日前
住友理工株式会社
圧力センサ
6日前
株式会社鷺宮製作所
圧力センサ
2日前
アンリツ株式会社
物品検査装置
6日前
株式会社アイシン
環境認識装置
6日前
セイコーエプソン株式会社
センサーモジュール
2日前
ミツミ電機株式会社
超音波風速計、及び風速測定方法
6日前
株式会社トプコン
測量システム
6日前
KDDI株式会社
情報処理装置、方法及びプログラム
6日前
矢崎エナジーシステム株式会社
ガス検出装置
6日前
日本発條株式会社
介在物評価方法及び試験片の製造方法
6日前
ローム株式会社
パルス幅測定回路、パルス幅の測定方法
6日前
東京エレクトロン株式会社
温度センサ装置
2日前
株式会社一宮電機
バリアブルリラクタンス型角度検出器
1日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ