TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149465
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024050130
出願日
2024-03-26
発明の名称
残留応力付与方法及び残留応力が付与された鋼管
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
B21B
47/00 20060101AFI20251001BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鋼管の内面に圧縮残留応力を付与することができる残留応力付与方法を提供する。
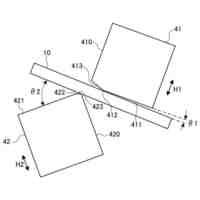
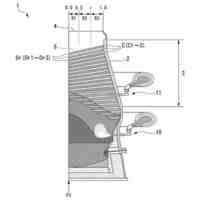
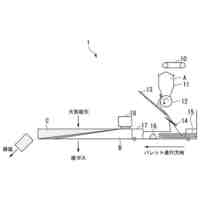
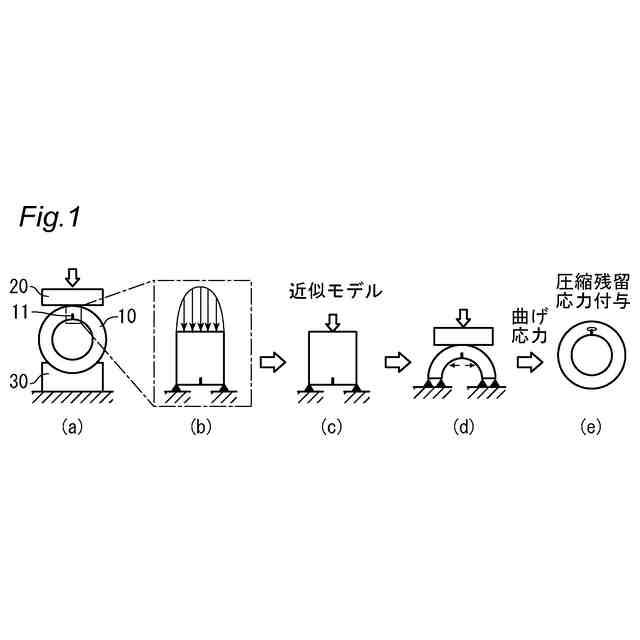
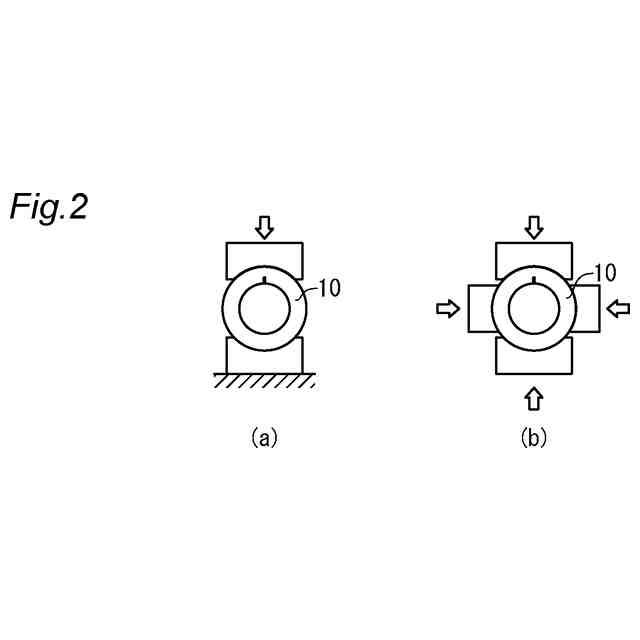
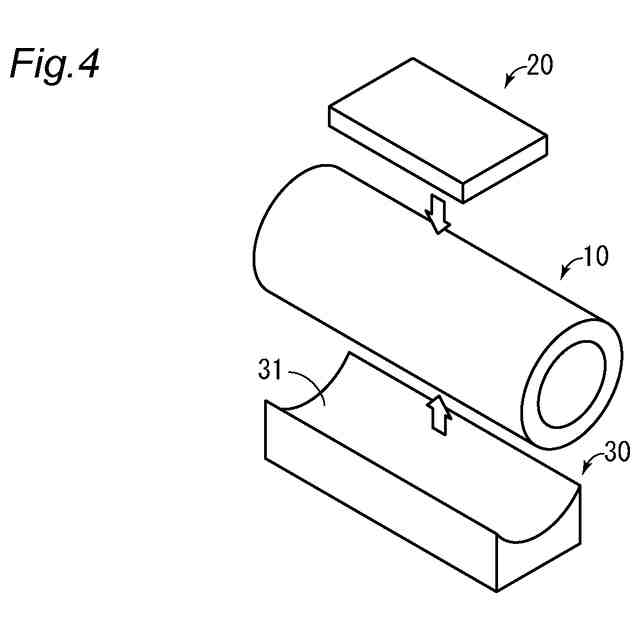
【解決手段】残留応力付与方法は、鋼管10の内面に圧縮残留応力を付与する残留応力付与方法であって、鋼管10の径方向の一方側に第1部材20、他方側に第2部材30を配置し、第1部材20と第2部材30とを接近させて鋼管10を径方向に圧縮する圧縮工程を備え、第1部材20は鋼管10の外面と線接触し、第2部材30は鋼管10の外面と面接触又は線接触する。
【選択図】図1
特許請求の範囲
【請求項1】
鋼管の内面に圧縮残留応力を付与する残留応力付与方法であって、
前記鋼管の径方向の一方側に第1部材、他方側に第2部材を配置し、前記第1部材と前記第2部材とを接近させて前記鋼管を径方向に圧縮する圧縮工程を備え、
前記第1部材は前記鋼管の外面と線接触し、
前記第2部材は前記鋼管の外面と面接触又は線接触する、残留応力付与方法。
続きを表示(約 850 文字)
【請求項2】
請求項1に記載の残留応力付与方法であって、
前記鋼管は、長手方向に延伸するしわ疵又は凹み部を内面に有する、残留応力付与方法。
【請求項3】
請求項1又は2に記載の残留応力付与方法であって、
前記第2部材は前記鋼管の外面と面接触する、残留応力付与方法。
【請求項4】
請求項1又は2に記載の残留応力付与方法であって、
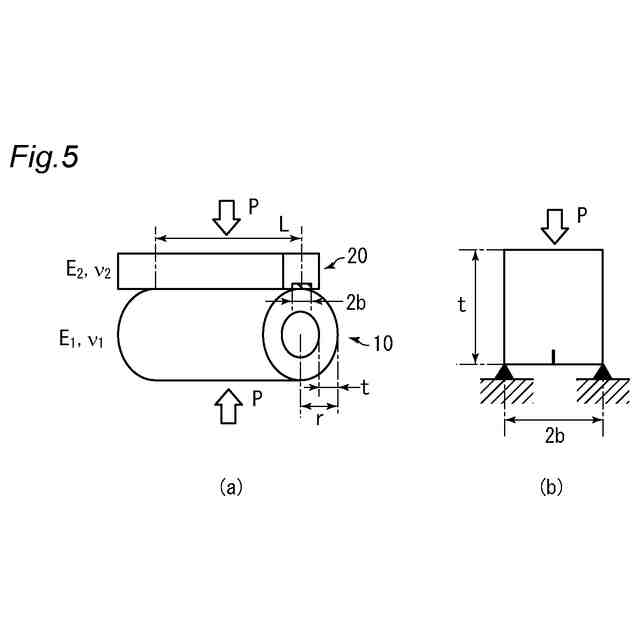
前記圧縮工程において前記鋼管の内面に生じる周方向応力の大きさが、前記鋼管の降伏応力よりも大きく前記鋼管の引張強さよりも小さい、残留応力付与方法。
【請求項5】
請求項1又は2に記載の残留応力付与方法であって、
前記鋼管の使用時に前記鋼管の内面に生じる相当応力の分布を計算する工程をさらに備え、
前記鋼管の内面に生じる最大相当応力の0.9倍以上の相当応力が生じる領域を対象として前記圧縮工程を行う、残留応力付与方法。
【請求項6】
請求項1又は2に記載の残留応力付与方法であって、
前記圧縮工程後に、前記鋼管の外面に残留応力を付与する工程をさらに備える、残留応力付与方法。
【請求項7】
長手方向に延伸するしわ疵又は凹み部を内面に有する鋼管であって、
前記しわ疵又は凹み部の近傍に、前記鋼管の降伏応力の0.8倍以上の大きさの圧縮残留応力が生じている、鋼管。
【請求項8】
請求項7に記載の鋼管であって、
前記圧縮残留応力が生じている領域の疲労限度が、前記圧縮残留応力が生じていない領域の疲労限度の1.1倍以上である、鋼管。
【請求項9】
請求項7又は8に記載の鋼管であって、
前記圧縮残留応力が生じていない領域の2×10
5
回時間強度の応力振幅で試験した際、前記圧縮残留応力が生じている領域の破断寿命が4×10
5
回以上である、鋼管。
発明の詳細な説明
【技術分野】
【0001】
本発明は、残留応力付与方法及び残留応力が付与された鋼管に関し、より詳しくは、鋼管の内面に圧縮残留応力を付与する残留応力付与方法、及び内面に圧縮残留応力が付与された鋼管に関する。なお本明細書において、「鋼管」は直線状の鋼管に限定されず、直線状の鋼管に曲げ加工や切削加工等を施して種々の形状にした部品(例えば中空スタビライザーや中空ドライブシャフト等)も「鋼管」に含まれる。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
鋼管に圧縮残留応力を付与して疲労特性を向上させる方法が知られている。例えば特開2007-127227号公報には、シームレスばね鋼管を用いてコイル状等に形成した中空体に、圧縮残留応力を付与する表面処理を施した中空ばねが開示されている。圧縮残留応力を付与するための表面処理として、窒化処理、浸炭焼入れ・焼戻し、ショットピーニング等が記載されている。
【0003】
特開2012-117652号公報には、直線状でかつ中空状のばね材の内面に向けて研磨材を吐出して吸引するブラスト処理を行うことにより、ばね材の内面を研磨して中空コイルばねの内面の傷を除去する、中空ばねの製造方法が開示されている。
【0004】
特開平2-104491号公報には、O(オー)プレス成形装置を用いて溶接・冷却後のステンレス鋼溶接管に直径絞りを与えて管の残留応力(引張残留応力)を軽減させるステンレス鋼溶接管の残留応力軽減方法が開示されている。
【0005】
国際公開第2022/168530号には、自緊処理(過大内圧を作用させることで内表面近傍を部分的に塑性変形させ、圧縮残留応力を生じさせる処理)によって内圧疲労特性を向上させた圧力配管用鋼管が開示されている。
【0006】
特開2010-117191号公報には、表面に欠陥を有する部材に過大応力を負荷してセッチングを行うことにより、欠陥の先端部に引張塑性変形領域を形成した後、過大応力を除荷して欠陥の先端部に圧縮残留応力場を形成することにより、部材の疲労限度を向上させる表面欠陥材の疲労強度向上方法が開示されている。
【0007】
非特許文献1には、ピーニングによって導入された残留応力と表面形態とが疲労限度に及ぼす効果を定量的に解明し、疲労限度を精密に予測したことが記載されている。
【先行技術文献】
【特許文献】
【0008】
特開2007-127227号公報
特開2012-117652号公報
特開平2-104491号公報
国際公開第2022/168530号
特開2010-117191号公報
【非特許文献】
【0009】
Shoichi Kikuchi et. al., "Combined effect of surface morphology and residual stress induced by fine particle and shot peening on the fatigue limit for carburized steels", International Journal of Fatigue, Volume 168, March 2023, 107441
【発明の概要】
【発明が解決しようとする課題】
【0010】
繰返し負荷を受ける鋼管において、鋼管の内面を起点として疲労破壊が起こる場合がある。鋼管の外面は、ショットピーニングやブラストによって表層部の硬さや疲労強度を制御できるのに対し、鋼管の内面は、部品形状によってはこれらの処理を施すことが困難な場合がある。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
棒鋼
今日
日本製鉄株式会社
棒鋼
今日
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
剪断機
1か月前
日本製鉄株式会社
鋼部品
今日
日本製鉄株式会社
鋼部品
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
橋脚構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
構造部材
2か月前
日本製鉄株式会社
溶接継手
6日前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
鍛鋼ロール
1か月前
日本製鉄株式会社
腐食センサ
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
学習システム
1か月前
日本製鉄株式会社
管理システム
1か月前
日本製鉄株式会社
高Ni合金鋼
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
原油油槽用鋼材
1か月前
日本製鉄株式会社
溶鉄の製造方法
22日前
日本製鉄株式会社
溶鉄の製造方法
22日前
日本製鉄株式会社
機械構造用部品
1日前
日本製鉄株式会社
金属材の製造方法
1か月前
日本製鉄株式会社
モールドパウダー
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
鋼矢板の製造方法
1か月前
日本製鉄株式会社
スラグの処理方法
1か月前
日本製鉄株式会社
鉄道車両用の台車
1か月前
日本製鉄株式会社
鉄鉱石の選別方法
1か月前
日本製鉄株式会社
鋼の連続鋳造方法
1か月前
日本製鉄株式会社
鉄道車両用の車軸
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ