TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025148050
公報種別
公開特許公報(A)
公開日
2025-10-07
出願番号
2024048626
出願日
2024-03-25
発明の名称
電池製造装置および電池製造方法
出願人
カナデビア株式会社
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
H01M
50/105 20210101AFI20250930BHJP(基本的電気素子)
要約
【課題】ラミネート外装体の折り曲げによって電極体が損傷する可能性を低減する。
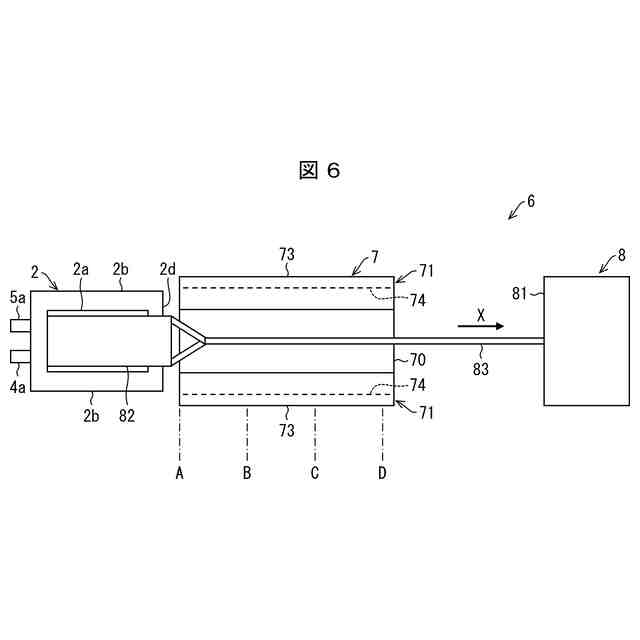
【解決手段】折り曲げ装置(6)は、電極体を収納した収納部(2a)を有するラミネート外装体(2)における収納部(2a)の外周に設けられた周縁部(2b)を折り曲げる。折り曲げ装置(6)は、周縁部(2b)が通過領域(74)を通過する間に、周縁部(2b)を、収納部(2a)の近傍の第1折り曲げ位置と、第1折り曲げ位置よりも収納部(2a)から遠い第2折り曲げ位置とで折り曲げる折り曲げ機構(7)と、ラミネート外装体(2)を移動させる移動機構(8)とを備える。折り曲げ機構(7)は、周縁部(2b)が通過領域(74)を進むに連れて第2折り曲げ位置における周縁部(2b)の折り曲げ角度が小さくなるように周縁部(2b)を折り曲げ、第2折り曲げ位置での周縁部(2b)の折り曲げに伴って第1折り曲げ位置で周縁部(2b)を折り曲げる。
【選択図】図6
特許請求の範囲
【請求項1】
電極体と、当該電極体を収納する収納部および当該収納部の外周に設けられた周縁部を有するラミネート外装体と、を備える電池を製造する電池製造装置であって、
前記周縁部が通過する通過領域を有し、前記周縁部が前記通過領域を通過する間に、前記周縁部の少なくとも一部を、前記収納部の近傍の第1折り曲げ位置と、当該第1折り曲げ位置よりも前記収納部から遠い第2折り曲げ位置とで折り曲げる折り曲げ機構と、
前記周縁部が前記通過領域を通過するように、前記折り曲げ機構と前記電極体を収納した前記ラミネート外装体とのいずれか一方を他方に対して移動させる移動機構と、を備え、
前記折り曲げ機構は、前記周縁部が前記通過領域を進むに連れて前記第2折り曲げ位置における前記周縁部の折り曲げ角度が小さくなるように前記周縁部を折り曲げ、前記第2折り曲げ位置での前記周縁部の折り曲げに伴って前記第1折り曲げ位置で前記周縁部を折り曲げる、電池製造装置。
続きを表示(約 1,400 文字)
【請求項2】
前記折り曲げ機構は、前記周縁部の前記折り曲げ角度が小さくなるに連れて、前記第2折り曲げ位置を前記収納部に近付ける、請求項1に記載の電池製造装置。
【請求項3】
前記折り曲げ機構は、前記第2折り曲げ位置を規定する溝と、当該溝と対向する位置に配置される凸構造とを有し、
前記通過領域は、前記溝と前記凸構造との間に形成される空間である、請求項1または2に記載の電池製造装置。
【請求項4】
前記折り曲げ機構は、前記第2折り曲げ位置を規定する溝を外周面に有する第1ローラと、当該溝と対向する位置に配置される凸構造を外周面に有する第2ローラとを有し、
前記通過領域は、前記溝と前記凸構造との間に形成される空間である、請求項1または2に記載の電池製造装置。
【請求項5】
前記第1ローラおよび前記第2ローラは、前記周縁部を挟持しながら回転することにより前記ラミネート外装体を移動させる、請求項4に記載の電池製造装置。
【請求項6】
前記折り曲げ機構は、前記第2折り曲げ位置を規定する溝を表面に有する第1ベルトと、当該溝と対向する位置に配置される凸構造を表面に有する第2ベルトとを有し、
前記通過領域は、前記溝と前記凸構造との間に形成される空間であり、
前記第1ベルトおよび前記第2ベルトは、前記第1ベルトおよび前記第2ベルトの移動速度を、前記周縁部および前記折り曲げ機構の相対速度と合せるように駆動される、請求項1または2に記載の電池製造装置。
【請求項7】
前記移動機構は、
第1ベルトと、
前記第1ベルトとともに前記周縁部を挟持して前記ラミネート外装体を移動させる第2ベルトとを有し、
前記第1ベルトは、前記第2ベルトと対向する第1対向面を有し、
前記第2ベルトは、前記第1ベルトと対向する第2対向面を有し、
前記折り曲げ機構は、
前記第1対向面の裏面側に配置され、前記第2折り曲げ位置を規定する溝を外周面に有する第1ローラと、
前記第2対向面の裏面側に配置され、当該溝と対向する位置に配置される凸構造を外周面に有する第2ローラとを有し、
前記通過領域は、前記第1対向面を介した前記溝と前記第2対向面を介した前記凸構造との間に形成される空間である、請求項1または2に記載の電池製造装置。
【請求項8】
電極体と、当該電極体を収納する収納部および当該収納部の外周に設けられた周縁部を有するラミネート外装体とを備える電池を製造する電池製造方法であって、
前記周縁部が通過する通過領域を有する折り曲げ機構において前記周縁部が前記通過領域を通過するように、前記折り曲げ機構と前記電極体を収納した前記ラミネート外装体とのいずれか一方を他方に対して移動させながら、前記周縁部の少なくとも一部を、前記収納部の近傍の第1折り曲げ位置と、当該第1折り曲げ位置よりも前記収納部から遠い第2折り曲げ位置とで折り曲げる折り曲げ工程を含み、
前記折り曲げ工程において、前記周縁部が前記通過領域を進むに連れて前記第2折り曲げ位置における前記周縁部の折り曲げ角度が小さくなるように前記周縁部を折り曲げ、前記第2折り曲げ位置での前記周縁部の折り曲げに伴って前記第1折り曲げ位置で前記周縁部を折り曲げる、電池製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電池製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
発電要素としての電極体は、通常、外装体により封止されて電池として提供される。例えば、特許文献1には、ラミネートフィルム製の外装体(ラミネート外装体)を用い、電極体を収納したラミネート外装体の周縁部を折り曲げてシール部を形成する電池の製造装置が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2023-59425号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記の製造装置では、ラミネート外装体の周縁部を1箇所で折り曲げるため、折り曲げにより周縁部に生じる力がラミネート外装体の収納部に作用し、その力により収納部に収納された電極体が損傷するおそれがある。
【0005】
本発明の一態様は、ラミネート外装体の折り曲げによって電極体が損傷する可能性を低減することを目的とする。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本発明の一態様に係る電池製造装置は、電極体と、当該電極体を収納する収納部および当該収納部の外周に設けられた周縁部を有するラミネート外装体と、を備える電池を製造する電池製造装置であって、前記周縁部が通過する通過領域を有し、前記周縁部が前記通過領域を通過する間に、前記周縁部の少なくとも一部を、前記収納部の近傍の第1折り曲げ位置と、当該第1折り曲げ位置よりも前記収納部から遠い第2折り曲げ位置とで折り曲げる折り曲げ機構と、前記周縁部が前記通過領域を通過するように、前記折り曲げ機構と前記電極体を収納した前記ラミネート外装体とのいずれか一方を他方に対して移動させる移動機構と、を備え、前記折り曲げ機構は、前記周縁部が前記通過領域を進むに連れて前記第2折り曲げ位置における前記周縁部の折り曲げ角度が小さくなるように前記周縁部を折り曲げ、前記第2折り曲げ位置での前記周縁部の折り曲げに伴って前記第1折り曲げ位置で前記周縁部を折り曲げる。
【0007】
上記の課題を解決するために、本発明の一態様に係る電池製造方法は、電極体と、当該電極体を収納する収納部および当該収納部の外周に設けられた周縁部を有するラミネート外装体とを備える電池を製造する電池製造方法であって、前記周縁部が通過する通過領域を有する折り曲げ機構において前記周縁部が前記通過領域を通過するように、前記折り曲げ機構と前記電極体を収納した前記ラミネート外装体とのいずれか一方を他方に対して移動させながら、前記周縁部の少なくとも一部を、前記収納部の近傍の第1折り曲げ位置と、当該第1折り曲げ位置よりも前記収納部から遠い第2折り曲げ位置とで折り曲げる折り曲げ工程を含み、前記折り曲げ工程において、前記周縁部が前記通過領域を進むに連れて前記第2折り曲げ位置における前記周縁部の折り曲げ角度が小さくなるように前記周縁部を折り曲げ、前記第2折り曲げ位置での前記周縁部の折り曲げに伴って前記第1折り曲げ位置で前記周縁部を折り曲げる。
【発明の効果】
【0008】
本発明の一態様によれば、ラミネート外装体の折り曲げによって電極体が損傷する可能性を低減することができる。
【図面の簡単な説明】
【0009】
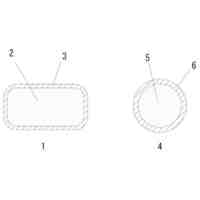
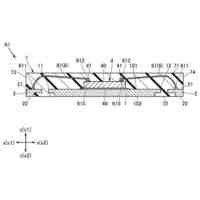
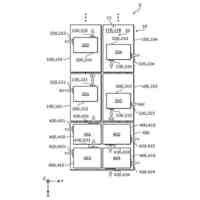
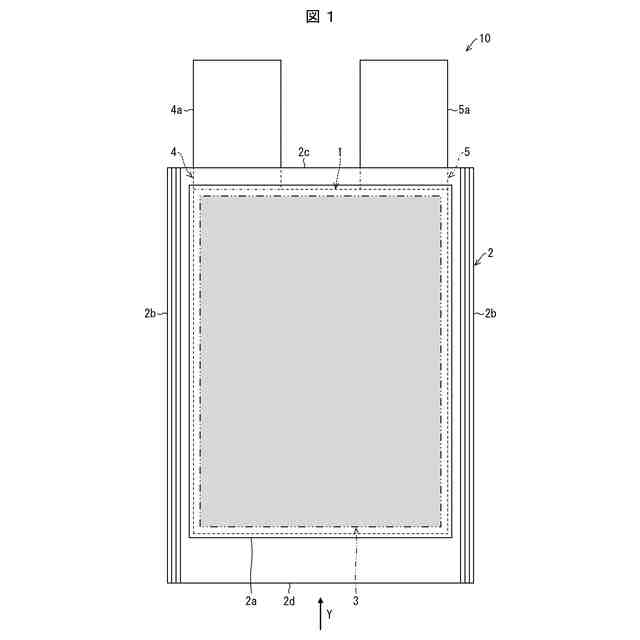
本発明の各実施形態に関係する全固体電池の構成を示す平面図である。
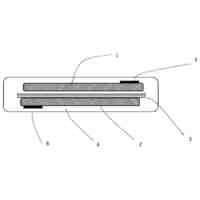
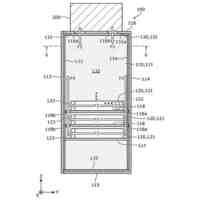
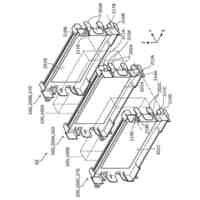
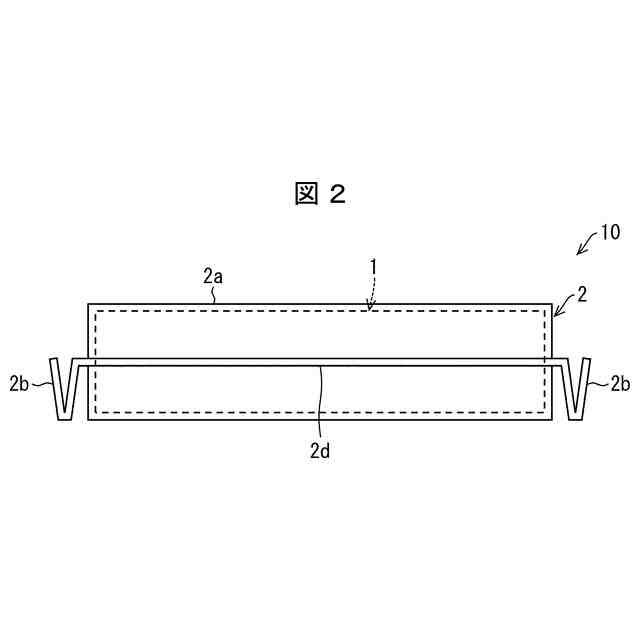
上記全固体電池の構成を示す側面図である。
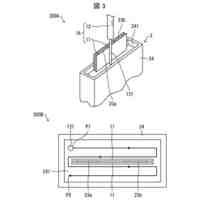
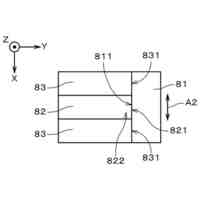
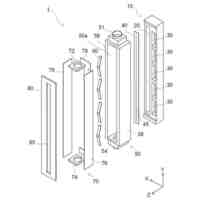
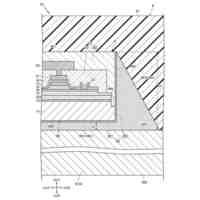
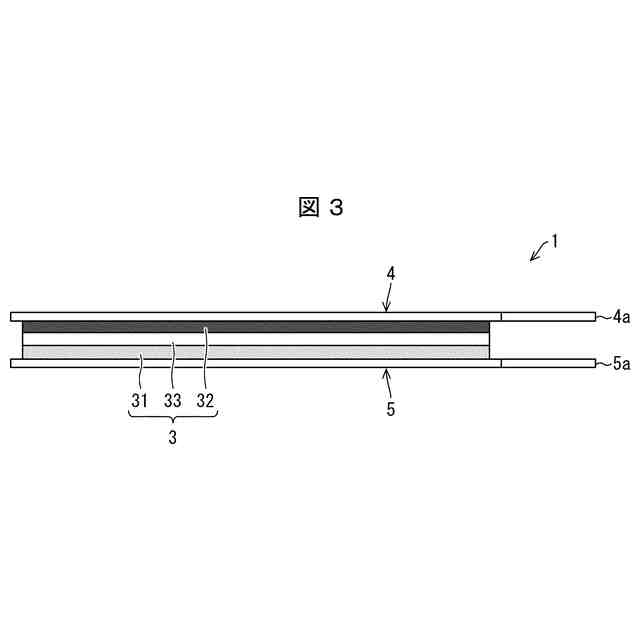
上記全固体電池が有する電池ユニットの構造を示す側面図である。
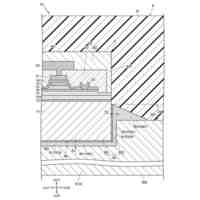
上記全固体電池が備えるラミネート外装体の周縁部が折り曲げられる前の上記全固体電池の状態を示す平面図である。
上記ラミネート外装体の周縁部が折り曲げられる前の上記全固体電池の状態を示す側面図である。
本発明の実施形態1に係る折り曲げ装置の構成を示す平面図である。
上記折り曲げ装置が備える折り曲げ機構の構成を示す斜視図である。
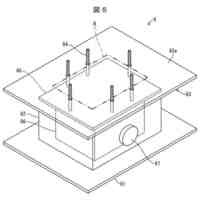
上記折り曲げ装置が備える固定機構の構成を示す側面図である。
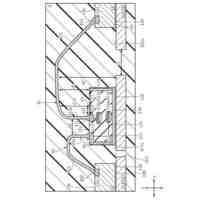
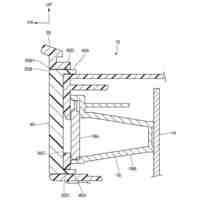
上記折り曲げ装置の折り曲げ構造部の構成および当該折り曲げ構造部による上記ラミネート外装体の周縁部を折り曲げる工程を示す図である。
上記折り曲げ機構における第2折り曲げ位置の上記ラミネート外装体の進行位置に対する変化を示す図である。
本発明の実施形態2に係る折り曲げ装置の構成を示す平面図である。
実施形態2に係る折り曲げ装置の構成を示す側面図である。
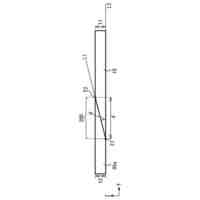
本発明の実施形態3に係る折り曲げ装置の構成を示す側面図である。
本発明の実施形態4に係る折り曲げ装置の構成を示す側面図である。
【発明を実施するための形態】
【0010】
〔全固体電池〕
以下、本発明の各実施形態に関連する全固体電池について説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
カナデビア株式会社
サクション基礎
16日前
カナデビア株式会社
封止装置および電池製造方法
22日前
カナデビア株式会社
全固体電池およびその製造方法
17日前
カナデビア株式会社
電池製造装置および電池製造方法
18日前
カナデビア株式会社
電池製造装置および電池製造方法
22日前
カナデビア株式会社
情報処理装置および情報管理システム
15日前
カナデビア株式会社
積層型電池および積層型電池の製造方法
16日前
カナデビア株式会社
全固体電池の製造方法および電池製造装置
16日前
カナデビア株式会社
線形摩擦接合方法および線形摩擦接合装置
17日前
カナデビア株式会社
吸収転換触媒及び炭化水素化合物の製造方法
1か月前
カナデビア株式会社
情報処理装置、学習方法、および学習プログラム
15日前
カナデビア株式会社
情報処理装置、学習方法、および学習プログラム
18日前
カナデビア株式会社
異常検知システム、異常検知方法、及び制御プログラム
26日前
カナデビア株式会社
樹脂シートの押出成形装置及び樹脂シートの押出成形方法
1か月前
カナデビア株式会社
制御装置、水電解システム、制御方法および制御プログラム
16日前
カナデビア株式会社
情報処理装置、情報処理プログラム、情報処理システムおよび情報端末装置
15日前
カナデビア株式会社
スケジュール管理装置、スケジュール管理方法、及びスケジュール管理プログラム
24日前
国立大学法人 奈良先端科学技術大学院大学
データ作成システムおよびデータ作成方法
1か月前
東ソー株式会社
絶縁電線
3日前
APB株式会社
蓄電セル
1日前
個人
フレキシブル電気化学素子
15日前
ローム株式会社
半導体装置
22日前
ローム株式会社
半導体装置
24日前
株式会社ユーシン
操作装置
15日前
ローム株式会社
半導体装置
24日前
ローム株式会社
半導体装置
2日前
日新イオン機器株式会社
イオン源
11日前
ローム株式会社
半導体装置
17日前
ローム株式会社
半導体装置
24日前
株式会社GSユアサ
蓄電設備
15日前
太陽誘電株式会社
全固体電池
22日前
株式会社GSユアサ
蓄電設備
15日前
オムロン株式会社
電磁継電器
16日前
太陽誘電株式会社
コイル部品
15日前
個人
半導体パッケージ用ガラス基板
25日前
株式会社GSユアサ
蓄電装置
22日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ