TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025149150
公報種別
公開特許公報(A)
公開日
2025-10-08
出願番号
2024049612
出願日
2024-03-26
発明の名称
線形摩擦接合方法および線形摩擦接合装置
出願人
カナデビア株式会社
,
国立大学法人大阪大学
代理人
弁理士法人松阪国際特許事務所
,
個人
,
個人
,
個人
主分類
B23K
20/12 20060101AFI20251001BHJP(工作機械;他に分類されない金属加工)
要約
【課題】線形摩擦接合において、強度差が大きい2つの部材を適切に接合する。
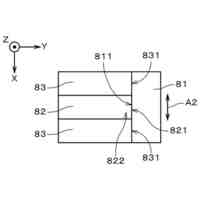
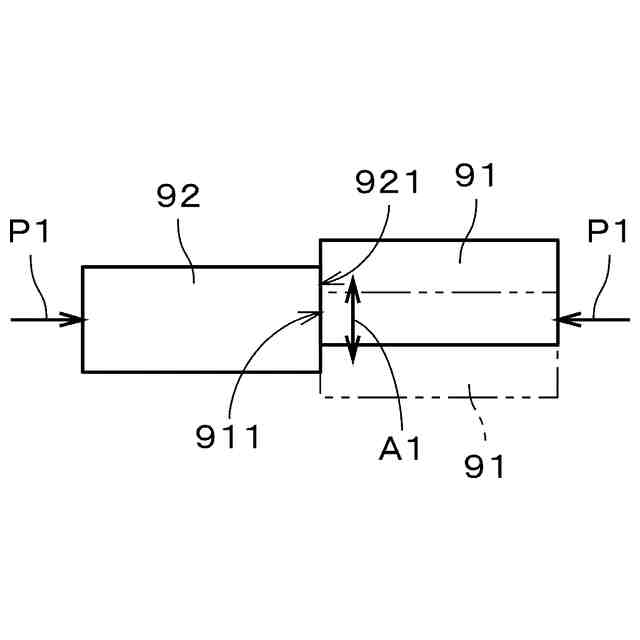
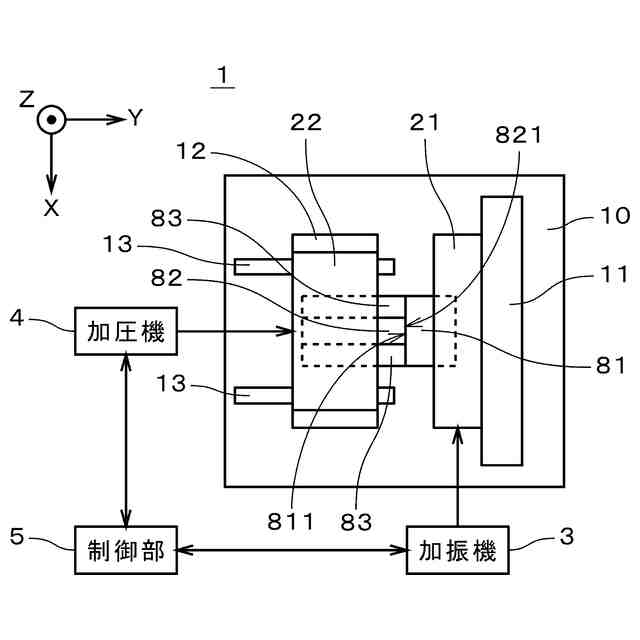
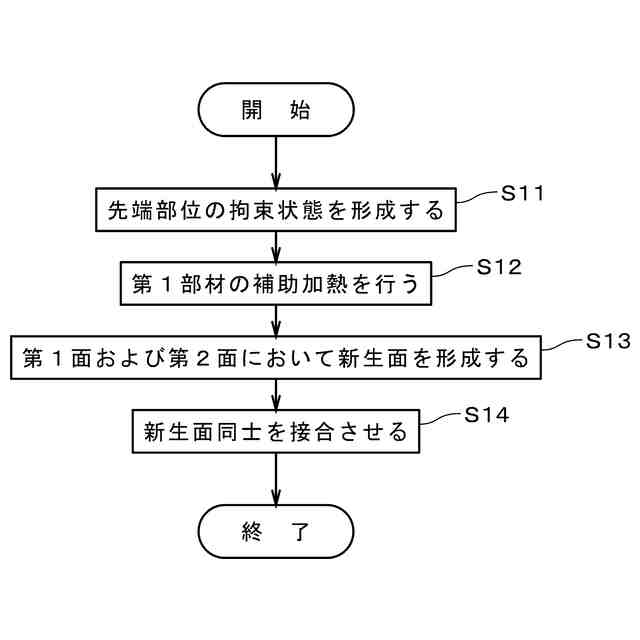
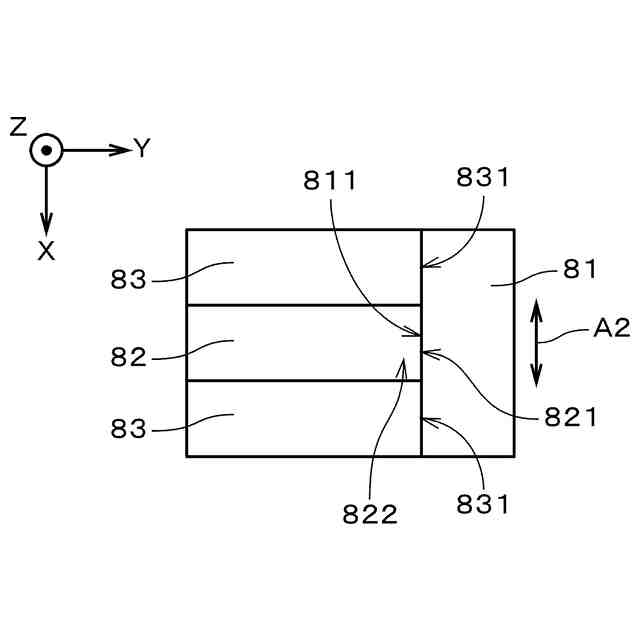
【解決手段】線形摩擦接合方法は、第1部材81の第1面811と、第1部材81よりも強度が低い第2部材82の第2面821とを接合するものであり、第1部材81の補助加熱を行う工程(ステップS12)と、ステップS12に並行して、第1部材81の第1面811と第2部材82の第2面821とを所定方向に繰り返し摺動させ、第1面811および第2面821において新生面を形成する工程(ステップS13)と、第1面811と第2面821との摺動を停止し、第1面811および第2面821の新生面同士を接合させる工程(ステップS14)とを備える。ステップS12が、第1面811と第2面821との摺動以外により第1部材81の補助加熱を行う動作である。上記線形摩擦接合方法では、強度差が大きい第1部材81および第2部材82を適切に接合することができる。
【選択図】図7
特許請求の範囲
【請求項1】
第1部材の第1面と、前記第1部材よりも強度が低い第2部材の第2面とを接合する線形摩擦接合方法であって、
a)前記第1部材の補助加熱を行う工程と、
b)前記a)工程に並行して、または、前記a)工程の後に、前記第1部材の前記第1面と前記第2部材の前記第2面とを所定方向に繰り返し摺動させ、前記第1面および前記第2面において新生面を形成する工程と、
c)前記第1面と前記第2面との摺動を停止し、前記第1面および前記第2面の前記新生面同士を接合させる工程と、
を備え、
前記a)工程が、前記第1面と前記第2面との摺動以外により前記第1部材の補助加熱を行う線形摩擦接合方法。
続きを表示(約 2,000 文字)
【請求項2】
請求項1に記載の線形摩擦接合方法であって、
前記b)工程における前記第1面と前記第2面との摺動に並行して、前記第1部材が、前記第2部材よりも強度が高い補助部材とも摺動し、前記第1部材と前記補助部材との摩擦熱により、前記a)工程における前記第1部材の補助加熱が行われる線形摩擦接合方法。
【請求項3】
請求項1に記載の線形摩擦接合方法であって、
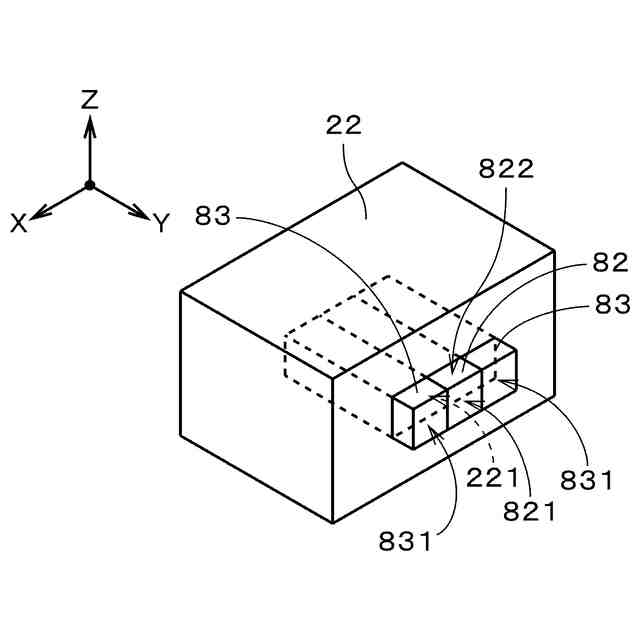
前記b)工程において、前記第2部材の前記第2面を含む先端部位の、前記所定方向の一方側を向く面、および、他方側を向く面のそれぞれに対して、前記第2部材よりも強度が高い補助部材を接触させることにより、前記所定方向への前記先端部位の変形を拘束する拘束状態が形成されている線形摩擦接合方法。
【請求項4】
請求項3に記載の線形摩擦接合方法であって、
前記b)工程における前記第1面と前記第2面との摺動に並行して、前記第1部材が、前記補助部材とも摺動し、前記第1部材と前記補助部材との摩擦熱により、前記a)工程における前記第1部材の補助加熱が行われる線形摩擦接合方法。
【請求項5】
第1部材の第1面と、前記第1部材よりも強度が低い第2部材の第2面とを接合する線形摩擦接合方法であって、
a)前記第2部材の前記第2面を含む先端部位において、前記第2面に平行な所定方向の一方側を向く面、および、他方側を向く面のそれぞれに対して、前記第2部材よりも強度が高い補助部材を接触させることにより、前記所定方向への前記先端部位の変形を拘束する拘束状態を形成する工程と、
b)前記拘束状態を維持しつつ、前記第1部材の前記第1面と前記第2部材の前記第2面とを前記所定方向に繰り返し摺動させ、前記第1面および前記第2面において新生面を形成する工程と、
c)前記第1面と前記第2面との摺動を停止し、前記第1面および前記第2面の前記新生面同士を接合させる工程と、
を備える線形摩擦接合方法。
【請求項6】
請求項3ないし5のいずれか1つに記載の線形摩擦接合方法であって、
前記拘束状態において、前記第2面に平行、かつ、前記所定方向に垂直な方向への前記先端部位の変形も拘束される線形摩擦接合方法。
【請求項7】
請求項1ないし5のいずれか1つに記載の線形摩擦接合方法であって、
前記第1部材および前記第2部材における温度と強度との関係を示すグラフにおいて、前記第1部材および前記第2部材の融点を下回る温度範囲で、前記第1部材の前記関係を示す線と前記第2部材の前記関係を示す線とが交わらない線形摩擦接合方法。
【請求項8】
第1部材の第1面と、前記第1部材よりも強度が低い第2部材の第2面とを接合する線形摩擦接合装置であって、
前記第1部材を保持する第1保持部と、
前記第2部材を保持する第2保持部と、
前記第1部材の補助加熱を行う補助加熱手段と、
前記第1保持部を前記第2保持部に対して所定方向に相対的に振動させることにより、前記第1部材の前記第1面と前記第2部材の前記第2面とを前記所定方向に繰り返し摺動させ、前記第1面および前記第2面において新生面を形成する加振機と、
前記新生面の形成後、前記加振機を制御して前記第1面と前記第2面との摺動を停止し、前記第1面および前記第2面の前記新生面同士を接合させる制御部と、
を備え、
前記補助加熱手段が、前記第1面と前記第2面との摺動以外により前記第1部材の補助加熱を行う線形摩擦接合装置。
【請求項9】
第1部材の第1面と、前記第1部材よりも強度が低い第2部材の第2面とを接合する線形摩擦接合装置であって、
前記第1部材を保持する第1保持部と、
前記第2部材の前記第2面を含む先端部位において、前記第2面に平行な所定方向の一方側を向く面、および、他方側を向く面のそれぞれに対して、前記第2部材よりも強度が高い補助部材を接触させることにより、前記所定方向への前記先端部位の変形を拘束する拘束状態を維持しつつ、前記第2部材を保持する第2保持部と、
前記第1保持部を前記第2保持部に対して前記所定方向に相対的に振動させることにより、前記第1部材の前記第1面と前記第2部材の前記第2面とを前記所定方向に繰り返し摺動させ、前記第1面および前記第2面において新生面を形成する加振機と、
前記新生面の形成後、前記加振機を制御して前記第1面と前記第2面との摺動を停止し、前記第1面および前記第2面の前記新生面同士を接合させる制御部と、
を備える線形摩擦接合装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、線形摩擦接合方法および線形摩擦接合装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
例えば、鉄と非鉄金属等の異材接合を行う場合、アーク溶接やレーザ溶接等の溶融溶接では、脆弱な金属間化合物の生成等が問題となるため、固相接合が適用されることがある。固相接合の1つとして、線形摩擦接合が知られている。線形摩擦接合では、部材同士を摺動(加圧および振動)させることにより摩擦熱で界面が軟化し、軟化した部位がバリとして排出されることにより新生面同士が接合される。本接合法では材料が溶融しないため、金属間化合物の生成を抑制しつつ異材接合が可能となる。
【0003】
特許文献1では、一方の部材と他方の部材とを線形摩擦接合によって突合せ接合するとともに、当該一方の部材を第三の部材とも接合する手法について記載されている。当該一方の部材と第三の部材との接合は、線形摩擦接合における被接合界面で発生する摩擦熱の熱伝導により、当該一方の部材が昇温されることにより実現される。なお、当該一方の部材と第三の部材とは摺動しない。
【先行技術文献】
【特許文献】
【0004】
特許第7365646号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
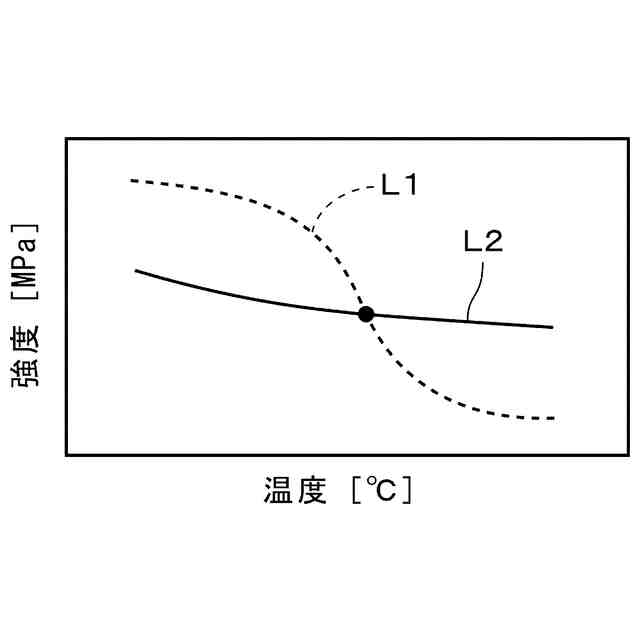
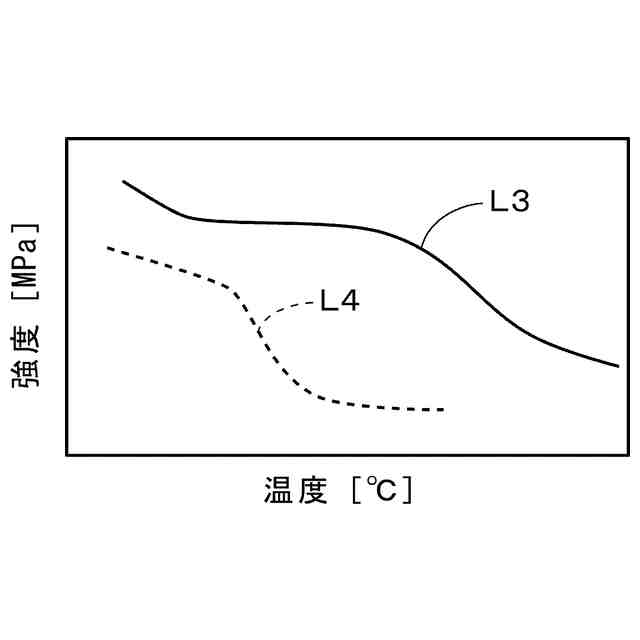
ところで、線形摩擦接合で異材接合を行う場合、温度と強度(降伏強度)との関係を示すグラフ(後述の図2参照)において、一方の部材の当該関係を示す線と他方の部材の当該関係を示す線との交点の強度に合わせて接合条件を調整することにより、双方の部材からバリを排出して新生面を形成することが可能となる。一方、鉄(Fe)と銅(Cu)、鉄とアルミニウム(Al)等、強度差が大きい材料の部材の組合せでは、上記交点(すなわち、強度が一致する温度)が存在しない(後述の図3参照)。このような部材同士を摺動させても、強度が低い部材のみからバリが排出され、強度が高い部材には新生面が形成されない。その結果、両部材を適切に接合することができず、強度が高い(信頼性の高い)継手を得ることができない。
【0006】
また、上記交点が存在する部材の組合せであっても、上記交点の温度よりも低い目標温度にて接合を行うことが好ましい場合がある。この場合に、当該目標温度における2つの部材の強度差が大きいときには、両部材を適切に接合することができない。したがって、線形摩擦接合において、強度差が大きい2つの部材を適切に接合する手法が求められている。
【0007】
本発明は上記課題に鑑みなされたものであり、線形摩擦接合において、強度差が大きい2つの部材を適切に接合することを目的としている。
【課題を解決するための手段】
【0008】
本発明の態様1は、第1部材の第1面と、前記第1部材よりも強度が低い第2部材の第2面とを接合する線形摩擦接合方法であって、a)前記第1部材の補助加熱を行う工程と、b)前記a)工程に並行して、または、前記a)工程の後に、前記第1部材の前記第1面と前記第2部材の前記第2面とを所定方向に繰り返し摺動させ、前記第1面および前記第2面において新生面を形成する工程と、c)前記第1面と前記第2面との摺動を停止し、前記第1面および前記第2面の前記新生面同士を接合させる工程とを備え、前記a)工程が、前記第1面と前記第2面との摺動以外により前記第1部材の補助加熱を行う。
【0009】
本発明の態様2は、態様1の線形摩擦接合方法であって、前記b)工程における前記第1面と前記第2面との摺動に並行して、前記第1部材が、前記第2部材よりも強度が高い補助部材とも摺動し、前記第1部材と前記補助部材との摩擦熱により、前記a)工程における前記第1部材の補助加熱が行われる。
【0010】
本発明の態様3は、態様1の線形摩擦接合方法であって、前記b)工程において、前記第2部材の前記第2面を含む先端部位の、前記所定方向の一方側を向く面、および、他方側を向く面のそれぞれに対して、前記第2部材よりも強度が高い補助部材を接触させることにより、前記所定方向への前記先端部位の変形を拘束する拘束状態が形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
カナデビア株式会社
サクション基礎
1か月前
カナデビア株式会社
排ガス処理システム
1か月前
カナデビア株式会社
封止装置および電池製造方法
1か月前
カナデビア株式会社
全固体電池およびその製造方法
1か月前
鹿島建設株式会社
塔状構造物
10日前
カナデビア株式会社
電池製造装置および電池製造方法
1か月前
カナデビア株式会社
電池製造装置および電池製造方法
1か月前
カナデビア株式会社
情報処理装置および情報管理システム
1か月前
カナデビア株式会社
積層型電池および積層型電池の製造方法
1か月前
カナデビア株式会社
線形摩擦接合方法および線形摩擦接合装置
1か月前
カナデビア株式会社
全固体電池の製造方法および電池製造装置
1か月前
カナデビア株式会社
吸収転換触媒及び炭化水素化合物の製造方法
2か月前
カナデビア株式会社
情報処理装置、学習方法、および学習プログラム
1か月前
カナデビア株式会社
情報処理装置、学習方法、および学習プログラム
1か月前
カナデビア株式会社
サクション基礎及びサクション基礎の地盤設置方法
1か月前
カナデビア株式会社
ピーニング方法、ピーニング装置および溶接構造物
23日前
カナデビア株式会社
異常判定システム、異常判定方法及び制御プログラム
18日前
カナデビア株式会社
異常検知システム、異常検知方法、及び制御プログラム
2か月前
カナデビア株式会社
樹脂シートの押出成形装置及び樹脂シートの押出成形方法
3か月前
カナデビア株式会社
制御装置、水電解システム、制御方法および制御プログラム
1か月前
カナデビア株式会社
被分離流体が流れる通路形成用の外管及びこれを用いた分離装置
2日前
カナデビア株式会社
情報処理装置、情報処理プログラム、情報処理システムおよび情報端末装置
1か月前
カナデビア株式会社
スケジュール管理装置、スケジュール管理方法、及びスケジュール管理プログラム
2か月前
国立大学法人 奈良先端科学技術大学院大学
データ作成システムおよびデータ作成方法
2か月前
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社北川鉄工所
回転装置
5か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
6か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社不二越
ドリル
6か月前
ダイニチ工業株式会社
配膳治具
26日前
株式会社ダイヘン
溶接電源装置
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ