TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149351
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024049945
出願日
2024-03-26
発明の名称
連続鋳造用ストッパーの製造方法
出願人
黒崎播磨株式会社
代理人
弁理士法人英和特許事務所
主分類
B22D
11/10 20060101AFI20251001BHJP(鋳造;粉末冶金)
要約
【課題】ノズルとの嵌合部又はその近傍から均一なガス吐出が可能な連続鋳造用ストッパーを製造する方法を提供する。
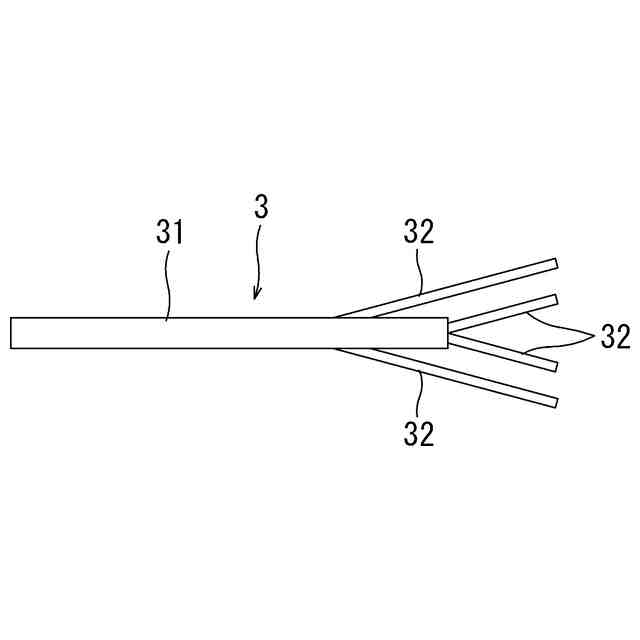
【解決手段】上下方向中心部にガスプールを有すると共に、このガスプールから、下方のノズルとの嵌合部又はその近傍の外表面に貫通するガス吐出用の貫通孔を複数有する連続鋳造用ストッパーにおける前記貫通孔を、熱処理により消失する物質からなる糸状消失体3よって形成する、連続鋳造用ストッパー1の製造方法において、糸状消失体3は、前記ガスプール側に位置する大断面部31と、前記外表面側に位置し、大断面部31より断面積の小さい小断面部32とを含み、大断面部31の長さが小断面部32の長さより長いことを特徴とする。
【選択図】図3
特許請求の範囲
【請求項1】
上下方向中心部にガスプールを有すると共に、このガスプールから、下方のノズルとの嵌合部又はその近傍の外表面に貫通するガス吐出用の貫通孔を複数有する連続鋳造用ストッパーにおける前記貫通孔を、熱処理により消失する物質からなる糸状消失体よって形成する、連続鋳造用ストッパーの製造方法において、
前記糸状消失体は、前記ガスプール側に位置する大断面部と、前記外表面側に位置し、前記大断面部より断面積の小さい小断面部とを含み、前記大断面部の長さが前記小断面部の長さより長いことを特徴とする連続鋳造用ストッパーの製造方法。
続きを表示(約 360 文字)
【請求項2】
前記小断面部は、前記大断面部から前記外表面側に向かって複数に分岐している、請求項1に記載の連続鋳造用ストッパーの製造方法。
【請求項3】
前記大断面部の断面積は、前記複数に分岐した小断面部の断面積の合計よりも大きい、請求項2に記載の連続鋳造用ストッパーの製造方法。
【請求項4】
前記小断面部の断面積は円の直径換算で0.1~0.8mmであり、前記大断面部の断面積は前記小断面部の断面積の2倍以上である、請求項1から3のいずれか一項に記載の連続鋳造用ストッパーの製造方法。
【請求項5】
前記小断面部の長さは10mm以上であり、前記大断面部の長さは前記小断面部の長さの1.5倍以上である、請求項1から3のいずれか一項に記載の連続鋳造用ストッパーの製造方法。
発明の詳細な説明
【技術分野】
【0001】
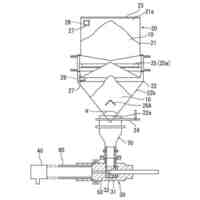
本発明は、溶鋼の連続鋳造において、主としてタンディッシュから鋳型に溶鋼を排出する際に、そのタンディッシュ底部に配設されているノズルに上方から嵌合することにより溶鋼の流量制御を行う、ガス吐出機能を備える連続鋳造用ストッパーの製造方法に関する。なお、本明細書では、連続鋳造用ストッパーのことを単にストッパーともいう。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
溶鋼の連続鋳造においてタンディッシュから鋳型に溶鋼を排出する際に溶鋼の流量制御を行うストッパーには、ノズルとの嵌合部への介在物付着等を防止する目的でガス吐出機能を備えるものがある。ノズルとの嵌合部では介在物が付着すると付着物が堆積、剥離し異物として鋳型内へ侵入することがある。また、ストッパーの開度変動が発生しやすくなり、その結果、鋳型内の湯面変動を誘発し、鋳型内のパウダーの巻き込みも発生しやすくなる。かかる付着物はガス吐出が不均一な場合、ガス吐出量の少ない部分に多く堆積し、剥離した異物が鋳片の品質を悪化させる。したがって、付着物の堆積、剥離を防止するうえで、均一なガス吐出はストッパーにとって重要な特性である。
【0003】
例えば特許文献1には、ストッパー先端部が多孔質の黒鉛含有カーボンボンド質耐火物からなるタンディッシュ用ストッパーが開示されている。
また特許文献2には、タンディッシュ用ストッパーの軸芯に対して水平方向にその内孔面より外面に向け放射状に0.1~0.5mmの貫通孔を複数個配設して成ることを特徴とするタンディッシュ用ストッパーが開示されている。
【0004】
特許文献1のように、強度の低い多孔質耐火物からガス吐出を行う場合、多孔質耐火物をストッパー先端部に配置する場合は問題ないものの、多孔質耐火物を嵌合部に配置すると、嵌合部でのノズルとの圧着時に発生する応力によって、ストッパーに亀裂、欠け等が発生することがある。そのため、嵌合部及びその近傍での付着物の堆積、剥離を防止するためにストッパーの嵌合部又はその近傍からガスを吐出する場合は、特許文献2に開示されているように小径の貫通孔から行うことが一般的である。
【0005】
ところが、特許文献3に「型内への原料投入時に固定した可燃体の位置ずれを生じたり、あるいは可燃体が細い繊維状のものであれば、屈曲してからみ合い、貫通孔として定位置に設定することは技術的に困難である」(2頁右上欄6~10行)と記載されているように、特許文献2に示されているような小径の貫通孔を設計通りに精度良く形成することは難度が高く、設計通りに貫通孔が形成されない場合には、各貫通孔から吐出されるガスの気泡径及び吐出量のばらつきからガス吐出が不均一となり、ガス吐出量の少ない部分では付着防止機能が不十分になることがある。
【0006】
特許文献3には、このような特許文献2の問題点を解決するため、「ラバープレス装置において、可燃糸製目抜き(すだれ状)織物でなる経糸が貫通孔形成軸方向に緯糸が貫通孔間隔保持円周方向に配設された円筒状貫通孔形成体を成形用芯金の先端に固定し、次いで型内に耐火物坏土を充填して成形し、その後焼成して前記可燃糸製目抜き(すだれ状)織物の円筒状貫通孔形成体を焼失させてガス吹込用細貫通孔を形成させることを特徴とするガス吹込型ストッパヘッドの製造法。」が開示されている。
【先行技術文献】
【特許文献】
【0007】
特公昭63-43185号公報
特公平6-73724号公報
特開平1-205857号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献3の製造方法では、上記の通り、可燃糸製目抜き(すだれ状)織物でなる経糸を貫通孔形成軸方向、すなわち上下方向に配置する。そのため貫通孔も上下方向に形成され、ガスはストッパーの先端中央部近傍から吐出される。言い換えると、特許文献3の製造方法で得られたストッパーにおいてガスは、先端中央部近傍から吐出されるのみで、付着物が堆積、剥離しやすい嵌合部又はその近傍からは吐出されない。
一方、特許文献3の製造方法において嵌合部又はその近傍からガス吐出するようにするには、「可燃糸製目抜き(すだれ状)織物でなる経糸」を末広がりの放射状に配置する必要があるが、そうすると、特に成形時に受ける応力等により「可燃糸製目抜き(すだれ状)織物でなる経糸」に屈曲等の変形、屈曲によるつぶれ、位置ずれ等が生じやすくなる。
【0009】
そこで本発明が解決しようとする課題は、ノズルとの嵌合部又はその近傍から均一なガス吐出が可能な連続鋳造用ストッパーを製造する方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明の一観点によれば、次の連続鋳造用ストッパーの製造方法が提供される。
上下方向中心部にガスプールを有すると共に、このガスプールから、下方のノズルとの嵌合部又はその近傍の外表面に貫通するガス吐出用の貫通孔を複数有する連続鋳造用ストッパーにおける前記貫通孔を、熱処理により消失する物質からなる糸状消失体よって形成する、連続鋳造用ストッパーの製造方法において、
前記糸状消失体は、前記ガスプール側に位置する大断面部と、前記外表面側に位置し、前記大断面部より断面積の小さい小断面部とを含み、前記大断面部の長さが前記小断面部の長さより長いことを特徴とする連続鋳造用ストッパーの製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
黒崎播磨株式会社
溶射装置
1か月前
黒崎播磨株式会社
目地材のシール性評価方法
1か月前
黒崎播磨株式会社
プレートれんがの製造方法
1か月前
黒崎播磨株式会社
高炉出銑孔充填用マッド材
1か月前
黒崎播磨株式会社
シリカ質キャスタブル耐火物
1か月前
黒崎播磨株式会社
連続鋳造用ストッパーの製造方法
1か月前
黒崎播磨株式会社
真空脱ガス炉用マグネシアカーボンれんがの製造方法
2か月前
個人
鋼の連続鋳造用鋳型
2か月前
個人
ピストンの低圧鋳造金型
6か月前
トヨタ自動車株式会社
押湯入子
3か月前
友鉄工業株式会社
錫プレート成形方法
2か月前
芝浦機械株式会社
成形システム
1か月前
大阪硅曹株式会社
無機中子用水性塗型剤
3か月前
日本製鉄株式会社
モールドパウダー
1か月前
トヨタ自動車株式会社
中子の製造方法
3か月前
株式会社キャステム
鋳造品の製造方法
7か月前
芝浦機械株式会社
射出装置及び成形機
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
山石金属株式会社
ガスアトマイズ装置
3か月前
トヨタ自動車株式会社
中子の製造方法
4か月前
トヨタ自動車株式会社
ケースの製造方法
5か月前
株式会社日本触媒
窒素被覆金属粒子の製造方法
4か月前
トヨタ自動車株式会社
鋳物砂の再生方法
4か月前
旭有機材株式会社
鋳型の製造方法
4か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
山石金属株式会社
アルミニウム含有粒子
1か月前
トヨタ自動車株式会社
突き折り棒
6か月前
愛知製鋼株式会社
継ぎ目なし管の製造方法
2か月前
トヨタ自動車株式会社
金型冷却構造
6か月前
芝浦機械株式会社
局部変圧装置及び成形機
1か月前
JFEミネラル株式会社
Ni合金粉
1か月前
芝浦機械株式会社
溶解保持炉
18日前
株式会社プロテリアル
金属付加製造物の製造方法
3か月前
住友金属鉱山株式会社
金粉の製造方法
2か月前
福田金属箔粉工業株式会社
Cu系粉末
5か月前
株式会社神戸製鋼所
炭素-銅含有粉末
6か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ